TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025024842
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129172
出願日
2023-08-08
発明の名称
鉄道車両用台車枠及び鉄道車両用台車枠の製造方法
出願人
川崎車両株式会社
代理人
弁理士法人有古特許事務所
主分類
B61F
5/52 20060101AFI20250214BHJP(鉄道)
要約
【課題】複数の長尺状の部材を溶接して鉄道車両用台車枠を製造する場合において、部材同士の位置合わせ、及び、溶接に係る作業負担を軽減することにより、鉄道車両用台車枠の製造効率を向上させる。
【解決手段】
鉄道車両用台車枠の製造方法は、長手方向から見て、板部と、板部と連続して板部の一方の板面から外方に突出する凸部と、を有する少なくとも1つの長尺状の第1部材と、第1部材の長手方向に延びる、少なくとも1つの長尺状の第2部材と、を含む複数の部材を準備することと、第1部材の凸部の側面に対し、第1部材の幅方向の両側から第2部材の板面を接触させた状態で、第1部材及び第2部材を溶接することにより、長手方向から見て、複数の部材により囲まれた閉空間を有する中空状の梁を形成することと、を含む。
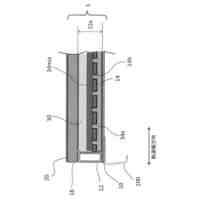
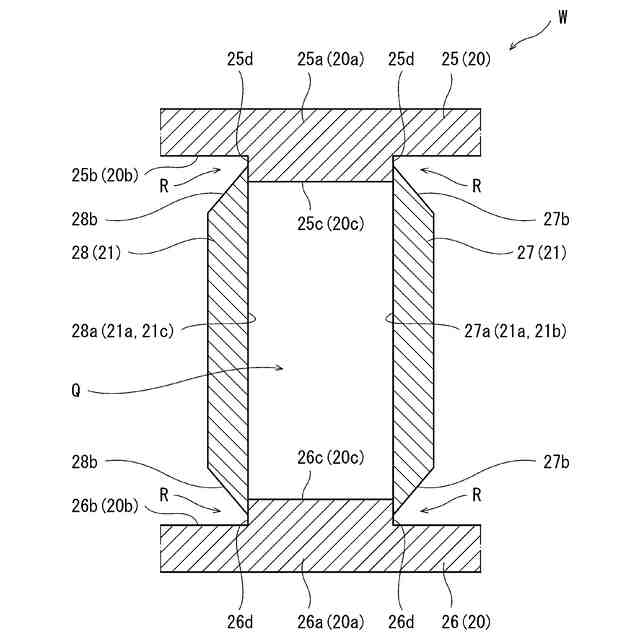
【選択図】図3
特許請求の範囲
【請求項1】
長手方向から見て、板部と、前記板部と連続して前記板部の一方の板面から外方に突出する凸部と、を有する少なくとも1つの長尺状の第1部材と、前記第1部材の前記長手方向に延びる、少なくとも1つの長尺状の第2部材と、を含む複数の部材を準備することと、
前記第1部材の前記凸部の側面に対し、前記第1部材の幅方向の両側から前記第2部材の板面を接触させた状態で、前記第1部材及び前記第2部材を溶接することにより、前記長手方向から見て、前記複数の部材により囲まれた閉空間を有する中空状の梁を形成することと、を含む、鉄道車両用台車枠の製造方法。
続きを表示(約 2,100 文字)
【請求項2】
前記少なくとも1つの第1部材は、各々が前記板部と前記凸部とを有する一対の第1板材を含み、
前記少なくとも1つの第2部材は、一対の第2板材を含み、
