TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025983
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023131291
出願日
2023-08-10
発明の名称
判定システム及び判定方法
出願人
株式会社日立製作所
代理人
弁理士法人磯野国際特許商標事務所
主分類
B22F
10/14 20210101AFI20250214BHJP(鋳造;粉末冶金)
要約
【課題】所望の造形物を高い歩留まりで製造可能かどうかを判定する判定システムを提供する。
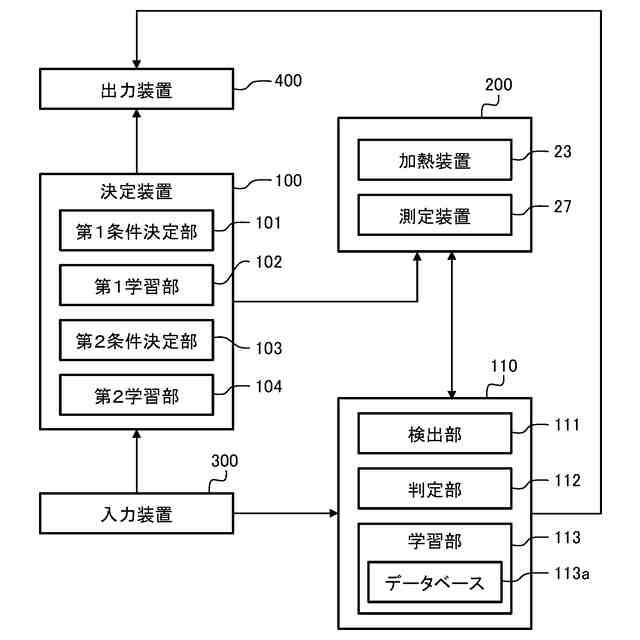
【解決手段】判定システム110は、結合剤噴射方式の付加製造装置200に備えられる粉末床に敷かれた粉末材料の、積層造形される造形物の形状に影響を与える状態を、前記粉末材料の存在領域毎に検出する検出部111と、検出部111が検出した、前記存在領域毎の前記粉末材料の状態に基づいて、前記粉末床が、所望の前記造形物を付加製造できる状態になっているかを判定することで、前記粉末床の状態の良否を判定する判定部112と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
結合剤噴射方式の付加製造装置に備えられる粉末床に敷かれた粉末材料の、付加製造される造形物の形状に影響を与える状態を、前記粉末材料の存在領域毎に検出する検出部と、
前記検出部が検出した、前記存在領域毎の前記粉末材料の状態に基づいて、前記粉末床が、所望の前記造形物を付加製造できる状態になっているかを判定することで、前記粉末床の状態の良否を判定する判定部と、を備える
ことを特徴とする判定システム。
続きを表示(約 1,200 文字)
【請求項2】
前記検出部は、前記造形物の形状に影響を与える指標値を、前記粉末床での前記存在領域毎の前記粉末材料について測定することで、前記粉末床での前記存在領域毎の状態を検出し、
前記判定部は、前記粉末床での存在領域毎の前記粉末材料の前記指標値が、前記粉末床の水平方向又は高さ方向の少なくとも一方である所定方向に一様であると判定したときに、前記粉末床の状態が良であると判定する
ことを特徴とする請求項1に記載の判定システム。
【請求項3】
前記判定部は、前記所定方向への前記指標値のうち、最大値と最小値との差分が所定範囲内であるとき、前記粉末床での存在領域毎の前記粉末材料の状態が一様であると判定する
ことを特徴とする請求項2に記載の判定システム。
【請求項4】
前記指標値は、前記存在領域での前記粉末材料の密度を含む
ことを特徴とする請求項2に記載の判定システム。
【請求項5】
前記粉末床の形成条件と、前記存在領域毎の前記指標値と前記粉末床の良否とのうちの少なくとも一方の所定情報と、を特徴量とする機械学習を行う学習部を備える
ことを特徴とする請求項2に記載の判定システム。
【請求項6】
前記粉末床の形成条件は、
前記粉末材料により構成される一層毎の積層厚さ、
前記粉末床への前記粉末材料の供給量、
前記粉末床への前記粉末材料の供給速度、
前記粉末床に前記粉末材料を敷くときの粉敷速度、又は、
前記粉末床に前記粉末材料を敷くときの整地設定、
のうちの少なくとも1つを含む
ことを特徴とする請求項5に記載の判定システム。
【請求項7】
前記粉末床の上面を加熱する加熱機構と、
前記加熱機構によって加熱された前記上面の温度を測定する測定機構と、を備え、
前記検出部は、前記加熱機構による加熱後に、前記測定機構を用いて得られた前記上面での降温速度を評価することで、前記粉末床での存在領域毎の状態を検出する
ことを特徴とする請求項1に記載の判定システム。
【請求項8】
前記加熱機構は、前記上面を瞬間的に加熱する
ことを特徴とする請求項7に記載の判定システム。
【請求項9】
前記粉末床の上面を所望の位置で加圧する加圧機構とを備え、
前記検出部は、加圧した位置での前記上面での圧力を評価することで、前記粉末床での存在領域毎の状態を検出する
ことを特徴とする請求項1に記載の判定システム。
【請求項10】
前記粉末床の少なくとも上面を振動させる振動機構を備え、
前記検出部は、前記振動機構を用いて振動した前記上面での前記粉末材料の挙動を評価することで、前記粉末床での存在領域毎の状態を検出する
