TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025025129
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129623
出願日
2023-08-08
発明の名称
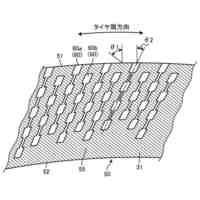
タイヤの製造方法およびシステム
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/20 20060101AFI20250214BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形装置をコンパクト化しつつ、材料補充に起因する時間ロスを低減してタイヤ成形工程での作業効率を向上させるタイヤの製造方法およびシステムを提供する。
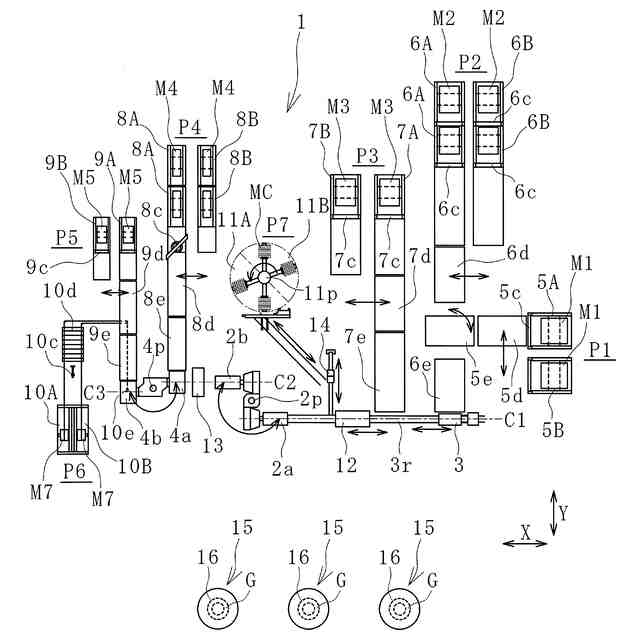
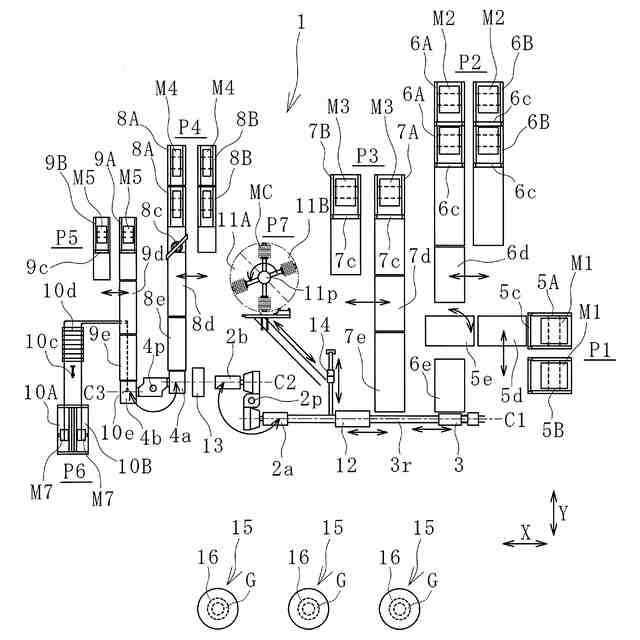
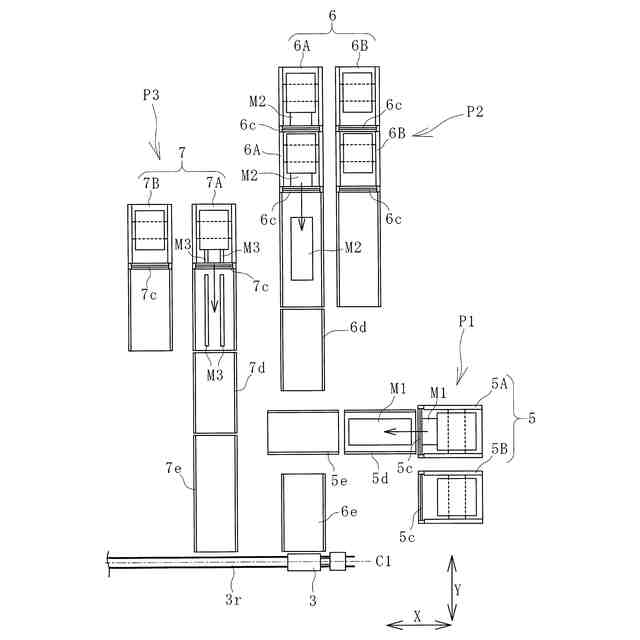
【解決手段】各材料毎に並置した複数の供給ユニットに巻回状態でストックし、一対のビード部材MCを複数のビード供給ユニット11にストックし、定尺カットされた各材料をスライドコンベヤを経由して供給コンベヤによってバンドドラム3、ベルトドラム4に供給して内周側部材MA、外周側部材MBを成形し、シェープドラム2では内周側部材MAと外周側部材MBと一対のビード部材MCとを用いてグリーンタイヤGを成形し、各材料を移送する際のドラム2、3の軸心C1どうし、ドラム3、4のドラム軸心C2どうしは同軸上に設定し、各材料は他方の供給ユニットから供給している間に、空の一方の供給ユニットを材料がストックされた新たな供給ユニットに置き換える。
【選択図】 図1
特許請求の範囲
【請求項1】
複数種類のタイヤ部材を積層してグリーンタイヤを成形し、このグリーンタイヤを加硫するタイヤの製造方法において、
前記タイヤ部材として少なくとも、インナーライナ、カーカス材およびサイド部を材料として有する内周側部材と、ベルト材とトレッド部を材料として有する外周側部材と、ビード部材とを有し、
それぞれの前記材料をそれぞれのストック位置にストックして、それぞれの前記材料のストック位置ではそれぞれの前記材料が巻回された複数の供給ユニットを並列して配置し、それぞれの前記供給ユニットに対して幅方向にスライドするスライドコンベヤを配置し、所定数の一対の前記ビード部材をビードストック位置で複数のビード供給ユニットにストックし、
前記内周側部材のそれぞれの前記材料をそれぞれの供給コンベヤによって、それぞれの前記ストック位置から対応する前記スライドコンベヤを経由して、予め定尺カットされた状態でバンドドラムに供給し、前記バントドラムでは、定尺カットされた状態のこのそれぞれの前記材料を用いて前記内周側部材を成形し、
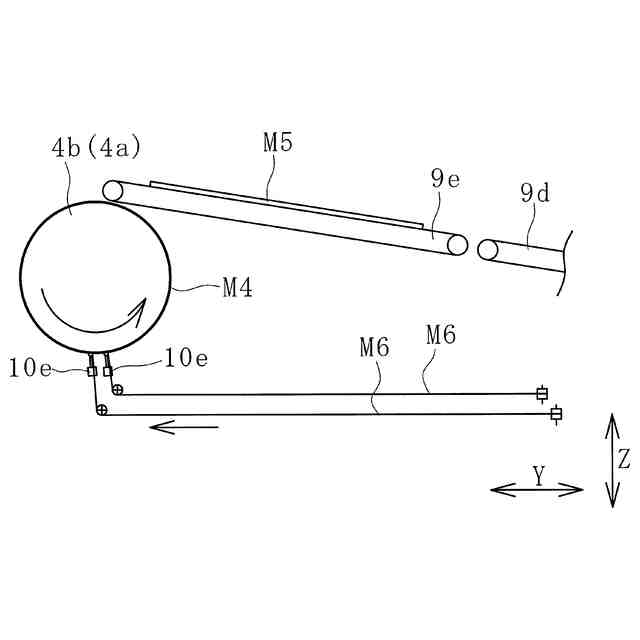
前記外周側部材のそれぞれの前記材料をそれぞれの供給コンベヤによって、それぞれの前記ストック位置から対応する前記スライドコンベヤを経由して、予め定尺カットされた状態でベルトドラムに供給し、ベルトドラムでは、定尺カットされた状態のこのそれぞれの前記材料を用いて前記外周側部材を成形し、
