TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025700
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023130748
出願日
2023-08-10
発明の名称
射出成形機、及び射出成形機を用いた成形品の製造方法
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B22D
17/18 20060101AFI20250214BHJP(鋳造;粉末冶金)
要約
【課題】複数の成形品が射出方向に対して横方向に接合された金属複合成形品を製造可能な射出成形機を提供する。
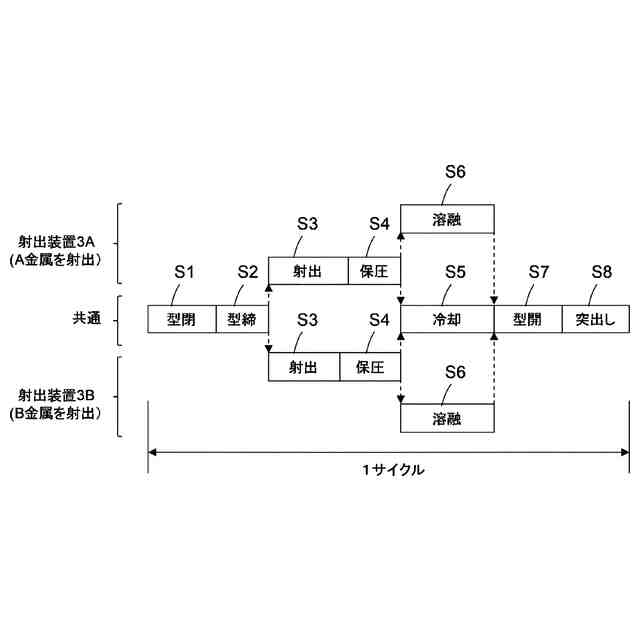
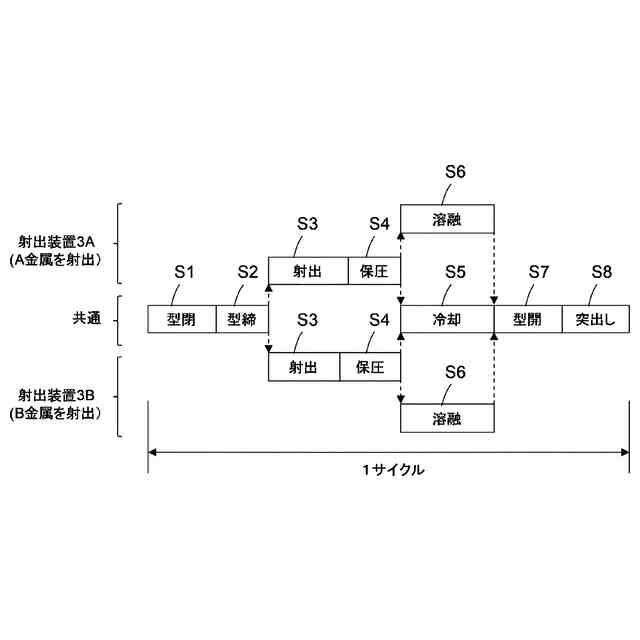
【解決手段】射出成形機は、複数の射出装置3A,3Bと、一つの型締装置と、複数の射出装置3A,3Bの制御装置と、を有している。制御装置は、複数の射出装置3A,3Bを、互いに異なる射出条件で、且つ全ての射出装置3A,3Bの射出工程S3が少なくとも部分的に重なるように制御する。
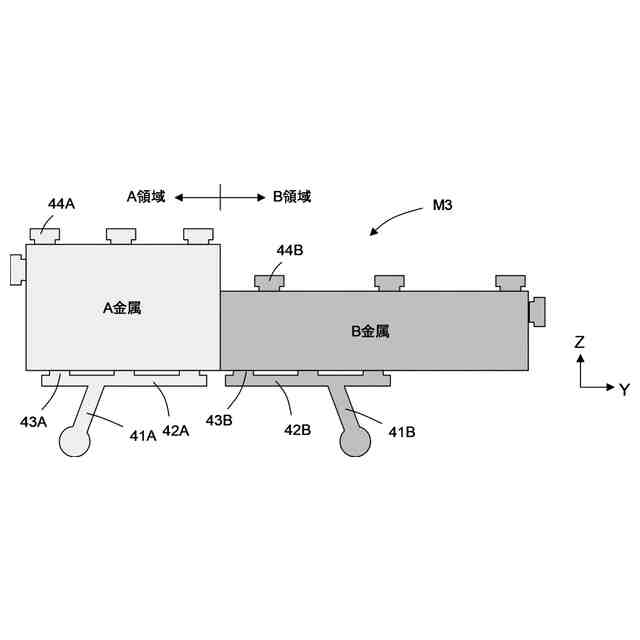
【選択図】図4
特許請求の範囲
【請求項1】
複数の射出装置と、一つの型締装置と、前記複数の射出装置の制御装置と、を有し、
前記制御装置は、前記複数の射出装置を、互いに異なる射出条件で、且つ全ての前記射出装置の射出工程が少なくとも部分的に重なるように制御する射出成形機。
続きを表示(約 870 文字)
【請求項2】
前記制御装置は、前記複数の射出装置から射出される材料の射出容積が互いに異なるように、前記複数の射出装置を制御する、請求項1に記載の射出成形機。
【請求項3】
前記制御装置は、前記複数の射出装置から射出される材料の射出時間が互いに異なるように、前記複数の射出装置を制御する、請求項1に記載の射出成形機。
【請求項4】
前記制御装置は、前記複数の射出装置から射出される材料の射出率または射出速度が互いに異なるように、前記複数の射出装置を制御する、請求項1に記載の射出成形機。
【請求項5】
前記制御装置は、前記複数の射出装置から射出される材料の射出開始タイミングが一致するように、前記複数の射出装置を制御する、請求項1に記載の射出成形機。
【請求項6】
