TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025847
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023131017
出願日
2023-08-10
発明の名称
エナメル線の製造方法
出願人
SWCC株式会社
代理人
弁理士法人鷲田国際特許事務所
主分類
H01B
13/16 20060101AFI20250214BHJP(基本的電気素子)
要約
【課題】DIP材を用いて柔軟で加工特性に優れるエナメル線を提供すること。
【解決手段】ディップフォーミング法により製造されたDIP材をコンフォーム押出しして得られた銅線材を準備する工程と、前記銅線材にワニスを塗布し、塗布された前記ワニスを焼き付けるワニス塗布および焼き付け工程と、を有することを特徴とする、エナメル線の製造方法。
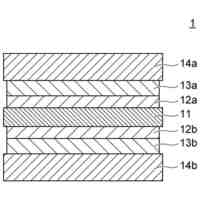
【選択図】図1
特許請求の範囲
【請求項1】
ディップフォーミング法により製造されたDIP材をコンフォーム押出しして得られた銅線材を準備する工程と、
前記銅線材にワニスを塗布し、塗布された前記ワニスを焼き付けるワニス塗布および焼き付け工程と、
を有することを特徴とする、エナメル線の製造方法。
続きを表示(約 530 文字)
【請求項2】
請求項1に記載のエナメル線の製造方法であって、
製造されたエナメル線の0.2%耐力は120MPa以下であることを特徴とする、エナメル線の製造方法。
【請求項3】
請求項1または2に記載のエナメル線の製造方法であって、
前記銅線材の0.2%耐力は60MPa以上90MPa以下であることを特徴とする、
エナメル線の製造方法。
【請求項4】
請求項1または2に記載のエナメル線の製造方法であって、
前記ワニス塗布および焼き付け工程において、前記銅線材に前記ワニスを塗布し、塗布された前記ワニスを焼き付けることを10回から50回繰り返すことを特徴とする、エナメル線の製造方法。
【請求項5】
請求項1または2に記載のエナメル線の製造方法であって、
前記エナメル線の横断面において、絶縁層の厚さが60μm以上であることを特徴とする、エナメル線の製造方法。
【請求項6】
請求項1または2に記載のエナメル線の製造方法であって、
前記ワニス塗布および焼き付け工程の前に、前記銅線材は焼鈍が不要であることを特徴とする、エナメル線の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はエナメル線の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、無酸素銅の銅線材の代表例としてアップキャスト材やDIP材が知られている。「アップキャスト材」とは、溶銅を鋳型内で凝固させ上方に連続的に引き上げるアップキャスト法により製造される銅線材である。「DIP材」とは、溶銅をコアロッドの外周に連続的に凝固させるディップフォーミング法により製造される銅線材である。たとえば、特許文献1では、アップキャスト材を用いて、表面性状に優れかつ微細な結晶粒を有する銅線材を開示している。
【先行技術文献】
【特許文献】
【0003】
特許第6233634号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者らは、上記のDIP材を用いてエナメル線を製造することを試みた。具体的にはDIP材を伸線、焼鈍した銅線材を得て、当該銅線材にワニスの塗布および焼き付けを行ってエナメル線を製造した。
しかしながら、この方法では当該エナメル線は、硬度(0.2%耐力)がやや高い傾向があった。
本発明の目的は、DIP材を用いて柔軟で加工特性に優れるエナメル線を提供することである。
【課題を解決するための手段】
【0005】
上記課題を解決するため本発明の一態様によれば、
