TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025022535
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023127214
出願日
2023-08-03
発明の名称
中空ポーラス銅粒子
出願人
JX金属株式会社
代理人
弁理士法人綾船国際特許事務所
,
個人
主分類
B22F
1/00 20220101AFI20250206BHJP(鋳造;粉末冶金)
要約
【課題】 酸化処理がなされることなく、レーザー吸収性に優れた銅粒子を提供する。
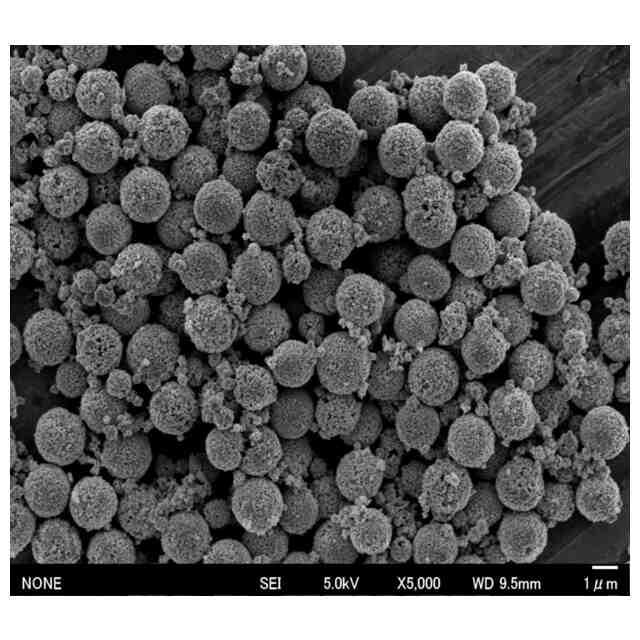
【解決手段】 中空部分の外側に配置された外殻部分からなり、該外殻部分がポーラスである、中空ポーラス銅粒子。
【選択図】 図1A
特許請求の範囲
【請求項1】
中空部分の外側に配置された外殻部分からなり、該外殻部分がポーラスである、中空ポーラス銅粒子。
続きを表示(約 570 文字)
【請求項2】
外殻部分が、一次粒子の凝集層からなる、請求項1に記載の中空ポーラス銅粒子。
【請求項3】
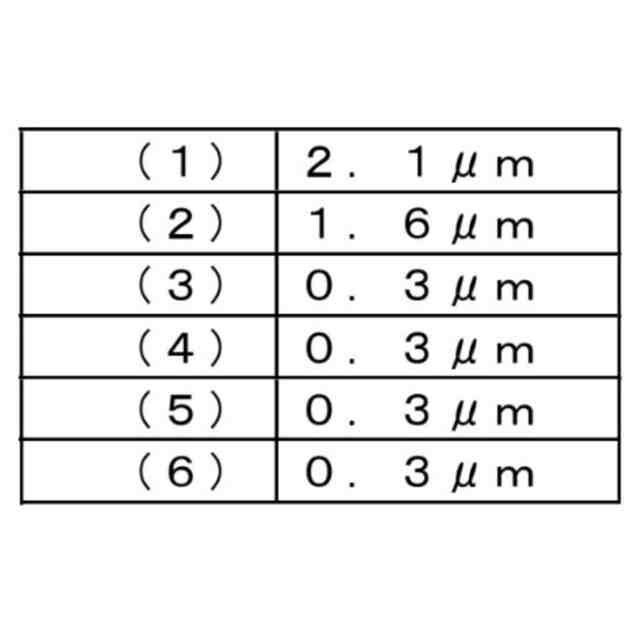
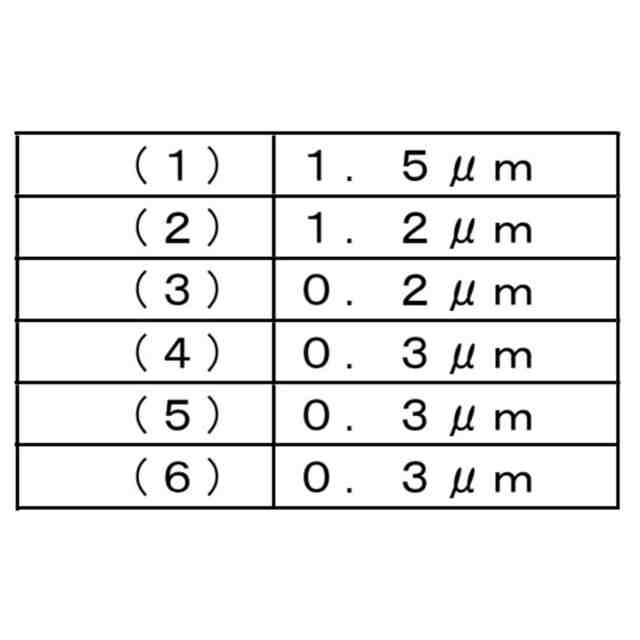
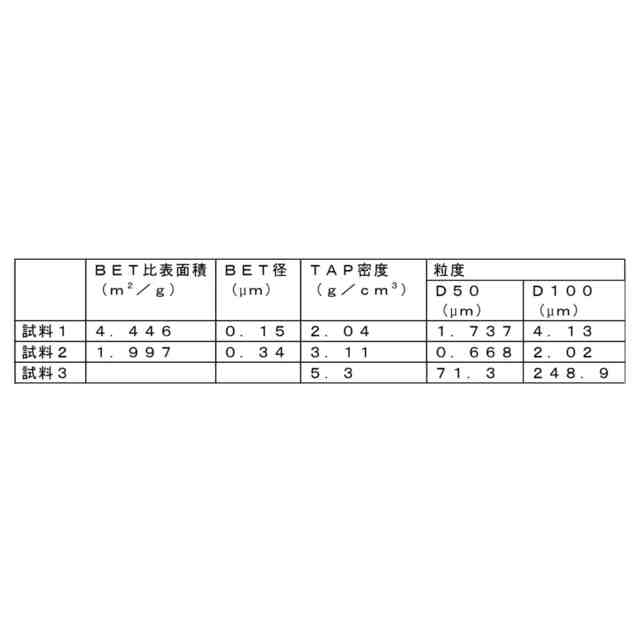
平均粒径D50が、1~3μmの範囲にある、請求項1に記載の中空ポーラス銅粒子。
【請求項4】
(「平均粒径D90」-「平均粒径D10」)/「平均粒径D50」の値が、1.8以下である、請求項1に記載の中空ポーラス銅粒子。
【請求項5】
外殻部分の厚みが、0.1~0.4μmの範囲にある、請求項1に記載の中空ポーラス銅粒子。
【請求項6】
外殻部分の凝集層の一次粒子の粒径が、0.01~0.09μmの範囲にある、請求項1に記載の中空ポーラス銅粒子。
【請求項7】
粒子の外形が球状である、請求項1に記載の中空ポーラス銅粒子。
【請求項8】
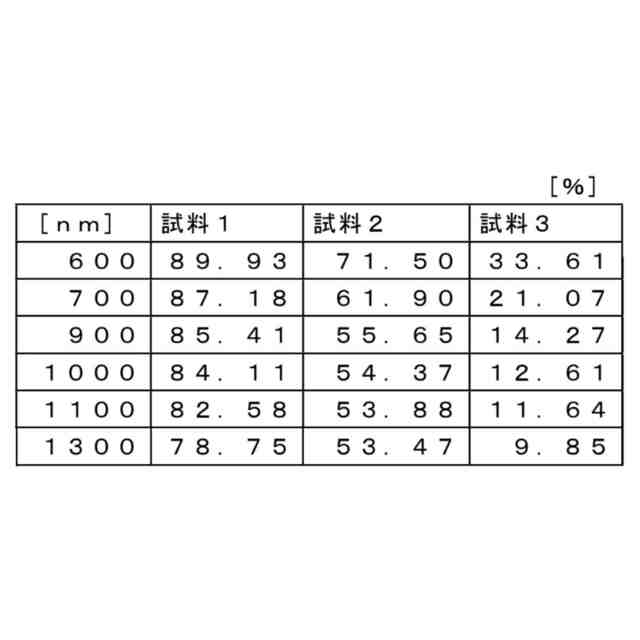
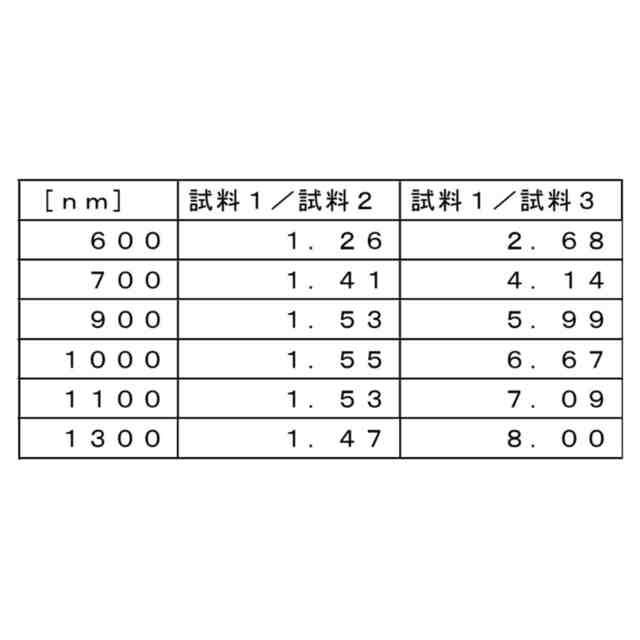
波長1000nm~1100nmの範囲のレーザー光に対する吸収率が、75%以上である、請求項1に記載の中空ポーラス銅粒子。
【請求項9】
