TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025022472
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023127085
出願日
2023-08-03
発明の名称
制御装置、制御方法及びプログラム
出願人
大陽日酸株式会社
代理人
弁理士法人志賀国際特許事務所
主分類
B23K
9/095 20060101AFI20250206BHJP(工作機械;他に分類されない金属加工)
要約
【課題】安定した溶接を可能にする制御装置、制御方法及びプログラムを提供する。
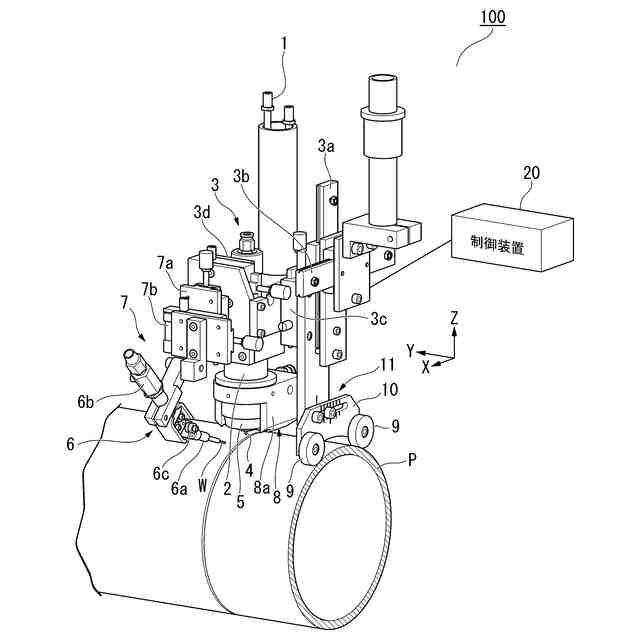
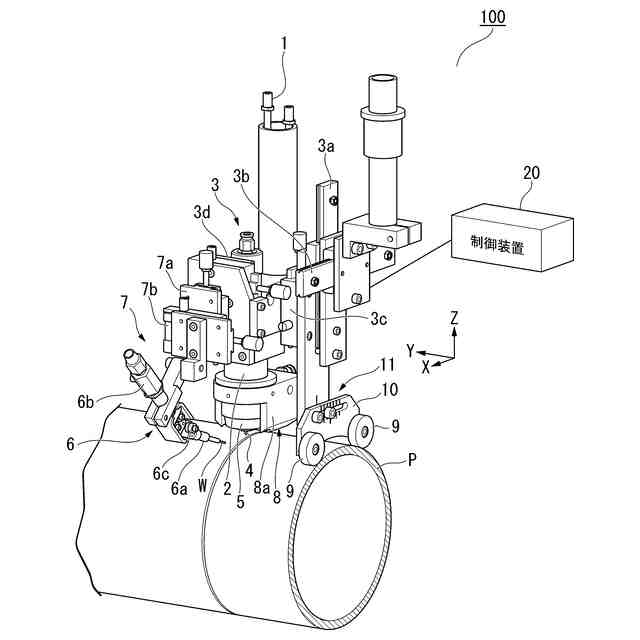
【解決手段】配管の周方向に沿って溶接又は溶断を行う溶接又は溶断装置を制御する制御装置であって、前記溶接又は溶断装置を制御して、前記配管を軸回りに回転させながら溶接又は溶断条件を変更して溶接又は溶断を行わせる、制御装置。
【選択図】図1
特許請求の範囲
【請求項1】
配管の周方向に沿って溶接又は溶断を行う溶接又は溶断装置を制御する制御装置であって、
前記溶接又は溶断装置を制御して、前記配管を軸回りに回転させながら溶接又は溶断条件を変更して溶接又は溶断を行わせる
制御装置。
続きを表示(約 800 文字)
【請求項2】
前記溶接又は溶断条件は、溶接又は溶断におけるワイヤーの送給速度、前記配管の回転速度、及びアーク電流の種類のうち少なくとも1つである
請求項1に記載の制御装置。
【請求項3】
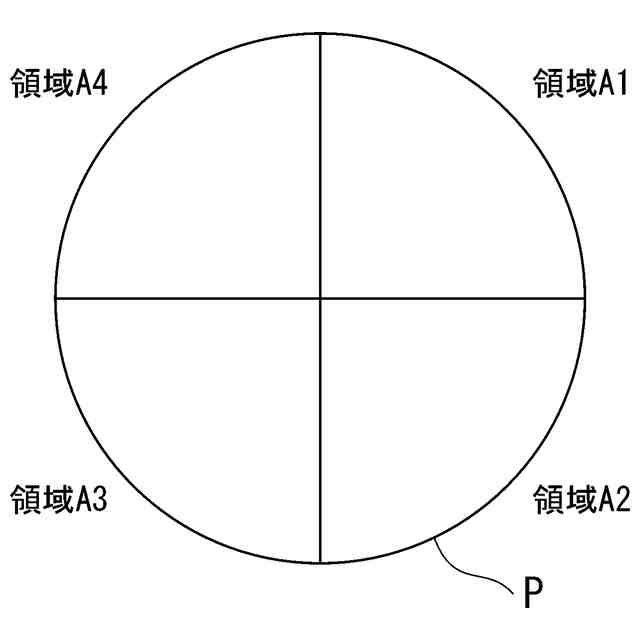
前記配管の溶接又は溶断される領域ごとに、前記溶接又は溶断条件を変更する、
請求項1又は2に記載の制御装置。
【請求項4】
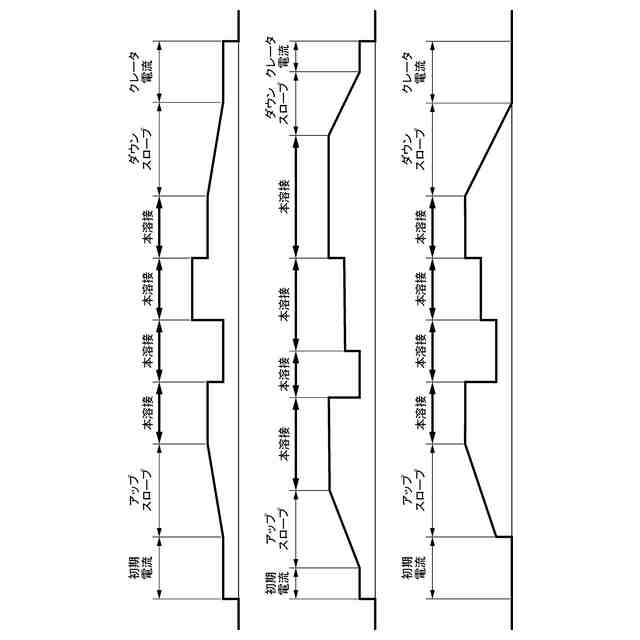
前記領域におけるアーク電流は、初期電流、アップスロープ電流、本溶接電流、ダウンスロープ電流、クレータ電流の少なくとも1つであり、
前記本溶接電流の大きさは、350A以上1000A以下である、
請求項3に記載の制御装置。
【請求項5】
前記本溶接電流の大きさは400A以上800A以下である、
請求項4に記載の制御装置。
【請求項6】
前記配管の回転速度は40cm/min以上150cm/min以下である、
請求項2に記載の制御装置。
【請求項7】
前記配管の回転速度は50cm/min以上100cm/min以下である、
請求項6に記載の制御装置。
【請求項8】
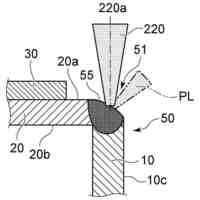
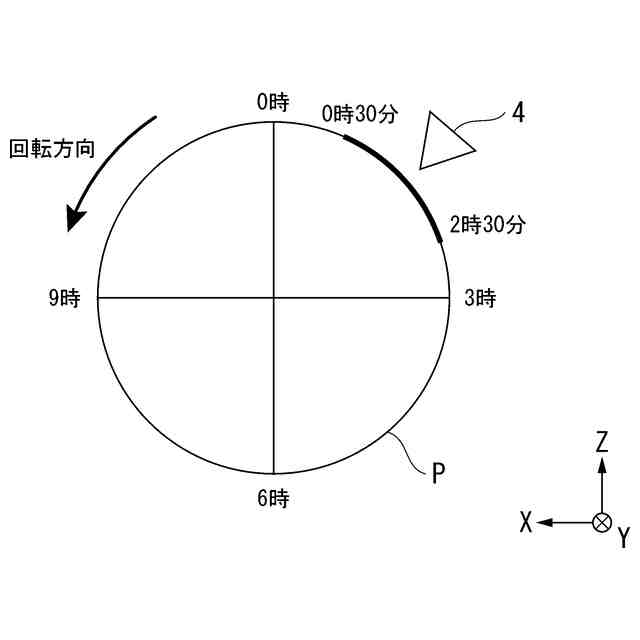
前記配管をY軸に沿って正方向に見たときに反時計回りに回転させる場合、前記溶接に用いる溶接ヘッドの位置が、(X、Z)=(-cosθ、sinθ)(15°≦θ≦75°)の領域にある、
