TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034055
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140202
出願日
2023-08-30
発明の名称
研削装置及び被加工物の研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
49/04 20060101AFI20250306BHJP(研削;研磨)
要約
【課題】それぞれが狙い仕上げ厚さになるように順番に研削される複数枚の被加工物の厚さのばらつきを低減する。
【解決手段】複数枚の被加工物の研削に伴って第1ゲージによって測定される囲繞領域の高さが高くなる場合に複数枚の被加工物のそれぞれの実際の厚さと測定ユニットによって測定される厚さとの誤差に対応する補正厚さを特定してから、測定ユニットによって測定される厚さが狙い仕上げ厚さから補正厚さを減算して得られる厚さになるまで複数枚の被加工物のそれぞれを研削する。
【選択図】図1
特許請求の範囲
【請求項1】
それぞれが狙い仕上げ厚さになるように複数枚の被加工物を順番に研削するための研削装置であって、
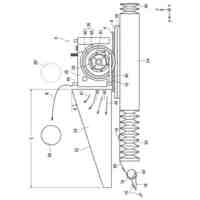
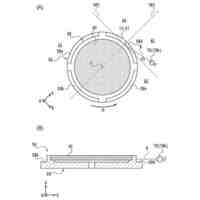
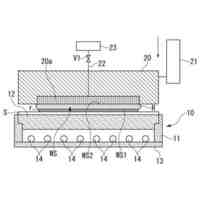
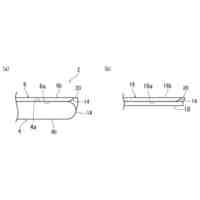
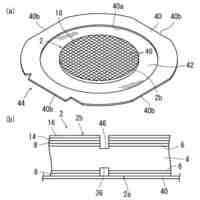
保持領域と該保持領域を囲繞する囲繞領域とを含む保持面を有し、該保持領域において該複数枚の被加工物を順番に保持するためのチャックテーブルと、
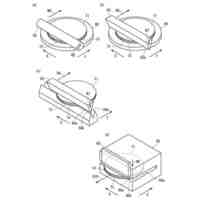
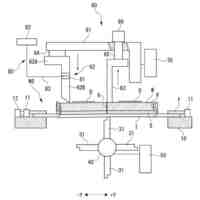
環状に離散して設けられている複数の研削砥石を含む研削ホイールが先端部に装着されているスピンドルを有し、該保持領域において順番に保持される該複数枚の被加工物のそれぞれを該複数の研削砥石によって研削するために該スピンドルとともに該研削ホイールを回転させるための研削ユニットと、
該保持領域において順番に保持される該複数枚の被加工物のそれぞれに該複数の研削砥石を接触させるために該チャックテーブルと該研削ユニットとの間隔を調整するための移動機構と、
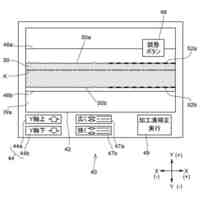
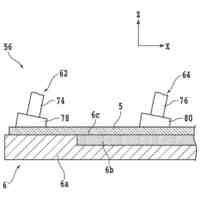
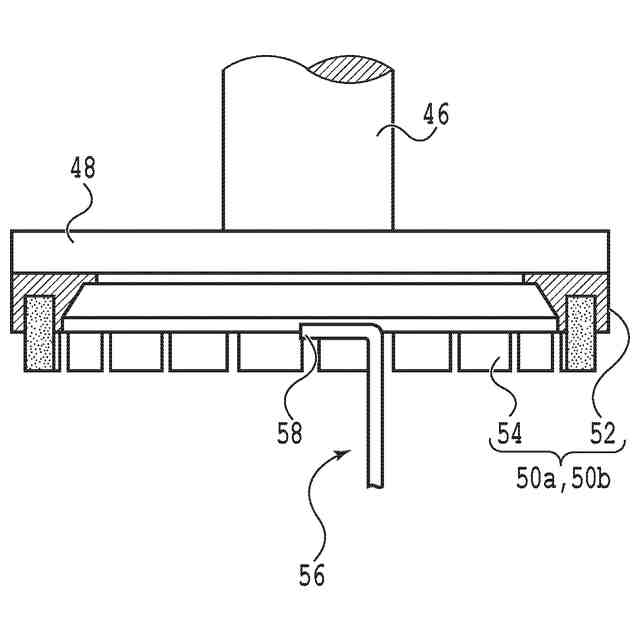
該囲繞領域の高さを測定するための第1ゲージと、該保持領域において順番に保持される該複数枚の被加工物のそれぞれの上面の高さを測定するための第2ゲージと、を含み、該複数枚の被加工物のそれぞれの厚さを測定するための測定ユニットと、
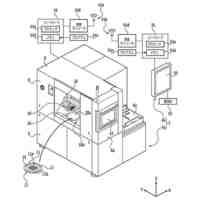