前記梁を形成することは、
前記一対の第1板材を互いの前記板面を対向させて配置すると共に、前記一対の第2板材を互いの板面を対向させて配置し、且つ、前記一対の第1板材の各々の前記凸部の前記側面に前記一対の第2板材の各々の前記板面を接触させることにより、前記閉空間を形成した状態で、前記一対の第1板材、及び、前記一対の第2板材を溶接して前記梁を形成することを含む、請求項1に記載の鉄道車両用台車枠の製造方法。
【請求項3】
前記少なくとも1つの第1部材は、前記板部と前記凸部とを有する単一の第1部材であり、
前記少なくとも1つの第2部材は、単一の第2部材であり、
前記第2部材は、前記長手方向から見て、各々が前記第2部材の前記板面である板面を有する一対の第1板部と、前記一対の第1板部を接続する第2板部と、を有し、
前記梁を形成することは、
前記第2部材の前記一対の第1板部の各々の前記板面を、前記第1部材の前記凸部の前記側面に接触させ、前記第1部材の前記板部、前記第2部材の前記一対の第1板部、及び、前記第2部材の前記第2板部により前記閉空間を形成した状態で、前記第1部材及び前記第2部材を溶接して前記梁を形成することを含む、請求項1に記載の鉄道車両用台車枠の製造方法。
【請求項4】
前記板材を準備することは、
共に削出し加工により形成した前記板部及び前記凸部を有する前記第1部材を準備することを含む、請求項1に記載の鉄道車両用台車枠の製造方法。
【請求項5】
前記梁を形成することは、
前記凸部を裏当金として用いて前記第1部材に前記第2部材を接触させることにより、前記第1部材及び前記第2部材を完全溶込溶接することを含む、請求項1~3のいずれか1項に記載の鉄道車両用台車枠の製造方法。
【請求項6】
前記板材を準備することは、
前記第1部材との間で、外部に露出する開先が形成される形状を有する前記第2部材を準備することを含み、
前記梁を形成することは、
前記第1部材の前記幅方向の外方から、前記開先の内部に溶接ビードを形成することを含む、請求項1~3のいずれか1項に記載の鉄道車両用台車枠の製造方法。
【請求項7】
前記梁を形成することは、
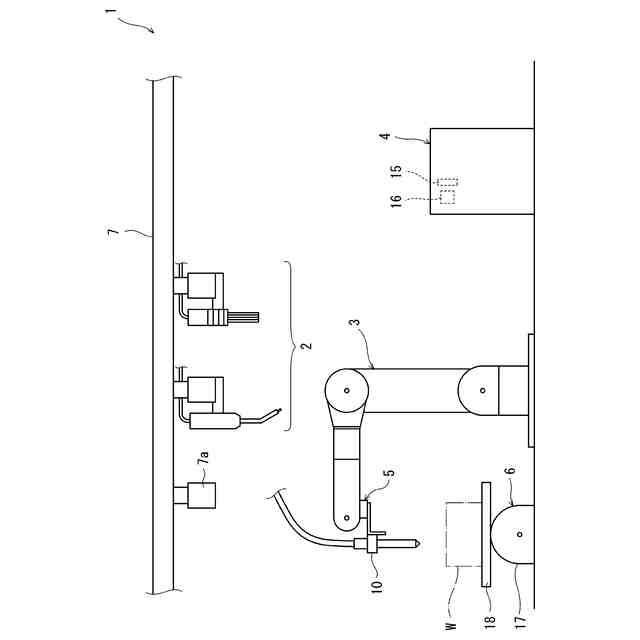