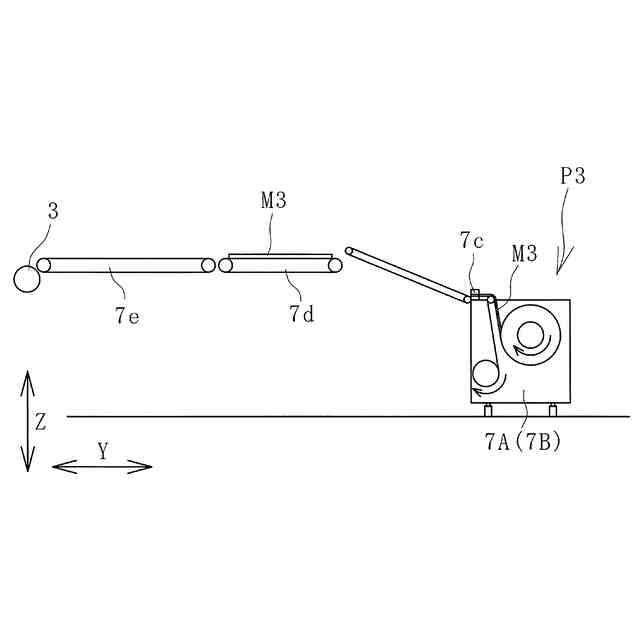
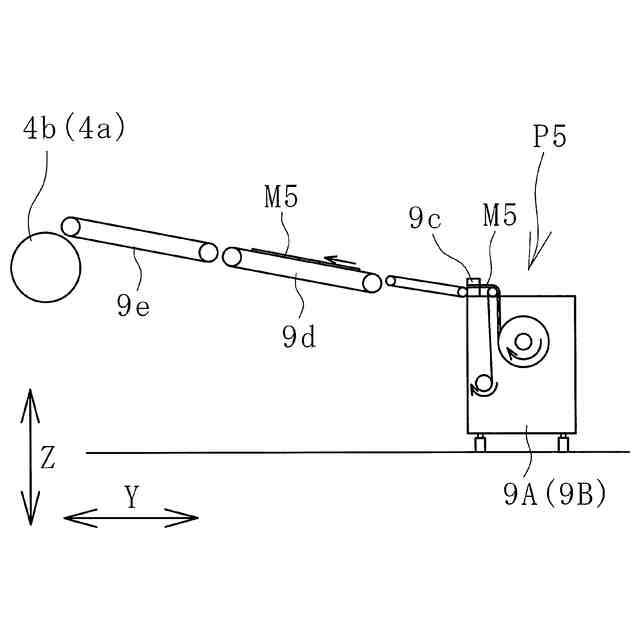
前記バンドドラムから前記内周側部材を、バンド移送機を用いて前記シェープドラムに移送し、前記ベルトドラムから前記外周側部材を、ベルト移送機を用いて前記シェープドラムに移送し、前記ビード供給ユニットのいずれか1つから前記一対のビード部材を、ビード移送機を用いて前記内周側部材に外嵌し、
前記内周側部材を移送する際の前記バンドドラムと前記シェープドラムとのドラム軸心を同軸上に設定し、前記外周側部材を移送する際の前記ベルトドラムと前記シェープドラムとのドラム軸心を同軸上に設定して、
前記シェープドラムでは、前記内周側部材と前記外周側部材と前記一対のビード部材とを用いて前記グリーンタイヤを成形し、
それぞれの前記材料での前記ストック位置では、一方の前記供給ユニットにストックされている前記材料が空になると、他方の前記供給ユニットからその材料を供給し、他方の前記供給ユニットからその材料を供給している間に、空になった一方の前記供給ユニットをその材料がストックされた新たな前記供給ユニットに置き換えるタイヤの製造方法。
続きを表示(約 1,700 文字)
【請求項2】
それぞれの前記ストック位置では、それぞれの前記材料を長尺体の状態でストックしておき、それぞれの前記材料を前記供給ユニットから繰り出して定尺カットして、定尺カットされたそれぞれの前記材料を、対応する前記スライドコンベヤおよび前記供給コンベヤを経由して供給する請求項1に記載のタイヤの製造方法。
【請求項3】
それぞれの前記材料での前記ストック位置では、いずれか1つの前記供給ユニットが主供給ユニットに設定されていて、対応する前記スライドコンベヤを前記主供給ユニットの前方位置にスライド移動させて配置することで、前記主供給ユニット、前記スライドコンベヤおよび対応する前記供給コンベヤにより、対応する前記ドラムに対する供給経路を形成する請求項1または2に記載のタイヤの製造方法。
【請求項4】
前記主供給ユニットにストックされている前記材料が空になった際には、この空になった前記主供給ユニットをその材料がストックされた新たな主供給ユニットに置き換えする作業が完了次第、対応する前記スライドコンベヤをこの新たな主供給ユニットの前方位置にスライド移動させて配置して、この新たな主供給ユニットからその材料を供給する請求項3に記載のタイヤの製造方法。
【請求項5】
複数種類のタイヤ部材が積層されてグリーンタイヤが成形されるシェープドラムを有する成形装置と、前記グリーンタイヤが加硫される加硫装置とを備えたタイヤの製造システムにおいて、
前記タイヤ部材として少なくとも、インナーライナ、カーカス材およびサイド部を材料として有する内周側部材と、ベルト材とトレッド部を材料として有する外周側部材と、ビード部材とを有し、
それぞれの前記材料がストックされるストック位置を有し、
それぞれの前記材料の前記ストック位置では、それぞれの前記材料が巻回された複数の供給ユニットが並列して配置され、それぞれの前記供給ユニットに対して幅方向にスライドするスライドコンベヤが配置されていて、