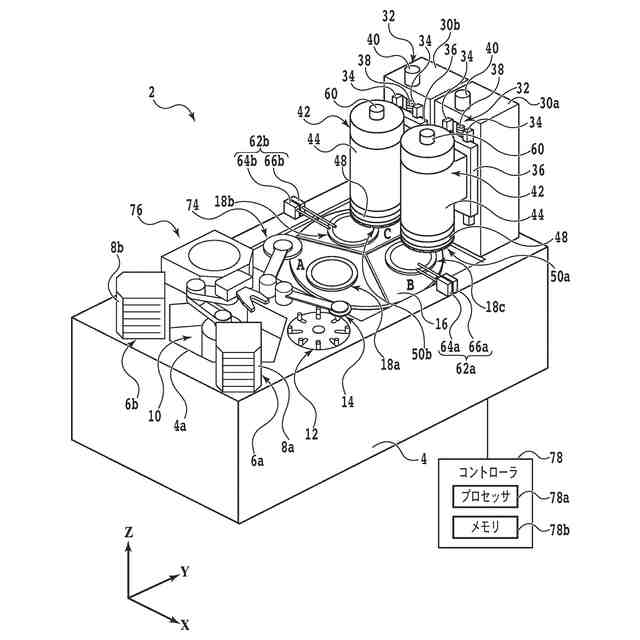
該研削ユニット、該移動機構及び該測定ユニットを制御するためのコントローラと、を備え、
該コントローラは、
該複数枚の被加工物が順番に研削される際の該チャックテーブルの加熱に伴う該囲繞領域の高さの変化量と、該複数枚の被加工物のそれぞれの実際の厚さと該測定ユニットによって測定される厚さとの誤差と、の関係を示す情報を記憶するメモリと、
該複数枚の被加工物が順番に研削される際に該複数枚の被加工物のそれぞれの厚さを測定するように該測定ユニットを制御するとともに、該複数枚の被加工物が研削される前に該第1ゲージによって測定される該囲繞領域の基準高さと比較して該複数枚の被加工物のそれぞれが研削される際に該第1ゲージによって測定される該囲繞領域の高さが高い場合に、該情報を参照して該誤差に対応する補正厚さを特定してから、該測定ユニットによって測定される厚さが該狙い仕上げ厚さから該補正厚さを減算して得られる厚さになるまで該複数枚の被加工物のそれぞれが研削されるように該研削ユニット及び該移動機構を制御するプロセッサと、を含む研削装置。
続きを表示(約 1,000 文字)
【請求項2】
該情報は、該変化量と該誤差との比率を示す係数である請求項1に記載の研削装置。
【請求項3】
保持領域と該保持領域を囲繞する囲繞領域とを含む保持面を有し、該保持領域において複数枚の被加工物を順番に保持するためのチャックテーブルと、
環状に離散して設けられている複数の研削砥石を含む研削ホイールが先端部に装着されているスピンドルを有し、該保持領域において順番に保持される該複数枚の被加工物のそれぞれを該複数の研削砥石によって研削するために該スピンドルとともに該研削ホイールを回転させるための研削ユニットと、
該保持領域において順番に保持される該複数枚の被加工物のそれぞれに該複数の研削砥石を接触させるために該チャックテーブルと該研削ユニットとの間隔を調整するための移動機構と、
該囲繞領域の高さを測定するための第1ゲージと、該保持領域において順番に保持される該複数枚の被加工物のそれぞれの上面の高さを測定するための第2ゲージと、を含み、該複数枚の被加工物のそれぞれの厚さを測定するための測定ユニットと、
を備える研削装置において、それぞれが狙い仕上げ厚さになるように該複数枚の被加工物を順番に研削するための被加工物の研削方法であって、
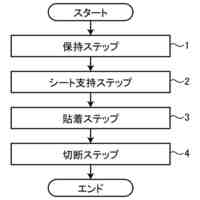
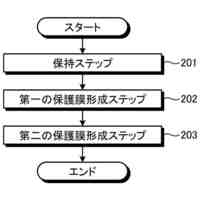
該第1ゲージによって該囲繞領域の基準高さを測定する基準高さ測定ステップと、
該基準高さ測定ステップの後に、該測定ユニットによって測定される厚さが該狙い仕上げ厚さ又は該狙い仕上げ厚さから補正厚さを減算して得られる厚さになるまで該複数枚の被加工物のそれぞれを研削する研削ステップと、を備え、
該補正厚さは、該複数枚の被加工物のそれぞれの実際の厚さと該測定ユニットによって測定される厚さとの誤差に対応し、