ことを特徴とする請求項1に記載の判定システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、判定システム及び判定方法に関する。
続きを表示(約 3,000 文字)
【0002】
付加製造(積層造形)には、例えば、粉末床溶融結合(Powder Bed Fusion)方式、指向性エネルギ堆積(Directed Energy Deposition)方式等があることが知られている。粉末床溶融結合方式では、平らに敷き詰められた粉末材料(例えば金属粉末)に対して、光ビーム(レーザビーム、電子ビーム等)を照射することで付加製造が行われる。粉末床溶融結合方式には、SLM(Selective Laser Melting)、EBM(Electron Beam Melting)等が含まれる。指向性エネルギ堆積方式では、光ビームの照射と粉末材料の吐出とを行うヘッドの位置を制御することで付加製造が行われる。指向性エネルギ堆積方式には、LMD(Laser Metal Deposition)、DMP(Direct Metal Deposition)等が含まれる。
【0003】
また、その他の方法として、結合剤噴射(Binder Jetting)方式がある。上記粉末床溶融結合方式及び指向性エネルギ堆積方式では、ビームを熱源として粉末材料を直接溶融凝固させることによって、付加製造物(積層造形物)が形成される。一方で、結合剤噴射方式では、粉末材料(例えば金属粉末)に、造形形状に応じて結合剤であるバインダが塗布され、これにより粉末材料同士が結合する。次いで、バインダを除去(脱脂熱処理)後に焼結熱処理することで、3次元形状の部品が製造される。
【0004】
結合剤噴射方式に似た方式の製造方法として、金属粉末射出成型(MIM:Metal Injection Molding)が挙げられる。MIMでは、金属粉末とバインダ(結合材、可塑材、潤滑材)とを加圧混錬することで、ペレット(コンパウンド)が製造される。次いで、ペレットを射出成型機に入れて温度をかけて可塑化し、金型のキャビティ内にMIM材料が射出成型される。成形体はグリーンパーツといわれ、溶媒の脱脂及び過熱脱脂した成型体はブラウンパーツといわれる。ブラウンパーツを焼結することで、シルバーパーツといわれる焼結品が得られる。
【0005】
付加製造に関する技術として、特許文献1の請求項1には「複数の層を頂面側から一層ずつ重ね合わせることにより構造物を製造する付加製造方法であって、少なくとも一層の第1の層を形成する第1の層形成ステップと、前記第1の層の上に少なくとも一層の第2の層を形成する第2の層形成ステップと、前記第2の層形成ステップの後に、前記第1の層内であって予め定めた表層検査可能深さ位置よりも浅い位置の表層検査領域内の欠陥を検査する表層検査ステップと、前記表層検査ステップによって得られた検査結果に基づいて再検査が必要か否かを判定する判定ステップと、前記判定ステップによって再検査が必要と判定されたときに、前記第1および第2の層内の欠陥を再検査する再検査ステップと、を有すること、を特徴とする付加製造方法。」が記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2020-7604号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の結合剤噴射方式の付加製造装置では、固化層の頂面を上面から所定時間加熱することで、固化層内部の欠陥の有無が判定される(段落0025、0039、0042、0085)。意図しない欠陥が検出された固化層は所望の造形物とはいえない。このため、所望の造形物を製造するために、再度、積層造形が行われる。この結果、積層造形時の歩留まりが低下する。
本開示が解決しようとする課題は、所望の造形物を高い歩留まりで製造可能かどうかを判定する判定システム及び良否判定方法の提供である。
【課題を解決するための手段】
【0008】
本開示の判定システムは、結合剤噴射方式の付加製造装置に備えられる粉末床に敷かれた粉末材料の、付加製造される造形物の形状に影響を与える状態を、前記粉末材料の存在領域毎に検出する検出部と、前記検出部が検出した、前記存在領域毎の前記粉末材料の状態に基づいて、前記粉末床が、所望の前記造形物を付加製造できる状態になっているかを判定することで、前記粉末床の状態の良否を判定する判定部と、を備える。その他の解決手段は発明を実施するための形態において後記する。