所定数の一対の前記ビード部材がストックされるビードストック位置を有し、このビードストック位置では、複数のビード供給ユニットが配置され、
前記内周側部材のそれぞれの前記材料を、対応する前記スライドコンベヤを経由して、予め定尺カットされた状態でそれぞれの前記ストック位置からバンドドラムに供給する供給コンベヤと、定尺カットされた状態のこのそれぞれの前記材料を用いて前記内周側部材が成形されるバンドドラムと、
前記外周側部材のそれぞれの前記材料を、対応する前記スライドコンベヤを経由して、予め定尺カットされた状態でそれぞれの前記ストック位置からベルトドラムに供給する供給コンベヤと、定尺カットされた状態のこのそれぞれの前記材料を用いて前記外周側部材が成形されるベルトドラムと、
前記バンドドラムから前記内周側部材を前記シェープドラムに移送するバンド移送機と、前記ベルトドラムから前記外周側部材を前記シェープドラムに移送するベルト移送機と、前記ビード供給ユニットのいずれか1つから前記一対のビード部材を前記内周側部材に外嵌するビード移送機とを有し、
前記内周側部材を移送する際の前記バンドドラムと前記シェープドラムとのドラム軸心が同軸上に設定され、前記外周側部材を移送する際の前記ベルトドラムと前記シェープドラムとのドラム軸心が同軸上に設定されて、
前記シェープドラムでは、前記内周側部材と前記外周側部材と前記一対のビード部材とが使用されて前記グリーンタイヤが成形され、
それぞれの前記材料での前記ストック位置では、一方の前記供給ユニットにストックされている前記材料が空になると、他方の前記供給ユニットからその材料が供給されて、他方の前記供給ユニットからその材料が供給されている間に、空になった一方の前記供給ユニットがその材料がストックされた新たな前記供給ユニットに置き換えられる構成にしたタイヤの製造システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤの製造方法およびシステムに関し、さらに詳しくは、タイヤ成形装置をコンパクト化しつつ、タイヤ材料の補充に起因する時間ロスを低減してタイヤの成形工程での作業効率を向上させるタイヤの製造方法およびシステムに関するものである。
続きを表示(約 4,000 文字)
【背景技術】
【0002】
タイヤはグリーンタイヤを加硫することで製造される。グリーンタイヤは多数種類のタイヤ部材が積層して成形される。例えば、インナーライナ、カーカス材、ベルト材、トレッドゴム、一対のビード部材などをシェーピングドラム上で一体化させることでグリーンタイヤが成形される(例えば、特許文献1参照)。
【0003】
特許文献1で提案されているタイヤの製造装置は、カーカス部材が供給される第1のドラムと、外側部材が供給される第2のドラムと、内側部材が供給される第3のドラムとの3種類のドラムを備えている。このタイヤの製造装置では、第3のドラムにおいて、内側部材とカーカス部材と外側部材と一対のビード部材とが一体化されてグリーンタイヤが成形される。
【0004】