請求項1に記載の制御装置。
【請求項9】
配管の周方向に沿って溶接又は溶断を行う溶接又は溶断装置を制御する制御方法であって、
前記溶接又は溶断装置を制御して、前記配管を軸回りに回転させながら溶接又は溶断条件を変更して溶接又は溶断を行わせる、
制御方法。
【請求項10】
コンピュータに、請求項9に記載の制御方法を実行させるプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、制御装置、制御方法及びプログラムに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
固定管の円周自動TIG溶接装置において、熱伝導型の非キーホールを用いて裏ビードを形成する完全裏波溶接が行われている。溶接トーチの姿勢は、下向、下進、立向、上進及びオールポジションがあり、各姿勢に最適な溶接条件が求められる。そのため、固定管の円周を4分割あるいは8分割し、個別に溶接条件を制御することで安定した裏ビードを確保している。
【0003】
回転管の円周自動TIG溶接装置においては、トーチ位置は固定されている。溶接トーチの姿勢は、下向であり分割して制御はされていない。
【0004】
キーホールTIG溶接を用いて回転管の溶接をすることが特許文献1及び2に開示されている。
【先行技術文献】
【特許文献】
【0005】
特開昭59-16681号公報
特開昭49-77857号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
キーホールTIG溶接を用いて水平の回転管の溶接を行うと、キーホールを維持するためには高い溶接電流領域のアーク力と、高い溶接電流に適応した高速回転と、溶接エリアごとの溶接条件の調節が必要である。
特許文献1に開示された回転管の円周自動TIG溶接装置は一定溶接条件で制御を行っており、回転方向は水平、トーチ位置は下向下進である。そのため、溶けた溶融池が先行することでキーホールの形状・大きさが維持できなくなり、それによりキーホールがふさがり裏ビードが出なくなり、ラップ部とクレータ部の安定した裏ビードを確保できない。
特許文献2に開示されたプラズマ溶接方法は、回転方向は鉛直、トーチ位置は下向であり、溶接電流は150Aと低いことから溶融池が先行せず、回転速度を高速にする必要がない。
本発明の目的は、安定した溶接を可能にする制御装置、制御方法及びプログラムを提供することにある。
【課題を解決するための手段】
【0007】
本発明の一態様は、配管の周方向に沿って溶接又は溶断を行う溶接又は溶断装置を制御する制御装置であって、前記溶接又は溶断装置を制御して、前記配管を軸回りに回転させながら溶接又は溶断条件を変更して溶接又は溶断を行わせる、制御装置である。
【発明の効果】
【0008】
本発明によれば、安定した溶接を可能にすることができる。
【図面の簡単な説明】
【0009】