【発明の効果】
【0009】
本開示によれば、所望の造形物を高い歩留まりで製造可能かどうかを判定する判定システム及び良否判定方法を提供できる。
【図面の簡単な説明】
【0010】
本開示の付加製造条件の決定装置及び判定システムを示すブロック図である。
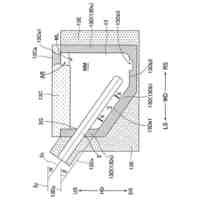
粉末床における粉末材料の敷きむらを判定する方法を説明する側面図である。
粉末床における粉末材料の敷きむらを判定する方法を説明する上面図である。
別の実施形態において、粉末床における粉末材料の敷きむらを判定する方法を説明する側面図である。
別の実施形態において、粉末床における粉末材料の敷きむらを判定する方法を説明する上面図である。
別の実施形態において、粉末床における粉末材料の敷きむらを判定する方法を説明する側面図である。
別の実施形態において、粉末床における粉末材料の敷きむらを判定する方法を説明する側面図である。
別の実施形態において、粉末床における粉末材料の敷きむらを判定する方法を説明する側面図である。
別の実施形態において、粉末床における粉末材料の敷きむらを判定する方法を説明する上面図である。
図6AのA部拡大図である。
粉敷時に粉末床を整地する方法を説明する側面図である。
粉敷時に粉末床を整地する方法を説明する側面図であり、図7Aに続いて行われる様子を示す図である。
本開示の判定システムのハードウェア構成を示すブロック図である。
本開示の判定方法を示すフローチャートである。
評価に使用するグリーンパーツの形状を示す斜視図である。
評価に使用するシルバーパーツの形状を示す斜視図である。
図10に示すグリーンパーツ及び図11に示すシルバーパーツに代えて使用可能な構造物の上面図である。
図12Aに示す構造物の側面図である。
本開示の付加製造方法を示すフローチャートである。
本開示の付加製造条件の決定方法の前段を示すフローチャートである。
本開示の付加製造条件の決定方法の後段を示すフローチャートである。
本開示の付加製造装置を側方から視た模式図である。
本開示の付加製造装置を上方から視た模式図である。
粉敷動作の一例を示す模式図である。
粉敷動作の一例を示す模式図である。
粉敷動作の一例を示す模式図である。
粉敷動作の一例を示す模式図である。
塗布動作の一例を示す模式図である。
塗布動作の一例を示す模式図である。
乾燥動作の一例を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
3か月前
マツダ株式会社
鋳造装置
4か月前
株式会社 寿原テクノス
金型装置
2か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社プロテリアル
合金粉末の製造方法
4日前
株式会社エスアールシー
インゴット
3か月前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5日前
株式会社クボタ
弁箱用の消失模型
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
新東工業株式会社
粉末除去装置
3か月前
日立Astemo株式会社
成形装置
9日前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
新東工業株式会社
測定装置
4か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
山陽特殊製鋼株式会社
取鍋
2か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
株式会社荏原製作所
造形ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
6日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
9日前
株式会社トウネツ
溶湯保持炉
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