該研削ステップにおいては、該複数枚の被加工物のそれぞれが研削される際に該第1ゲージによって測定される該囲繞領域の高さが該基準高さよりも高い場合に、該複数枚の被加工物が順番に研削される際の該チャックテーブルの加熱に伴う該囲繞領域の高さの変化量と該誤差との関係を示す情報を参照して該補正厚さを特定してから、該測定ユニットによって測定される厚さが該狙い仕上げ厚さから該補正厚さを減算して得られる厚さになるまで該複数枚の被加工物のそれぞれが研削される被加工物の研削方法。
【請求項4】
該情報は、該変化量と該誤差との比率を示す係数である請求項3に記載の被加工物の研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、それぞれが狙い仕上げ厚さになるように複数枚の被加工物を順番に研削するための研削装置と、それぞれが狙い仕上げ厚さになるように複数枚の被加工物を順番に研削するための被加工物の研削方法と、に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
IC(Integrated Circuit)等のデバイスのチップは、携帯電話及びパーソナルコンピュータ等の各種電子機器において不可欠の構成要素である。このようなチップは、例えば、表面側に複数のデバイスが形成されているウェーハ等の被加工物を個々のデバイスを含む領域毎に分割することで製造される。
【0003】
被加工物は、製造されるチップの小型化等を目的として、その分割に先立って薄化されることが多い。被加工物を薄化する方法としては、研削装置における被加工物の研削が挙げられる。研削装置は、一般的に、保持領域と保持領域を囲繞する囲繞領域とを含む保持面を有するチャックテーブルと、環状に離散して設けられている複数の研削砥石を含む研削ホイールが先端部に装着されているスピンドルを有する研削ユニットと、を備える。
【0004】
研削装置における被加工物の研削は、保持領域において被加工物が保持された状態でチャックテーブルとスピンドルとの双方を回転させながら被加工物に複数の研削砥石を接触させることによって行われる。そして、この研削は、一般的に、被加工物の厚さを測定しながら行われ、測定される被加工物の厚さが狙い仕上げ厚さになった時点で終了する。
【0005】
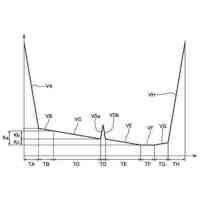
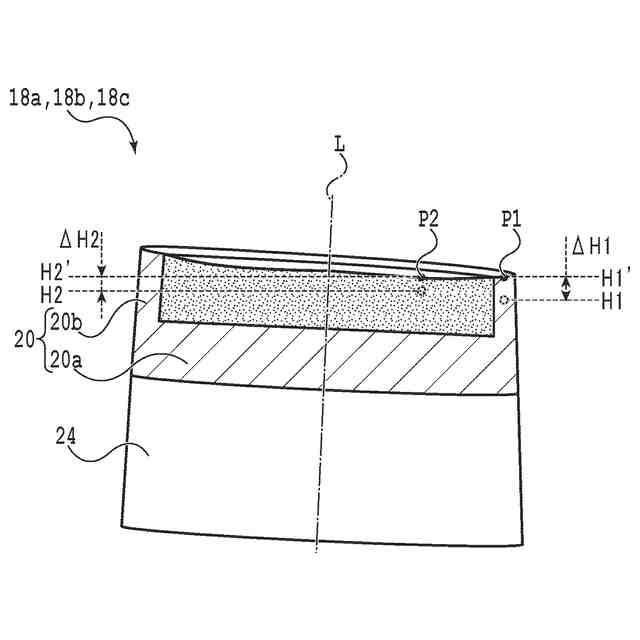
被加工物の厚さの測定は、例えば、囲繞領域の高さを測定するための第1ゲージと、保持領域において保持される被加工物の上面の高さを測定するための第2ゲージと、を含む測定ユニットを利用して行われる。ただし、チャックテーブルの保持面の実際の形状が想定される形状からずれている場合、この測定ユニットによって測定される被加工物の厚さと被加工物の実際の厚さとがずれることがある。
【0006】
この点を踏まえて、研削装置においては、被加工物の研削に先立って、その保持面を整形するためにチャックテーブルの研削(セルフグラインド)が行われることがある(例えば、特許文献1参照)。これにより、チャックテーブルの保持面の形状を想定される形状に近付けることができる。その結果、被加工物の実際の厚さと測定ユニットによって測定される厚さとの誤差を小さくすることができる。
【0007】