前記制御装置は、前記複数の射出装置から射出される材料の射出終了タイミングが互いに異なるように、前記複数の射出装置を制御する、請求項1に記載の射出成形機。
【請求項7】
前記制御装置は、保圧時間が互いに異なるように、前記複数の射出装置を制御する、請求項1に記載の射出成形機。
【請求項8】
前記複数の射出装置の一つは他の少なくとも一つと射出容量が異なる、請求項1に記載の射出成形機。
【請求項9】
前記複数の射出装置から射出される材料が互いに異なる、請求項1から8のいずれか1項に記載の射出成形機。
【請求項10】
複数の射出装置と、一つの型締装置と、前記複数の射出装置の制御装置と、を有する射出成形機を用いた、複数の材料からなる成形品の製造方法であって、
複数の射出装置の各々から互いに異なる材料を金型内のキャビティに射出することを有し、
前記制御装置は、前記複数の射出装置を、互いに異なる射出条件で、且つ全ての前記射出装置の射出工程が少なくとも部分的に重なるように制御する成形品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は射出成形機と、射出成形機を用いた成形品の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
複数の射出装置を備えた射出成形機が知られている。特許文献1には、二色成形によって複合成形品を製造する射出成形機が記載されている。この射出成形機は、固定盤と、可動盤と、可動盤に支持された回転テーブルと、2つの射出ユニットと、を備えている。固定型と回転テーブルにはそれぞれ2つの固定型と2つの可動型が搭載可能である。一方の射出ユニットによる射出が終了すると、他方の射出ユニットによる射出が行われる。
【先行技術文献】
【特許文献】
【0003】
特開2008-119848号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
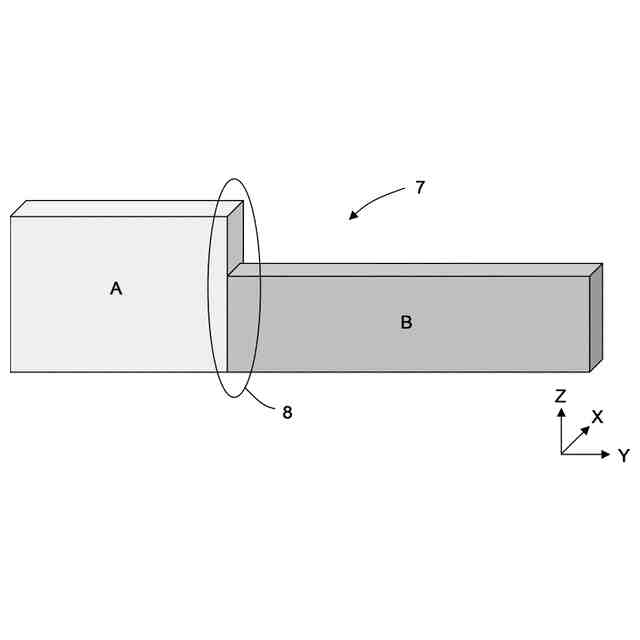
特許文献1に記載された射出成形機は二色成形に用いられるものであるため、複合成形品は射出方向に対して2つの層が重ね合わされた構造となる。一方、2つの成形品が射出方向に対して横方向に接合された複合成形品は、このような射出成形機では作成できない。本開示は、複数の成形品が射出方向に対して横方向に接合された複合成形品を製造可能な射出成形機を提供することを目的とする。
【課題を解決するための手段】
【0005】