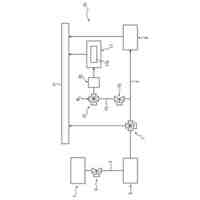
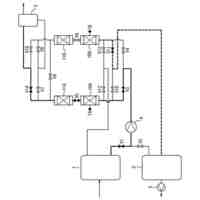
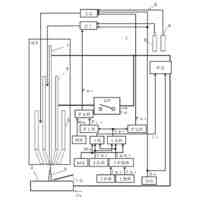
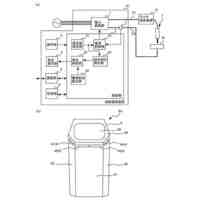
本発明の一実施形態に係る配管の自動溶接システムの構成を示す図である。
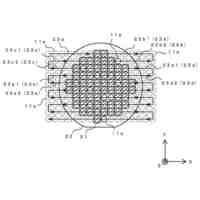
溶接ヘッドの位置を説明する図である。
配管の溶接される領域を示す図である。
アーク電流の種類の変更を示した図である。
【発明を実施するための形態】
【0010】
以下、図面を参照しながら本発明の実施形態について詳しく説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大陽日酸株式会社
積層造形方法
7日前
大陽日酸株式会社
排ガス除害システム
2日前
大陽日酸株式会社
ガス分離方法及びガス分離装置
9日前
大陽日酸株式会社
ブラスト洗浄装置の洗浄力評価試験片の作製方法及びブラスト洗浄装置の洗浄力評価方法
28日前
日東精工株式会社
ねじ締め装置
22日前
有限会社 ナプラ
金属粒子
17日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
チャック装置
7日前
オークマ株式会社
工作機械
28日前
株式会社コスメック
クランプ装置
2日前
大和ハウス工業株式会社
溶接方法
23日前
オークマ株式会社
診断装置
28日前
津田駒工業株式会社
2連回転割出し装置
17日前
オークマ株式会社
工作機械
16日前
株式会社コスメック
クランプ装置
11日前
スター精密株式会社
工作機械
22日前
オーエスジー株式会社
ドリル
3日前
トヨタ自動車株式会社
レーザ加工機
8日前
豊田鉄工株式会社
レーザー溶接装置
18日前
株式会社恵信工業
アプセット溶接方法
10日前
アサダ株式会社
バンドソー装置
7日前
株式会社マキタ
ジグソー
11日前
アサダ株式会社
バンドソー装置
7日前
株式会社恵信工業
アプセット溶接方法
3日前
宮川工機株式会社
プレカット加工装置
3日前
エンシュウ株式会社
摩擦撹拌接合装置
2日前
株式会社プロテリアル
クラッド材の製造方法
17日前
株式会社プロテリアル
クラッド材の製造方法
17日前
株式会社ダイヘン
サブマージアーク溶接装置
8日前
株式会社ダイヘン
2重シールドティグ溶接方法
8日前
東レエンジニアリング株式会社
レーザ加工装置
2日前
株式会社東芝
レーザ溶接方法
9日前
株式会社不二越
管用テーパタップ
1か月前
ユニオンツール株式会社
ボールエンドミル
28日前
ライズワークス株式会社
異物除去用タップ
22日前
株式会社ダイヘン
熱加工用電源装置
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