また、研削装置においては、被加工物と複数の研削砥石との接触界面(加工点)に研削水を供給し、かつ/又は、チャックテーブルの内部に形成されている流路に冷却水を循環させながら被加工物の研削が行われる(例えば、特許文献2及び3参照)。これにより、被加工物の研削に伴って加熱されるチャックテーブルの熱膨張等に起因した保持面の変形を抑制することができる。その結果、被加工物の実際の厚さと測定ユニットによって測定される厚さとの誤差を小さくすることができる。
【先行技術文献】
【特許文献】
【0008】
特開2008-114336号公報
特開2009-113145号公報
特開2003-326458号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
研削装置においては、スループットを向上させるために複数枚の被加工物が間断なく順番に研削されることが好ましい。ただし、この場合、被加工物の研削に伴って加熱されるチャックテーブルの熱膨張に起因した保持面の変形を十分に抑制することができず、複数枚の被加工物の仕上げ厚さのばらつきが大きくなりやすい。
【0010】
この点に鑑み、本発明の目的は、それぞれが狙い仕上げ厚さになるように順番に研削される複数枚の被加工物の厚さのばらつきを低減することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
切削装置
6日前
株式会社ディスコ
切削装置
6日前
株式会社ディスコ
洗浄装置
7日前
株式会社ディスコ
加工方法
10日前
株式会社ディスコ
貼着方法
21日前
株式会社ディスコ
切削装置
21日前
株式会社ディスコ
保護部材の形成方法
6日前
株式会社ディスコ
ウエーハの加工方法
6日前
株式会社ディスコ
ウエーハの分割方法
6日前
株式会社ディスコ
加工装置、及び、加工方法
10日前
株式会社ディスコ
調整方法、及び、研削装置
10日前
株式会社ディスコ
ウェーハの分割方法及び分割装置
16日前
株式会社ディスコ
システム、制御方法、及び、プログラム
6日前
株式会社ディスコ
セラミックスコンデンサー基板の加工方法
14日前
株式会社ディスコ
ウェーハの研削方法及びウェーハの製造方法
7日前
株式会社ディスコ
保護膜形成方法
14日前
個人
両軸回転ヤスリ
3か月前
株式会社タカトリ
研削装置
4か月前
個人
バレル研磨用メディア材
1か月前
トヨタ自動車株式会社
外径測定方法
3か月前
株式会社リブラ
ブラスト加工装置
1か月前
キヤノン電子株式会社
加工工具、及び、加工装置
1か月前
トヨタ自動車株式会社
バリ取り装置
1か月前
株式会社精工技研
研磨装置および研磨方法
1か月前
株式会社IHI
ブラストガン
2か月前
株式会社ディスコ
加工方法、及び、切削装置
22日前
日本特殊研砥株式会社
超弾性砥石
24日前
NTN株式会社
加工装置
1か月前
信越半導体株式会社
洗浄処理装置
3か月前
リックス株式会社
ドライアイス噴射装置
3か月前
株式会社ディスコ
加工装置
2か月前
株式会社マキタ
サンダ
1か月前
株式会社荏原製作所
研磨装置
今日
株式会社プロテリアル
焼結磁石の製造方法
1か月前
株式会社荏原製作所
研磨装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