本開示の射出成形機は、複数の射出装置と、複数の射出装置の制御装置と、を有している。制御装置は、複数の射出装置を、互いに異なる射出条件で、且つ全ての射出装置の射出工程が少なくとも部分的に重なるように制御する。
【発明の効果】
【0006】
本開示によれば、複数の成形品が射出方向に対して横方向に接合された複合成形品を製造可能な射出成形機を提供することができる。
【図面の簡単な説明】
【0007】
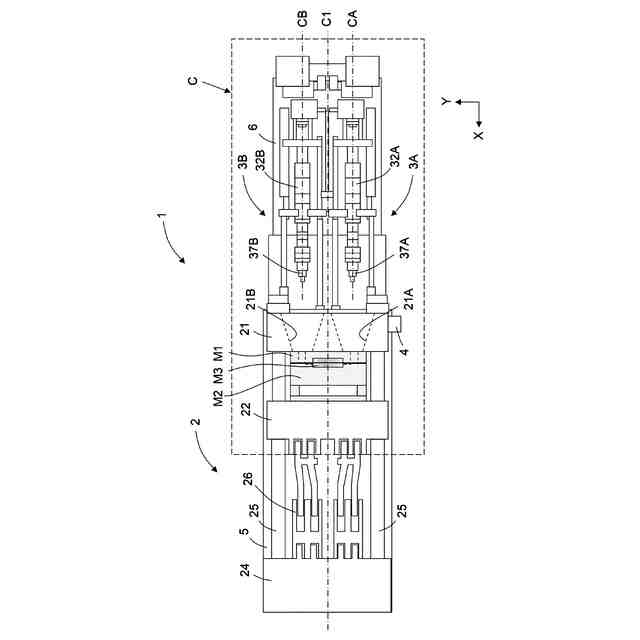
本発明の一実施形態に係る射出成形機の上面図である。
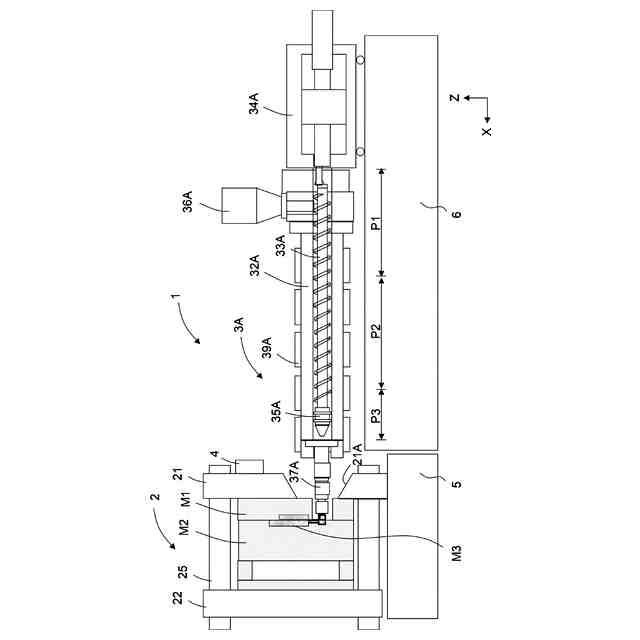
図1に示す射出成形機の部分正面図である。
複合成形品の一例を示す斜視図である。
図1に示す射出成形機における成形サイクルを示す概略工程図である。
図3に示す複合成形品の金型内での状態を示す図である。
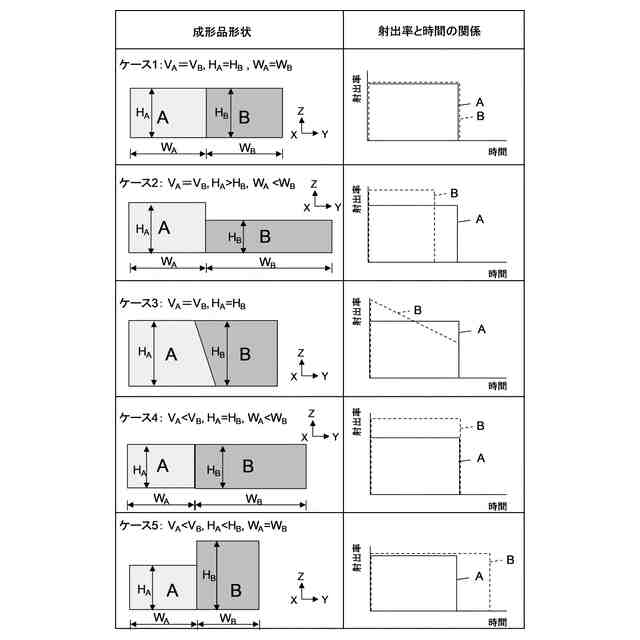
様々な成形品とその射出条件を示す概略図である。
【発明を実施するための形態】
【0008】
図面を参照して、本発明の一実施形態に係る射出成形機1について説明する。図1は射出成形機1の概略上面図を、図2は図1のC部の部分正面図を示している。以下の説明で、スクリュの軸方向ないし移動方向をX方向、2つの射出装置が配列する方向をY方向、鉛直方向をZ方向という。X方向とY方向は水平面内にあり、互いに直交している。「前進」「前方」等の用語は、スクリュがX方向に関し型締装置に近づく動き、方向、位置等を、「後進」「後方」等の用語は、スクリュがX方向に関し型締装置から遠ざかる動き、方向、位置等を意味する。金属材料が射出される方向を射出方向という。
【0009】
<全体構成>
射出成形機1は横型の金属射出成形機である。射出成形機1は、金型を型締めする型締装置2と、射出される金属材料を加熱溶融して射出する複数の(本実施形態では2つの)射出装置3A,3Bと、制御装置4と、から概略構成されている。制御装置4は型締装置2と複数の射出装置3A,3Bを制御する。型締装置2と制御装置4はそれぞれ一つだけ設けられ、複数の射出装置3A,3B間で共有されている。加熱溶融されて射出される金属材料を溶融金属という場合がある。金属材料は半溶融状態で射出してもよいし、完全溶融状態で射出させてもよい。射出される金属は、マグネシウム合金、アルミニウム合金などの軽金属が典型的であるが、金属の種類は限定されない。なお、本開示は金属射出成形機に限定されず、樹脂の射出成形機にも適用可能である。