ディップフォーミング法により製造されたDIP材をコンフォーム押出しして得られた銅線材を準備する工程と、
前記銅線材にワニスを塗布し、塗布された前記ワニスを焼き付けるワニス塗布および焼き付け工程と、
を有することを特徴とする、エナメル線の製造方法が提供される。
【発明の効果】
【0006】
本発明によれば、DIP材を用いて柔軟で加工特性に優れるエナメル線を提供することができる。
【図面の簡単な説明】
【0007】
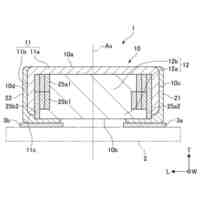
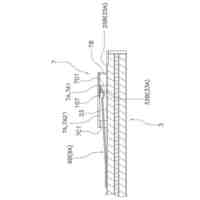
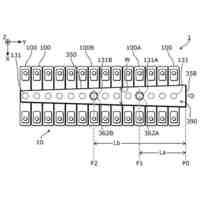
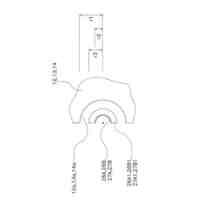
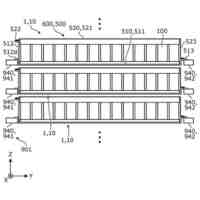
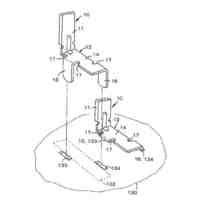
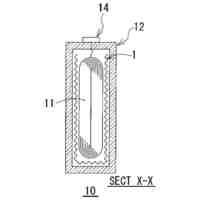
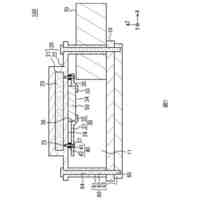
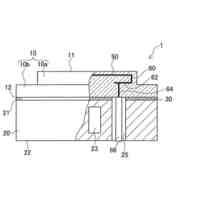
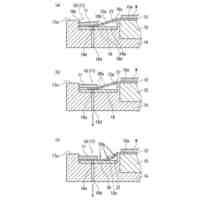
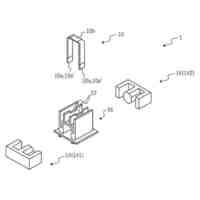
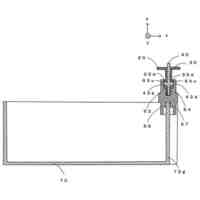
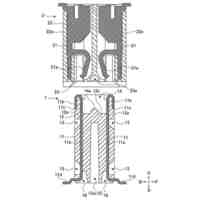
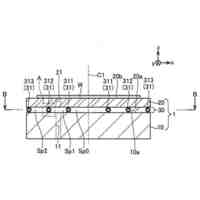
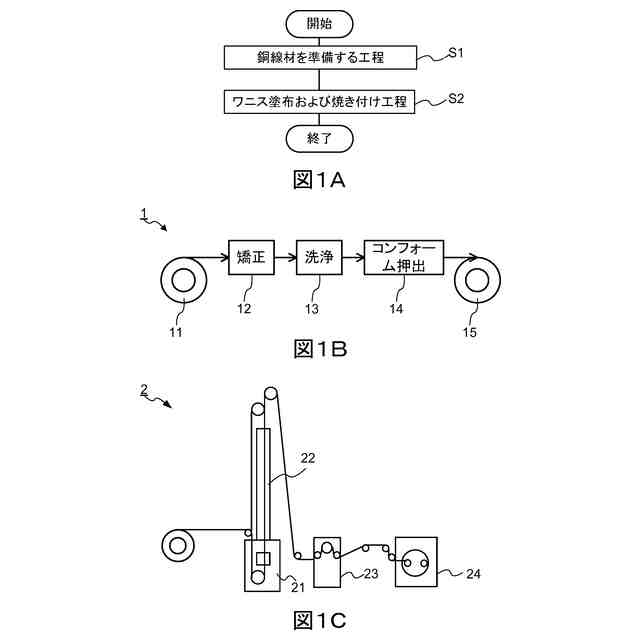
図1Aは、本発明の実施の形態に係るエナメル線の製造方法を示す図である。図1Bは、銅線材を準備する工程を行うための装置の概略構成を示す図であり、図1Cは、ワニス塗布および焼き付け工程を行うための装置の概略構成を示す図である。
【発明を実施するための形態】
【0008】
以下、本発明の好ましい実施形態にかかるエナメル線の製造方法について説明するが、本発明は実施の形態に制限されるわけではない。本明細書では、数値範囲を示す「~」の記載に関し下限値および上限値はその数値範囲に含まれる。
【0009】
図1Aは、本発明の実施の形態に係るエナメル線の製造方法が有する工程を示す。
図1Aに示されるように本発明の実施の形態に係るエナメル線の製造方法は、ディップフォーミング法により製造されたDIP材をコンフォーム押出しして得られた銅線材を準備する工程(S1)と、銅線材にワニスを塗布し、塗布されたワニスを焼き付けるワニス塗布および焼き付け工程(S2)と、を有する。
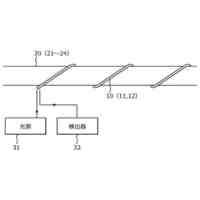
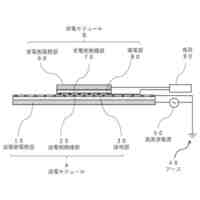
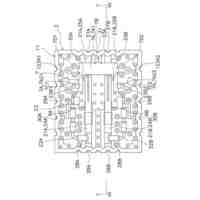
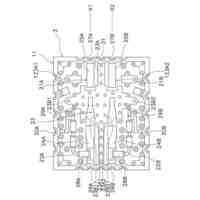
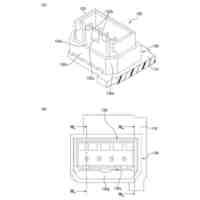
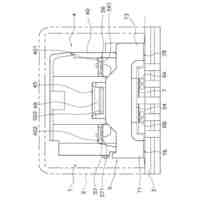
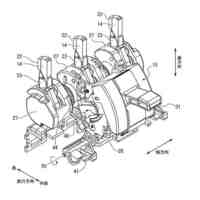
図1Bは、上記の銅線材を準備する工程(S1)に用いられる装置の概略構成を示し、図1Cは、上記のワニス塗布および焼き付け工程(S2)に用いられる装置の概略構成を示す。
以下、各工程について、説明する。
【0010】
[銅線材を準備する工程(S1)]