このタイヤ製造装置では、所定長さのそれぞれの材料(カーカス部材、ベルト部材、トレッドゴム部材、インナーライナなど)が、平置き状態で供給装置によって、対応するドラムに供給される。そのため、それぞれの供給装置にそれぞれの材料を供給している供給源(ストックドラム等)にその材料が無くなると、その材料が供給源に補充されるまで、タイヤの成形工程は停止することになる。或いは、それぞれの材料の供給停止を回避するために、それぞれの供給装置などに余分な量の材料を載置してストック可能にすると、装置が大型化する。それ故、タイヤ成形装置をコンパクト化しつつ、タイヤ材料の補充に起因する時間ロスを低減して成形工程の作業効率を向上させるには改善の余地がある。成形工程の作業効率が向上することに伴って、タイヤの生産性を向上させることができる。
【先行技術文献】
【特許文献】
【0005】
特開2013-220636号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、タイヤ成形装置をコンパクト化しつつ、タイヤ材料の補充に起因する時間ロスを低減してタイヤの成形工程での作業効率を向上させるタイヤの製造方法および製造システムを提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するため本発明のタイヤの製造方法は、複数種類のタイヤ部材を積層してグリーンタイヤを成形し、このグリーンタイヤを加硫するタイヤの製造方法において、前記タイヤ部材として少なくとも、インナーライナ、カーカス材およびサイド部を材料として有する内周側部材と、ベルト材とトレッド部を材料として有する外周側部材と、ビード部材とを有し、それぞれの前記材料をそれぞれのストック位置にストックして、それぞれの前記材料のストック位置ではそれぞれの前記材料が巻回された複数の供給ユニットを並列して配置し、それぞれの前記供給ユニットに対して幅方向にスライドするスライドコンベヤを配置し、所定数の一対の前記ビード部材をビードストック位置で複数のビード供給ユニットにストックし、前記内周側部材のそれぞれの前記材料をそれぞれの供給コンベヤによって、それぞれの前記ストック位置から対応する前記スライドコンベヤを経由して、予め定尺カットされた状態でバンドドラムに供給し、前記バントドラムでは、定尺カットされた状態のこのそれぞれの前記材料を用いて前記内周側部材を成形し、前記外周側部材のそれぞれの前記材料をそれぞれの供給コンベヤによって、それぞれの前記ストック位置から対応する前記スライドコンベヤを経由して、予め定尺カットされた状態でベルトドラムに供給し、ベルトドラムでは、定尺カットされた状態のこのそれぞれの前記材料を用いて前記外周側部材を成形し、前記バンドドラムから前記内周側部材を、バンド移送機を用いて前記シェープドラムに移送し、前記ベルトドラムから前記外周側部材を、ベルト移送機を用いて前記シェープドラムに移送し、前記ビード供給ユニットのいずれか1つから前記一対のビード部材を、ビード移送機を用いて前記内周側部材に外嵌し、前記内周側部材を移送する際の前記バンドドラムと前記シェープドラムとのドラム軸心を同軸上に設定し、前記外周側部材を移送する際の前記ベルトドラムと前記シェープドラムとのドラム軸心を同軸上に設定して、
前記シェープドラムでは、前記内周側部材と前記外周側部材と前記一対のビード部材とを用いて前記グリーンタイヤを成形し、それぞれの前記材料での前記ストック位置では、一方の前記供給ユニットにストックされている前記材料が空になると、他方の前記供給ユニットからその材料を供給し、他方の前記供給ユニットからその材料を供給している間に、空になった一方の前記供給ユニットをその材料がストックされた新たな前記供給ユニットに置き換えることを特徴とする。