溶接装置が装着された多関節ロボットと、前記溶接装置と前記多関節ロボットとを制御する制御装置と、を備える自動溶接システムを用い、前記第1部材及び前記第2部材を互いに溶接するように、前記制御装置によって前記溶接装置と前記多関節ロボットとを制御することを含む、請求項1~3のいずれか1項に記載の鉄道車両用台車枠の製造方法。
【請求項8】
中空状の梁を備え、
前記中空状の梁は、
長手方向から見て、板部と、前記板部と連続して前記板部の一方の板面から外方に突出する凸部と、を有する少なくとも1つの長尺状の第1部材と、
前記第1部材の前記長手方向に延びる、少なくとも1つの長尺状の第2部材と、
前記第1部材の前記凸部の側面に対し、前記第1部材の幅方向の両側から前記第2部材の板面が接触した状態で、前記第1部材及び前記第2部材が溶接された溶接部分と、
前記長手方向から見て、前記第1部材と前記第2部材とにより囲まれた閉空間と、を有する、鉄道車両用台車枠。
【請求項9】
前記少なくとも1つの第1部材は、互いの前記板面を対向させて配置された一対の第1板材を含み、
前記少なくとも1つの第2部材は、互いの前記板面を対向させて配置された一対の第2板材を含み、
前記溶接部分は、前記一対の第1板材の各々の前記凸部の前記側面に前記一対の第2板材の各々の前記板面が接触することにより前記閉空間が形成された状態で、前記一対の第1板材、及び、前記一対の第2板材が溶接された部分を含む、請求項8に記載の鉄道車両用台車枠。
【請求項10】
前記少なくとも1つの第1部材は、前記板部と前記凸部とを有する単一の第1部材であり、
前記少なくとも1つの第2部材は、単一の第2部材であり、
前記第2部材は、前記長手方向から見て、各々が前記第2部材の前記板面である板面を有する一対の第1板部と、前記一対の第1板部を接続する第2板部と、を有し、
前記溶接部分は、前記第2部材の前記一対の第1板部の各々の前記板面が、前記第1部材の前記凸部の前記側面に接触し、前記第1部材の前記板部、前記第2部材の前記一対の第1板部、及び、前記第2部材の前記第2板部により前記閉空間が形成された状態で、前記第1部材及び前記第2部材が溶接された部分を含む、請求項8に記載の鉄道車両用台車枠。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、鉄道車両用台車枠及び鉄道車両用台車枠の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、鉄道車両の台車枠を製造する際、長尺平板を加工して形成された第1及び第2の側梁部材を溶接等の手段により接合して、矩形状の閉断面を有する側梁本体部を形成する方法が記載されている。この方法では、第1及び第2の側梁部材の接合前に、予め、各側梁部材の内部に複数の補強材を溶接すると共に、各側梁部材の突合せ部の溶接部分に裏当金を溶接する。
