TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025023390
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2023127463
出願日
2023-08-04
発明の名称
電極の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
H01M
4/139 20100101AFI20250207BHJP(基本的電気素子)
要約
【課題】本開示は、塗工部の端部における過乾燥を抑制できる、電極の製造方法を提供することを主目的とする。
【解決手段】本開示においては、長手方向を有する集電シートと、上記集電シートの第1面に配置された塗工部と、を有する塗工シートを準備する、準備工程と、上記塗工シートを上記長手方向に搬送しながら、上記長手方向に配置された複数のレーザヘッドから照射されたレーザにより上記塗工部を乾燥する、乾燥工程と、を有し、上記塗工部は、少なくとも活物質を含む電極材料を含有し、上記乾燥工程は、上記塗工部の水分率を、放射温度計を用いて算出する、算出処理と、上記水分率に基づき、上記複数のレーザヘッドそれぞれについて、上記レーザの照射幅を調整して、上記乾燥を行う、乾燥処理と、を有し、上記乾燥処理において、上記レーザの照射幅の上記調整を、所定の(i)および(ii)に従って行い、上記乾燥を行う、電極の製造方法を提供することにより上記課題を解決する。
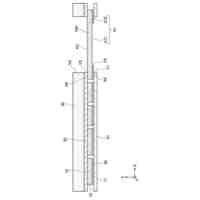
【選択図】図3
特許請求の範囲
【請求項1】
長手方向を有する集電シートと、前記集電シートの第1面に配置された塗工部と、を有する塗工シートを準備する、準備工程と、
前記塗工シートを前記長手方向に搬送しながら、前記長手方向に配置された複数のレーザヘッドから照射されたレーザにより前記塗工部を乾燥する、乾燥工程と、を有し、
前記塗工部は、少なくとも活物質を含む電極材料を含有し、
前記乾燥工程は、
前記塗工部の水分率を、放射温度計を用いて算出する、算出処理と、
前記水分率に基づき、前記複数のレーザヘッドそれぞれについて、前記レーザの照射幅を下記(i)および(ii)に従って調整して、前記乾燥を行う、乾燥処理と、を有する電極の製造方法。
(i)前記水分率が閾値以上であった場合、前記レーザの照射幅を、前記塗工部の幅と同一とする。
(ii)前記水分率が閾値未満であった場合、前記レーザの照射幅を、前記塗工部の幅よりも狭くする。
続きを表示(約 270 文字)
【請求項2】
前記閾値が、20%以上、40%以下である、請求項1に記載の電極の製造方法。
【請求項3】
前記(ii)において、前記レーザの照射幅を、下記式(1)を満たす長さとする、請求項1または請求項2に記載の電極の製造方法。
レーザの照射幅=Pe
(Q(100-R))
+塗工部の幅・・・・(1)
(式(1)中、Pは-0.03≦P≦-0.01を満たす数であり、Qは0.06≦Q≦0.08を満たす数であり、Rは塗工部における水分率(%)を意味し、eはネイピア数を意味する。)
発明の詳細な説明
【技術分野】
【0001】
本開示は、電極の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
リチウムイオン二次電池等の電池の製造に用いられる電極シートの製造方法に関する技術として、搬送される集電体シートに対し、電極材料を塗布して塗工部を形成し、塗工部を乾燥して電極層を得る方法が知られている。
【0003】
例えば、特許文献1には、搬送される長尺金属箔に対して活物質合剤を塗布し、活物質合剤の塗工部を形成する塗布工程と、塗布工程よりも前に実行され、長尺金属箔の短手方向に沿った合剤塗布場所の両端部よりも長尺金属箔の搬送方向上流側に位置する長尺金属箔の照射位置に対してレーザを照射する第1照射工程と、第1照射工程の後に実行され、塗布工程によって形成された塗工部において短手方向の両縁部にレーザを照射する第2照射工程と、第2照射工程よりも後に実行され、塗工部を乾燥する乾燥工程と、を備えていることを特徴とする電極の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2019-029256号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