【0008】
本発明のタイヤの製造システムは、複数種類のタイヤ部材が積層されてグリーンタイヤが成形されるシェープドラムを有する成形装置と、前記グリーンタイヤが加硫される加硫装置とを備えたタイヤの製造システムにおいて、前記タイヤ部材として少なくとも、インナーライナ、カーカス材およびサイド部を材料として有する内周側部材と、ベルト材とトレッド部を材料として有する外周側部材と、ビード部材とを有し、それぞれの前記材料がストックされるストック位置を有し、それぞれの前記材料の前記ストック位置では、それぞれの前記材料が巻回された複数の供給ユニットが並列して配置され、それぞれの前記供給ユニットに対して幅方向にスライドするスライドコンベヤが配置されていて、所定数の一対の前記ビード部材がストックされるビードストック位置を有し、このビードストック位置では、複数のビード供給ユニットが配置され、前記内周側部材のそれぞれの前記材料を、対応する前記スライドコンベヤを経由して、予め定尺カットされた状態でそれぞれの前記ストック位置からバンドドラムに供給する供給コンベヤと、定尺カットされた状態のこのそれぞれの前記材料を用いて前記内周側部材が成形されるバンドドラムと、前記外周側部材のそれぞれの前記材料を、対応する前記スライドコンベヤを経由して、予め定尺カットされた状態でそれぞれの前記ストック位置からベルトドラムに供給する供給コンベヤと、定尺カットされた状態のこのそれぞれの前記材料を用いて前記外周側部材が成形されるベルトドラムと、前記バンドドラムから前記内周側部材を前記シェープドラムに移送するバンド移送機と、前記ベルトドラムから前記外周側部材を前記シェープドラムに移送するベルト移送機と、前記ビード供給ユニットのいずれか1つから前記一対のビード部材を前記内周側部材に外嵌するビード移送機とを有し、前記内周側部材を移送する際の前記バンドドラムと前記シェープドラムとのドラム軸心が同軸上に設定され、前記外周側部材を移送する際の前記ベルトドラムと前記シェープドラムとのドラム軸心が同軸上に設定されて、前記シェープドラムでは、前記内周側部材と前記外周側部材と前記一対のビード部材とが使用されて前記グリーンタイヤが成形され、それぞれの前記材料での前記ストック位置では、一方の前記供給ユニットにストックされている前記材料が空になると、他方の前記供給ユニットからその材料が供給されて、他方の前記供給ユニットからその材料が供給されている間に、空になった一方の前記供給ユニットがその材料がストックされた新たな前記供給ユニットに置き換えられる構成にしたことを特徴とする。
【発明の効果】
【0009】
本発明によれば、それぞれの前記材料の前記ストック位置では、複数の前記供給ユニットを並列して配置し、それぞれの前記供給ユニットに対して幅方向にスライドするスライドコンベヤを配置することで、それぞれの前記材料を、複数の前記供給ユニットのいずれか一方から供給することができる。そして、一方の前記供給ユニットにストックされている前記材料が空になると、他方の前記供給ユニットからその材料が供給されて、他方の前記供給ユニットからその材料が供給されている間に、空になった一方の前記供給ユニットがその材料がストックされた新たな前記供給ユニットに置き換えられるので、それぞれの前記材料の補充に起因して成形工程が停止することを回避できる。さらに、前記ビード供給ユニットを複数有しているので、一対の前記ビード部材も複数の前記ビード供給ユニットのいずれか一つから供給することができるので、一対の前記ビード部材の補充に起因して成形工程が停止することも回避できる。