【先行技術文献】
【特許文献】
【0003】
特許第4428767号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1記載の側梁部材のように、重量及び長さ寸法の比較的大きい長尺状の部材同士を溶接する場合、部材同士を高精度に位置合わせして溶接する作業が要求される。また、複数の補強材を部材に溶接する場合、溶接量が増大すると共に、部材内の狭いスペースで溶接作業を行うことが要求される。これにより、作業負担が増加して鉄道車両用台車枠の製造効率が低下する。
【0005】
そこで本開示は、複数の長尺状の部材を溶接して鉄道車両用台車枠を製造する場合において、部材同士の位置合わせ、及び、溶接に係る作業負担を軽減することにより、鉄道車両用台車枠の製造効率を向上させることを目的としている。
【課題を解決するための手段】
【0006】
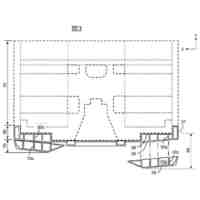
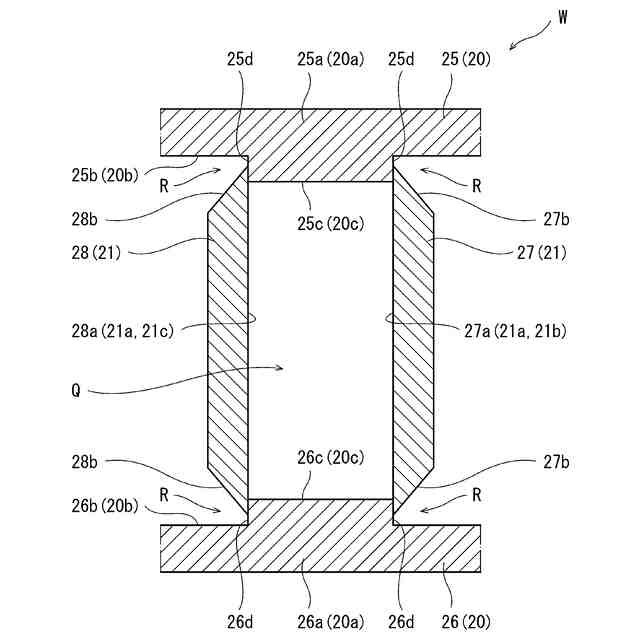
本開示の一態様に係る鉄道車両用台車枠の製造方法は、長手方向から見て、板部と、前記板部と連続して前記板部の一方の板面から外方に突出する凸部と、を有する少なくとも1つの長尺状の第1部材と、前記第1部材の前記長手方向に延びる、少なくとも1つの長尺状の第2部材と、を含む複数の部材を準備することと、前記第1部材の前記凸部の側面に対し、前記第1部材の幅方向の両側から前記第2部材の板面を接触させた状態で、前記第1部材及び前記第2部材を溶接することにより、前記長手方向から見て、前記複数の部材により囲まれた閉空間を有する中空状の梁を形成することと、を含む。
【発明の効果】
【0007】
本開示の一態様によれば、複数の長尺状の部材を溶接して鉄道車両用台車枠を製造する場合において、部材同士の位置合わせ、及び、溶接に係る作業負担を軽減することにより、鉄道車両用台車枠の製造効率を向上できる。
【図面の簡単な説明】
【0008】
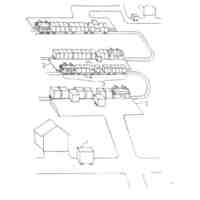