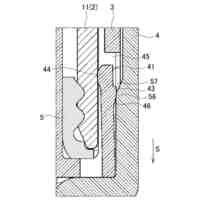
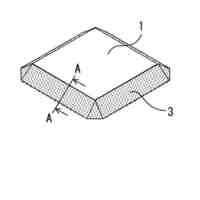
塗工シートにおいて、塗工部における主面部および側面部を含む部分である塗工部の端部は、主面部を含む部分である中央部分と比べて表面積が大きい。また、端部は中央部分よりも目付量が小さくなることが想定される。そのため、塗工部の端部がより乾燥されやすくなり、塗工部の端部を中央部分と同様に乾燥させた場合、端部が過乾燥となる恐れがある。過乾燥となった端部は剥離強度が低下する恐れがあり、製造される電極において剥がれが生じる恐れがある。
【0006】
本開示は、上記実情に鑑みてなされたものであり、塗工部の端部における過乾燥を抑制できる、電極の製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0007】
[1]
長手方向を有する集電シートと、上記集電シートの第1面に配置された塗工部と、を有する塗工シートを準備する、準備工程と、上記塗工シートを上記長手方向に搬送しながら、上記長手方向に配置された複数のレーザヘッドから照射されたレーザにより上記塗工部を乾燥する、乾燥工程と、を有し、上記塗工部は、少なくとも活物質を含む電極材料を含有し、上記乾燥工程は、上記塗工部の水分率を、放射温度計を用いて算出する、算出処理と、上記水分率に基づき、上記複数のレーザヘッドそれぞれについて、上記レーザの照射幅を調整して、上記乾燥を行う、乾燥処理と、を有し、上記乾燥処理において、上記レーザの照射幅の上記調整を、下記(i)および(ii)に従って行い、上記乾燥を行う、電極の製造方法。
(i)上記水分率が閾値以上であった場合、上記レーザの照射幅を、上記塗工部の幅と同一とする。
(ii)上記水分率が閾値未満であった場合、上記レーザの照射幅を、上記塗工部の幅よりも狭くする。
【0008】
[2]
上記閾値が、20%以上、40%以下である、[1]に記載の電極の製造方法。
【0009】
[3]
上記(ii)において、上記レーザの照射幅を、下記式(1)を満たす長さとする、[1]または[2]に記載の電極の製造方法。
レーザの照射幅=Pe
(Q(100-R))
+塗工部の幅・・・・(1)
(式(1)中、Pは-0.03≦P≦-0.01を満たす数であり、Qは0.06≦Q≦0.08を満たす数であり、Rは塗工部における水分率(%)を意味し、eはネイピア数を意味する。)
【発明の効果】
【0010】
本開示においては、塗工部の端部の過乾燥を抑制して電極を製造できる、という効果を奏する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
トイレ用照明スイッチ
今日
三洋化成工業株式会社
軟磁性材料
21日前
イリソ電子工業株式会社
電子部品
3日前
オムロン株式会社
電磁継電器
7日前
太陽誘電株式会社
コイル部品
7日前
オムロン株式会社
電磁継電器
7日前
オムロン株式会社
電磁継電器
7日前
太陽誘電株式会社
コイル部品
7日前
国立大学法人信州大学
トランス
7日前
日本特殊陶業株式会社
保持装置
21日前
株式会社ヨコオ
ソケット
14日前
日新電機株式会社
変圧器
15日前
株式会社半導体エネルギー研究所
電池
20日前
ローム株式会社
半導体装置
今日
住友電装株式会社
コネクタ
27日前
TDK株式会社
コイル部品
27日前
三洲電線株式会社
撚線導体
21日前
三洋化成工業株式会社
リチウムイオン電池
21日前
大和電器株式会社
コンセント
27日前
日本航空電子工業株式会社
コネクタ
今日
トヨタバッテリー株式会社
二次電池
14日前
日新イオン機器株式会社
気化器、イオン源
今日
シャープ株式会社
アンテナ装置
14日前
株式会社村田製作所
コイル部品
13日前
住友電気工業株式会社
耐熱電線
7日前
トヨタバッテリー株式会社
電池パック
6日前
河村電器産業株式会社
接続装置
15日前
河村電器産業株式会社
接続装置
15日前
ローム株式会社
半導体発光装置
6日前
株式会社村田製作所
電池パック
21日前
原田工業株式会社
複合平面アンテナ装置
20日前
矢崎総業株式会社
コネクタ
今日
日産自動車株式会社
表面実装部品
14日前
矢崎総業株式会社
コネクタ
15日前
矢崎総業株式会社
コネクタ
6日前
矢崎総業株式会社
コネクタ
6日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