銅線材を準備する工程(S1)では、ディップフォーミング法により製造されたDIP材をコンフォーム押出しして得られる銅線材を準備する。この工程では、製造することで当該銅線材を準備してもよいし、例えば、市販品を購入することで当該銅線材を準備してもよい。本実施の形態では、当該銅線材を製造している。
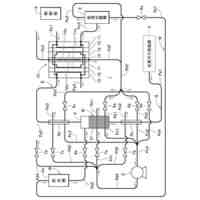
具体的には、当該銅線材は、図1Bに示される銅線材の製造システム1で製造される。
図1Bに示すとおり、銅線材の製造システム1は銅線材のいわゆる製造ラインであって、元巻きローラ11、矯正装置12、洗浄装置13、コンフォーム押出装置14および巻取りローラ15を有しており、これらが銅線材となるDIP材の搬送方向に沿ってこの順に配置されている。
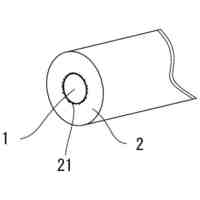
元巻きローラ11にはコンフォーム押出に供される、銅製であり線状体であるDIP材が巻回されている。当該DIP材はいわゆる母材であって油分が残渣として表面に付着している。元巻きローラ11は矯正装置12以後の各装置にDIP材を供給するためのサプライ装置である。
矯正装置12はDIP材の直線性を向上させる装置である。
洗浄装置13には超音波洗浄機能が具備され、洗浄装置13はDIP材の表面を洗浄するようになっている。洗浄装置13は超音波洗浄機能に代えて蒸気洗浄または単なる水洗浄機能を具備するものであってもよい。
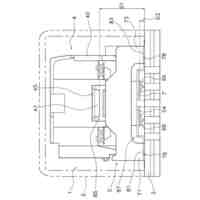
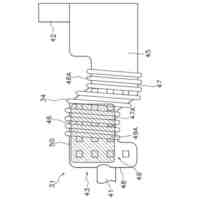
コンフォーム押出装置14はホイール、シューおよびアバットメントによる空間にDIP材を導入しダイスで押し出して銅線材を得るための装置である。
巻取りローラ15は銅線材を巻き取る装置である。
銅線材の製造システム1では、DIP材が、元巻きローラ11から繰り出され、その後、矯正装置12で直線状に矯正され、洗浄装置13で表面洗浄され、コンフォーム押出装置14で強制的に押し出され、得られた銅線材が巻取りローラ15で巻き取られる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
SWCC株式会社
温度測定方法
2日前
SWCC株式会社
電界結合方式を用いた給電システムおよび給電構造
4日前
個人
汎用型電気プラグ
9日前
株式会社プロテリアル
ケーブル
23日前
キヤノン株式会社
通信装置
3日前
太陽誘電株式会社
コイル部品
9日前
オムロン株式会社
電磁継電器
4日前
株式会社GSユアサ
蓄電装置
18日前
オムロン株式会社
電磁継電器
4日前
オムロン株式会社
電磁継電器
4日前
オムロン株式会社
電磁継電器
4日前
オムロン株式会社
電磁継電器
4日前
オムロン株式会社
電磁継電器
13日前
株式会社GSユアサ
蓄電設備
24日前
株式会社小糸製作所
ターミナル
13日前
タイガースポリマー株式会社
2次電池
11日前
富士通株式会社
冷却モジュール
4日前
日本特殊陶業株式会社
保持部材
20日前
オムロン株式会社
回路部品
4日前
株式会社東京精密
ワーク保持装置
2日前
大電株式会社
導電用導体
16日前
日本電気株式会社
光学モジュール
3日前
株式会社タムラ製作所
装置
16日前
TDK株式会社
コイル部品
3日前
株式会社東芝
半導体装置
2日前
三菱電機株式会社
半導体装置
4日前
新電元工業株式会社
磁性部品
11日前
ニチコン株式会社
コンデンサ
10日前
三菱電機株式会社
半導体装置
19日前
株式会社東芝
半導体装置
11日前
ヒロセ電機株式会社
コネクタ
19日前
オムロン株式会社
電磁継電器
4日前
富士電機株式会社
回路遮断器
4日前
オムロン株式会社
電磁継電器
4日前
日本特殊陶業株式会社
接合体
13日前
オリオン機械株式会社
発電システム
18日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