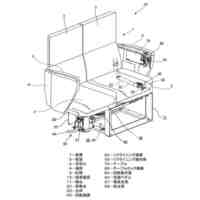
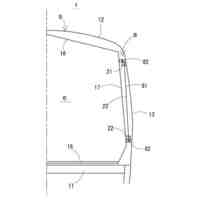
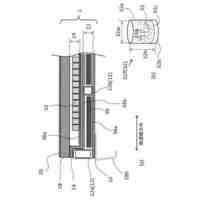
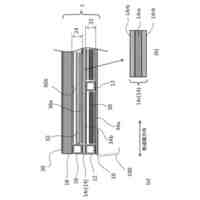
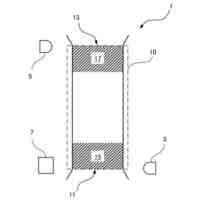
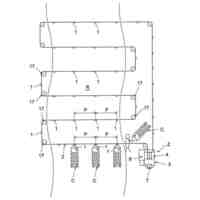
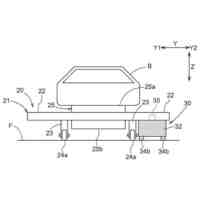
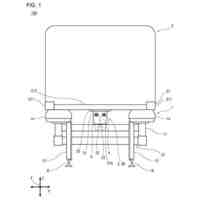
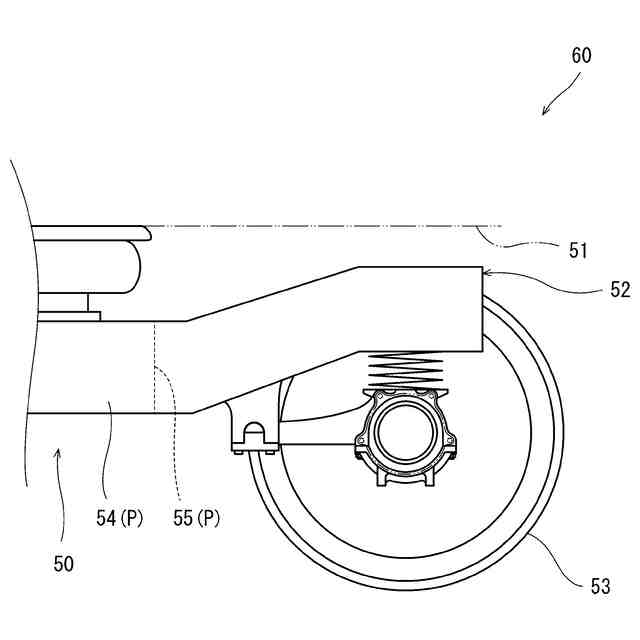
図1は、第1実施形態に係る鉄道車両の部分的な側面図である。
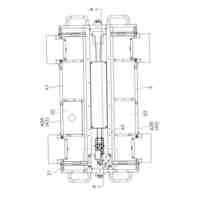
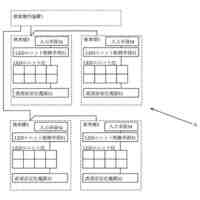
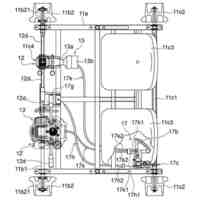
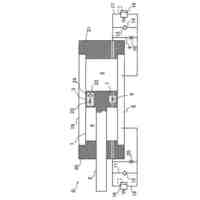
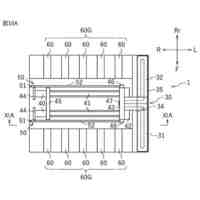
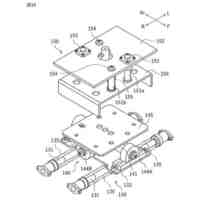
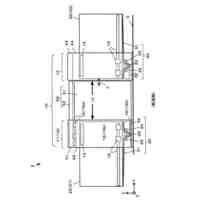
図2は、第1実施形態に係る自動溶接システムの概要図である。
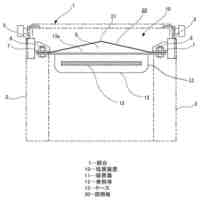
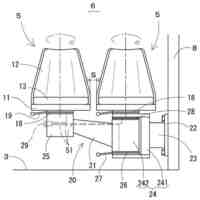
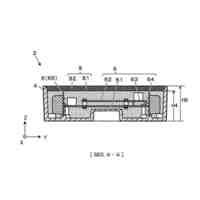
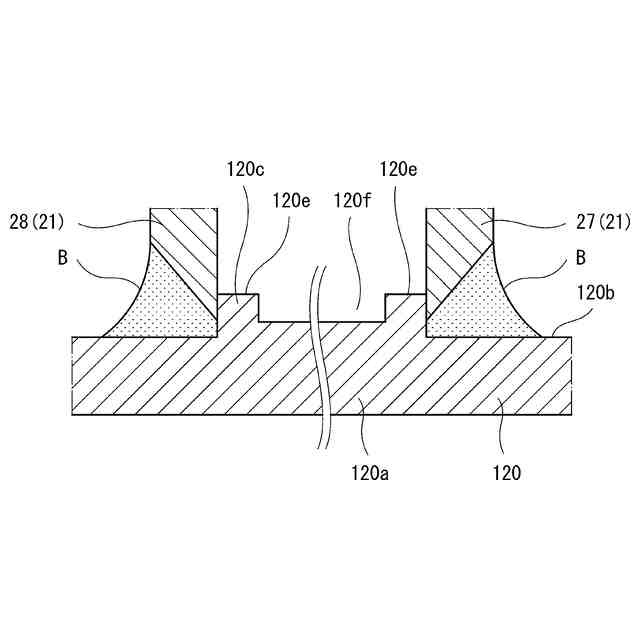
図3は、第1実施形態に係る溶接直前のワークの長手方向から見た断面図である。
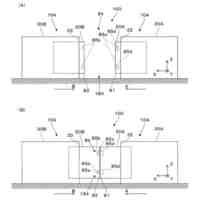
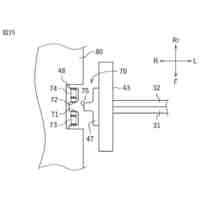
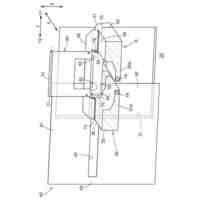
