TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025022168
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023126485
出願日
2023-08-02
発明の名称
ウェーハ製造装置及び研削装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
H01L
21/304 20060101AFI20250206BHJP(基本的電気素子)
要約
【課題】スライスウェーハの両面を研削しウェーハを製造するウェーハの製造方法において、研削後の樹脂残りを検知し、均一な厚みのウェーハを製造する。
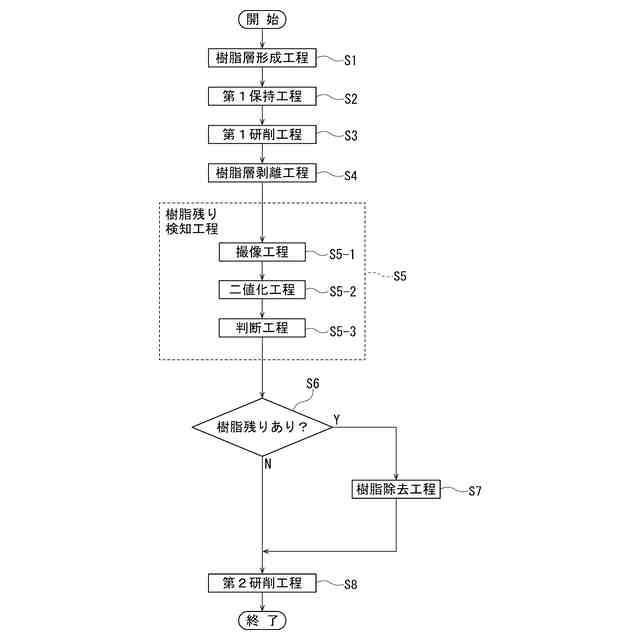
【解決手段】インゴットからスライスしたスライスウェーハの一方の面に樹脂層を形成する樹脂層形成工程(ステップS1)と、樹脂層側をチャックテーブルに保持する保持工程(ステップS2)と、他方の面を研削する第1研削工程(ステップS3)と、一方の面から樹脂層を剥離する樹脂層剥離工程(ステップS4)と、一方の面を研削する第2研削工程(ステップS8)とを備え、樹脂層剥離工程と第2研削工程との間にスライスウェーハの外周縁における樹脂の有無を検知する樹脂残り検知工程(ステップS5)を実施する。
【選択図】図3
特許請求の範囲
【請求項1】
インゴットからスライスしたスライスウェーハの両面を研削してウェーハを製造するウェーハの製造方法であって、
前記スライスウェーハの一方の面全面を覆う樹脂層を形成する樹脂層形成工程と、
前記樹脂層を介してチャックテーブルに前記スライスウェーハを保持させる第1保持工程と、
前記スライスウェーハの他方の面を研削砥石で研削する第1研削工程と、
該第1研削工程の後、前記スライスウェーハの前記一方の面から前記樹脂層を剥離する樹脂層剥離工程と、
該樹脂層剥離工程の後、前記スライスウェーハの前記一方の面を研削砥石で研削する第2研削工程と、を備え、
前記樹脂層剥離工程後から前記第2研削工程開始までに、前記スライスウェーハの外周縁における樹脂の有無を検知する樹脂残り検知工程と、を備え、
前記樹脂残り検知工程では、前記スライスウェーハの前記一方の面に光を照射して一方の面をカメラで撮像する撮像工程と、
該撮像工程で取得した画像を所定の明度で二値化する二値化工程と、
該二値化工程で二値化した二値化画像において、白色の範囲が予め設定した範囲以上ある場合に、樹脂残りがあると判断する判断工程と、
を備える、ウェーハの製造方法。
続きを表示(約 230 文字)
【請求項2】
請求項1記載のウェーハの製造方法に用いる研削装置であって、
保持面において前記スライスウェーハを保持するチャックテーブルと、