請求項1~8のいずれかに記載の中空ポーラス銅粒子からなる、レーザー積層造形剤。
【請求項10】
請求項1~8のいずれかに記載の中空ポーラス銅粒子を含んでなる、レーザー積層造形用粉末組成物。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は中空ポーラス銅粒子に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
電子デバイスの小型化・高性能化に伴い、電子デバイス用の材料として、銅粒子の利用が期待されている。近年、いわゆる3Dプリンター技術と呼ばれる、アディティブ・マニュファクチャリング(AM)技術においては、AM用金属材料として、銅粉末の使用が研究開発されるようになってきた。
【0003】
積層造形(アディティブ・マニュファクチャリング)(AM)技術のなかで、レーザーを用いた積層技術が、特に注目されている。レーザーを用いた積層法による造形では、金属粉末をレーザー照射によって焼結または溶融結合するのであるが、銅やアルミニウムのように、レーザーの反射率が高い金属材料は、レーザーのエネルギーを吸収しづらいため、これらの金属材料を用いてなる金属粒子を焼結または溶融結合するためには、より高いエネルギーのレーザーを照射することが必要となる。そのため、レーザーの高エネルギー化により、製造コストが高くなったり、製造装置の構成が複雑になったり、うまく金属粒子同士を結合できなかったりする等の困難があった。
【0004】
このような観点から、銅粒子のレーザー吸収率を向上させる技術が探求されてきた。
【0005】
特許文献1は、銅粉末を酸化処理により表面に特定の酸化皮膜を設けることでレーザーに対する吸収率を向上する技術を開示している。しかし、本来的には、酸化処理等を行って、銅粉末を化学変化させて、金属銅ではない状態とすることは望ましくない。
【0006】
特許文献2は、積層造形用の金属粉であって、表面皮膜の形成によって、予備加熱等による部分焼結が抑制された金属粉を開示している。
【先行技術文献】
【特許文献】
【0007】
特開2018-178239号公開公報
特許7192161号特許公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
このように、銅粒子に対して酸化処理を行うことなく、レーザー吸収性に優れた銅粒子が求められていた。
【0009】