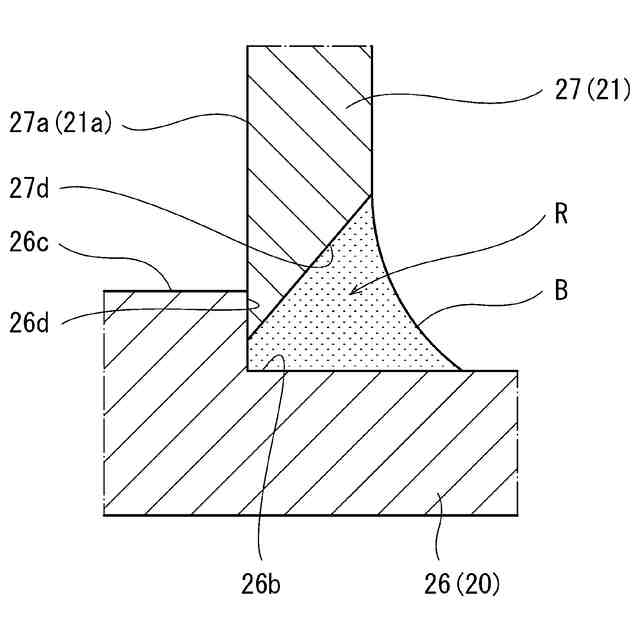
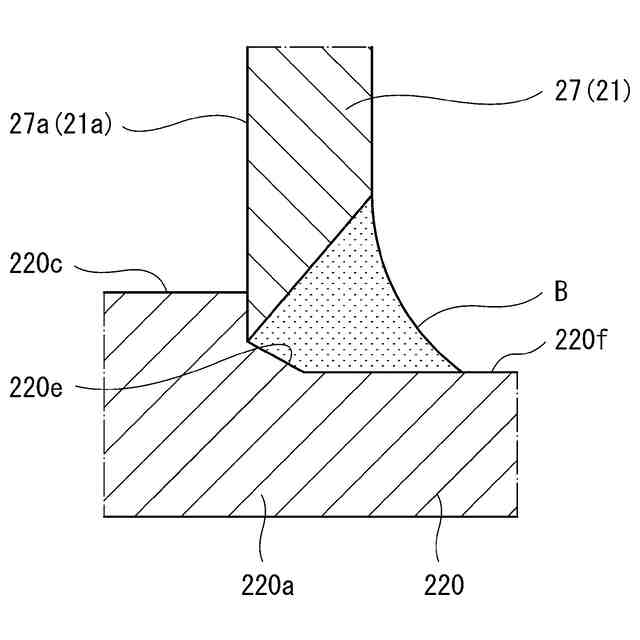
図4は、図3の第1板材及び第2板材の溶接時の様子を示す部分的な断面図である。
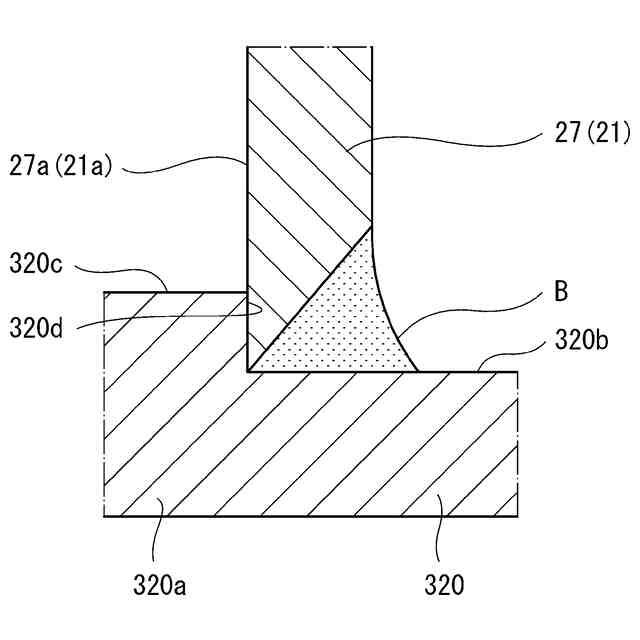
図5は、第1実施形態の第1変形例に係る第1部材の長手方向から見た断面図である。
図6は、第1実施形態の第2変形例に係る第1部材の長手方向から見た断面図である。
図7は、第1実施形態の第3変形例に係る第1部材の長手方向から見た断面図である。
図8は、第1実施形態の第4変形例に係る第1部材及び第2部材の長手方向から見た断面図である。
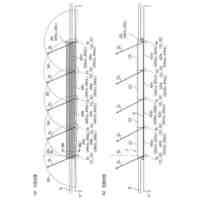
図9は、第1実施形態の第5変形例に係る第1部材の側面図である。
図10は、第1実施形態の第6変形例に係る第1部材の側面図である。
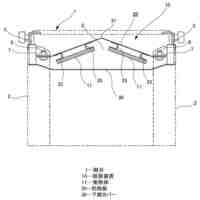
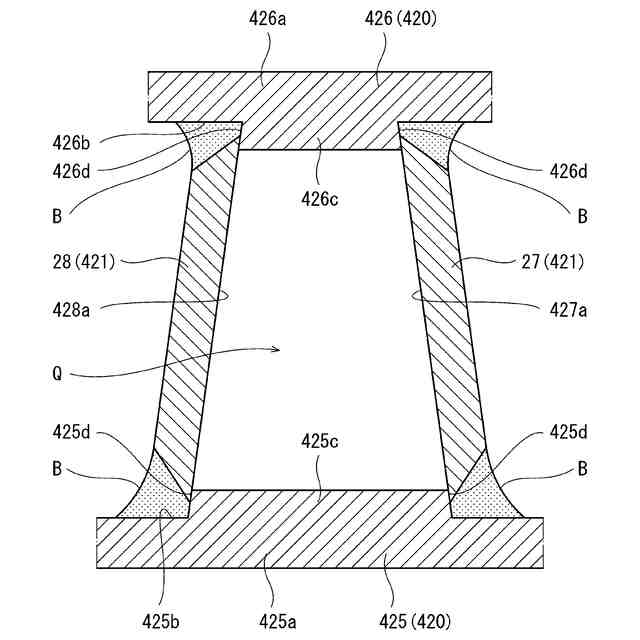
図11は、第2実施形態に係る溶接直前のワークの長手方向から見た断面図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して各実施形態を説明する。以下で言及する「長手方向」とは、特に断りのない限り、台車枠の中空状の梁の構成要素である第1部材の長手方向を指す。また従来、例えばプレス処理等の処理により曲げ加工して成形した複数の成形部材を準備し、複数の成形部材同士を突合せ溶接して構造物を組み上げる場合、曲げ加工後の成形部材の形状がスプリングバックにより復元し、成形部材同士の突合せ位置が一致せずに段差が生じることがある。以下で言及する「目違い」は、このような段差を指す。
【0010】
(第1実施形態)
図1は、第1実施形態に係る鉄道車両60の部分的な側面図である。鉄道車両60は、台車50と、車体51とを備える。鉄道車両60は、一例として旅客車であるが、貨車であってもよい。台車50は、車体51の長手方向に延びる台車枠52と、線路上で台車枠52を支持する複数の車輪53とを備える。台車枠52は、少なくとも1つの中空状の梁Pを備える。