該チャックテーブルに保持された前記スライスウェーハを研削砥石で研削する研削ユニットと、
前記スライスウェーハの前記外周縁に光を投光し撮像する撮像ユニットと、
該撮像ユニットによって撮像した画像から前記スライスウェーハに付着している樹脂を検知する樹脂検知部と、を備える、研削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの製造方法及び研削装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
下記特許文献1及び特許文献2に開示されているようにインゴットからスライスしたウェーハ(スライスウェーハ)の両面を研削してウェーハを製造する場合、下記特許文献3に開示されているように、スライスウェーハの一方の面全面に樹脂層を形成し、樹脂層側をチャックテーブルにおいて保持し、露出した他方の面を研削砥石で研削した後、下記特許文献4に開示されているように、樹脂層を剥離して一方の面を研削して所定の厚みのウェーハを形成している。
【0003】
この樹脂層を剥離する際に、樹脂残りが生じることがあるため、下記特許文献5に開示されているように、洗浄機構で洗浄して剥離したときにウェーハに残った樹脂を除去している。
【先行技術文献】
【特許文献】
【0004】
特開2011-151099号公報
特開2011-249652号公報
特開2017-224670号公報
特開2017-224671号公報
特開2011-151099号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、洗浄後のウェーハの樹脂残りを検知していなかったため、洗浄によっても樹脂を完全に除去できなかった場合に、一方の面を研削する際に、ウェーハの他方の面とチャックテーブルの上面との間に樹脂が挟まることがあり、これによってウェーハを均一な厚みにすることができないという問題がある。
【0006】
したがって、スライスウェーハの両面を研削しウェーハを製造するウェーハの製造方法においては、研削後の樹脂残りを検知し、均一な厚みのウェーハを製造するという解決すべき課題がある。
【課題を解決するための手段】
【0007】
本発明のウェーハの製造方法は、インゴットからスライスしたスライスウェーハの両面を研削してウェーハを製造するウェーハの製造方法であって、前記スライスウェーハの一方の面全面を覆う樹脂層を形成する樹脂層形成工程と、前記樹脂層を介してチャックテーブルに前記スライスウェーハを保持させる第1保持工程と、前記スライスウェーハの他方の面を研削砥石で研削する第1研削工程と、該第1研削工程の後、前記スライスウェーハの前記一方の面から前記樹脂層を剥離する樹脂層剥離工程と、該樹脂層剥離工程の後、前記スライスウェーハの前記一方の面を研削砥石で研削する第2研削工程と、を備え、前記樹脂層剥離工程