したがって、本発明の目的は、酸化処理がなされることなく、レーザー吸収性に優れた銅粒子を提供することにある。
【課題を解決するための手段】
【0010】
本発明者は、鋭意研究の結果、後述する手段によって、上記目的が達成できることを見出して、本発明に到達した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
JX金属株式会社
金属部材及び、金属部材の製造方法
2日前
UBEマシナリー株式会社
成形機
3か月前
マツダ株式会社
鋳造装置
4か月前
株式会社 寿原テクノス
金型装置
2か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社プロテリアル
合金粉末の製造方法
1日前
株式会社エスアールシー
インゴット
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2日前
芝浦機械株式会社
成形機
1か月前
個人
透かし模様付き金属板の製造方法
2か月前
芝浦機械株式会社
成形機
1か月前
株式会社浅沼技研
半溶融金属の成形方法
3か月前
株式会社クボタ
弁箱用の消失模型
3か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
株式会社浅沼技研
鋳型及びその製造方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
27日前
大同特殊鋼株式会社
鋼塊の製造方法
28日前
新東工業株式会社
粉末除去装置
3か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
新東工業株式会社
測定装置
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
日立Astemo株式会社
成形装置
6日前
株式会社神戸製鋼所
鋼の製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
株式会社荏原製作所
造形ノズル
2か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
3日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
6日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