一例として、台車枠52は、一対の側梁54と、その長手方向中央において、一対の側梁54を車幅方向に接続する横梁55とを備える。少なくとも1つの中空状の梁Pは、例えば側梁54及び横梁55の少なくともいずれかである。梁Pの種類は限定されず、例えば、台車枠52に備えられて、隣接する一対の横梁55同士を接続するツナギ梁でもよい。一例として、梁Pは、車輪53の直径よりも大きい長さ寸法を有する長尺状の部材である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
コンテナ輸送システム
7か月前
日本信号株式会社
検査装置
3か月前
東光産業株式会社
電動台車
9か月前
コイト電工株式会社
暖房装置
8か月前
コイト電工株式会社
暖房装置
8か月前
コイト電工株式会社
座席装置
9か月前
株式会社新陽社
発車標
7か月前
日本車輌製造株式会社
鉄道車両
7か月前
日本信号株式会社
ホーム柵装置
6日前
日本車輌製造株式会社
鉄道車両
7か月前
富士電機株式会社
戸閉装置
10か月前
保線機器整備株式会社
保線用カート
2か月前
川崎車両株式会社
鉄道車両用パネル
1か月前
オムロン株式会社
転落検知システム
11か月前
近畿車輌株式会社
鉄道車両の床構造
4か月前
近畿車輌株式会社
鉄道車両の床構造
4か月前
近畿車輌株式会社
鉄道車両の床構造
4か月前
株式会社ロッソ
移動体案内システム
10か月前
カヤバ株式会社
鉄道車両用制振装置
3か月前
カヤバ株式会社
鉄道車両用制振装置
8か月前
日本信号株式会社
ホーム安全システム
7日前
日本信号株式会社
踏切道監視システム
4か月前
日本信号株式会社
物体検知装置
3日前
ヤマハ発動機株式会社
無人搬送車
6日前
ヤマハ発動機株式会社
無人搬送車
6日前
シャープ株式会社
表示装置
5か月前
株式会社京三製作所
地上子
11か月前
前川鉄工株式会社
ロープ駆動装置
5か月前
ヤマハ発動機株式会社
無人搬送車
6日前
株式会社日立製作所
鉄道車両
10か月前
株式会社ダイフク
搬送設備
6か月前
株式会社ダイフク
搬送設備
9か月前
ナブテスコ株式会社
ホームドア装置
7か月前
株式会社京三製作所
ホーム柵
11か月前
ナブテスコ株式会社
ホームドア装置
7か月前
日本製鉄株式会社
鉄道車両
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