【0010】
これに伴い、それぞれの前記材料の補充に起因する時間ロスを低減するために、それぞれの前記供給コンベヤに余分な量の前記材料を載置してストックする必要がないので、それぞれの前記供給コンベヤの長さを最小限にできる。また、それぞれの前記材料は巻回状態でそれぞれの前記供給ユニットにストックされるので、成形装置をコンパクト化するには有利になる。また、前記内周側部材を移送する際の前記バンドドラムと前記シェープドラムとのドラム軸心が同軸上に設定され、前記外周側部材を移送する際の前記ベルトドラムと前記シェープドラムとのドラム軸心が同軸上に設定されているので、前記バンド移送機および前記ベルト移送機は、それぞれの前記ドラムの共通のドラム軸心方向のみの移動で済むので成形装置のコンパクト化には益々有利になる。その結果、タイヤの成形装置をコンパクト化しつつ、タイヤを生産性よく製造するには有利になる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
24日前
横浜ゴム株式会社
タイヤ
24日前
横浜ゴム株式会社
タイヤ
18日前
横浜ゴム株式会社
タイヤ
4日前
横浜ゴム株式会社
タイヤ
9日前
横浜ゴム株式会社
タイヤ
2日前
横浜ゴム株式会社
タイヤ
13日前
横浜ゴム株式会社
ゴム組成物
4日前
横浜ゴム株式会社
ゴム組成物
18日前
横浜ゴム株式会社
ゴム組成物
18日前
横浜ゴム株式会社
ゴム組成物
18日前
横浜ゴム株式会社
空気入りタイヤ
13日前
横浜ゴム株式会社
多層空洞音響材
10日前
横浜ゴム株式会社
ゴム組成物及びタイヤ
11日前
横浜ゴム株式会社
機能部品付き収容体及びタイヤ
4日前
横浜ゴム株式会社
タイヤ加硫方法及びタイヤ加硫装置
2日前
横浜ゴム株式会社
空気圧管理装置および空気圧管理方法
13日前
横浜ゴム株式会社
熱交換器の配管構造およびその製造方法
10日前
横浜ゴム株式会社
熱交換器の配管構造およびその製造方法
10日前
横浜ゴム株式会社
ホースおよびホースの使用方法並びにホースの異常検知方法
23日前
横浜ゴム株式会社
スタッドピンの検査治具および検査方法並びにスタッドタイヤの製造方法
3日前
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
株式会社日本製鋼所
押出機
6か月前
グンゼ株式会社
ピン
3か月前
東レ株式会社
フィルムの製造方法
16日前
個人
射出ミキシングノズル
5か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
成形装置
3か月前
株式会社シロハチ
真空チャンバ
5か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社神戸製鋼所
混練機
1か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社不二越
射出成形機
4日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