【0010】
<型締装置2>
型締装置2は、ベッド5上に固定され固定金型M1が取り付けられる固定盤21と、可動金型M2が取り付けられる可動盤22と、を備えている。図1に示すように、固定盤21には2つの射出装置3A,3Bの射出ノズル37A,37Bと対向する位置に、射出ノズル37A,37Bを受け入れる2つの開口21A,21Bが設けられている。固定金型M1と可動金型M2との間には、溶融金属が充填されるキャビティM3が形成される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社松風
歯科用埋没材
6か月前
UBEマシナリー株式会社
成形機
3か月前
日本鋳造株式会社
鋳造方法
5か月前
個人
鋼の連続鋳造鋳片の切断装置
5か月前
マツダ株式会社
鋳造装置
4か月前
日本製鉄株式会社
棒状部材
6か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社 寿原テクノス
金型装置
2か月前
株式会社エスアールシー
インゴット
3か月前
株式会社プロテリアル
合金粉末の製造方法
4日前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5日前
芝浦機械株式会社
成形機
1か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社クボタ
弁箱用の消失模型
3か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
新東工業株式会社
粉末除去装置
3か月前
株式会社昭工舎
焼結体の製造方法
5か月前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
新東工業株式会社
測定装置
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
日立Astemo株式会社
成形装置
9日前
旭化成株式会社
焼結体の製造方法
6か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
6か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