後から前記第2研削工程開始までに、前記スライスウェーハの外周縁における樹脂の有無を検知する樹脂残り検知工程と、を備え、前記樹脂残り検知工程では、前記スライスウェーハの前記一方の面に光を照射して一方の面をカメラで撮像する撮像工程と、該撮像工程で取得した画像を所定の明度で二値化する二値化工程と、該二値化工程で二値化した二値化画像において、白色の範囲が予め設定した範囲以上ある場合に、樹脂残りがあると判断する判断工程と、を備える、ウェーハの製造方法。
また、本発明の研削装置は、上記ウェーハの製造方法に用いる研削装置であって、保持面において前記スライスウェーハを保持するチャックテーブルと、該チャックテーブルに保持された前記スライスウェーハを研削砥石で研削する研削ユニットと、前記スライスウェーハの前記外周縁に光を投光し撮像する撮像ユニットと、該撮像ユニットによって撮像した画像から前記スライスウェーハに付着している樹脂を検知する樹脂検知部と、を備える。
【発明の効果】
【0008】
本ウェーハの製造方法では、樹脂層剥離工程の後、第2研削工程の前に、樹脂残り検知工程を実施するため、樹脂剥離工程において樹脂が完全に除去されず、スライスウェーハの一方の面の外周部に樹脂が残っている場合に、その樹脂を検知することができる。したがって、その樹脂を除去することが可能となり、残った樹脂が研削装置のチャックテーブルとの間に挟まって研削後のウェーハを均一の厚みに形成することができないという問題が生ずるのを回避することが可能となる。
【0009】
本研削装置に樹脂検知部を備えているため、スライスウェーハの片方の面を研削後、もう片方の面の研削の前に、スライスウェーハへの樹脂の付着を検知することができる。
【図面の簡単な説明】
【0010】
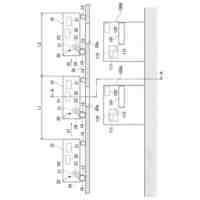
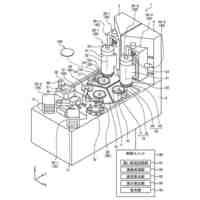
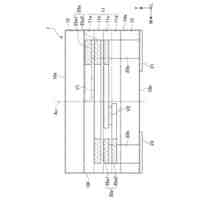
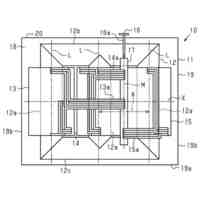
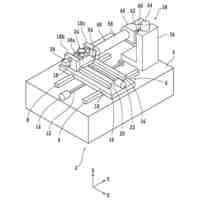
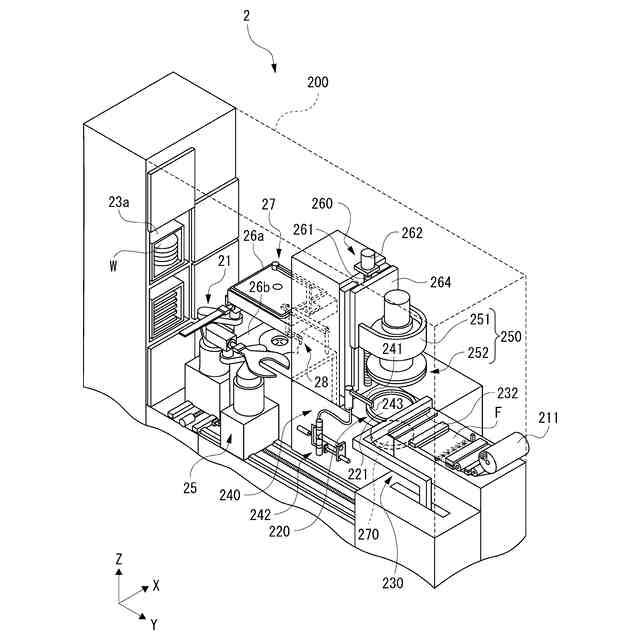
一実施形態にかかるウェーハ製造装置を示す斜視図である。
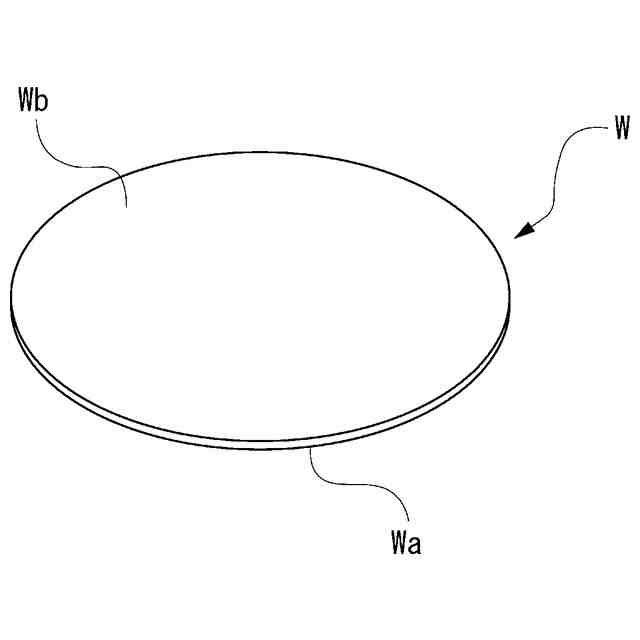
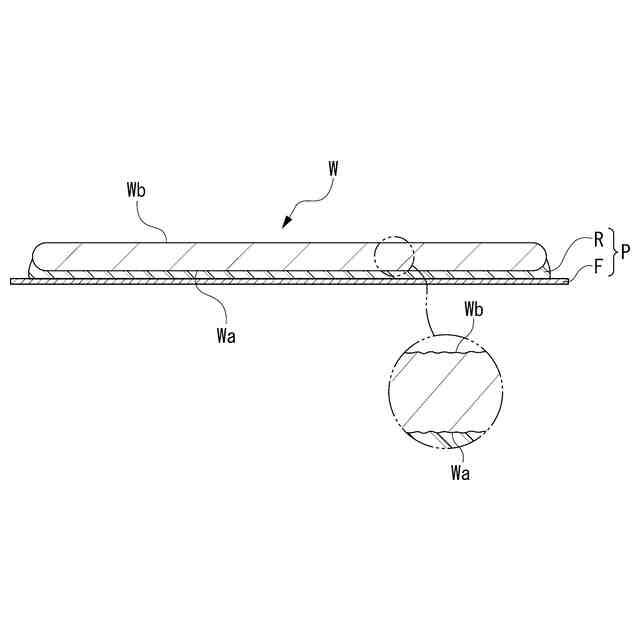
ウェーハの例を示す斜視図である。
ウェーハの製造方法の手順を示す流れ図である。
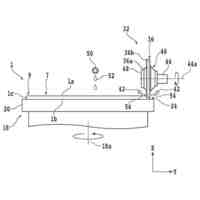
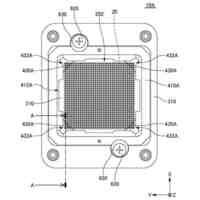
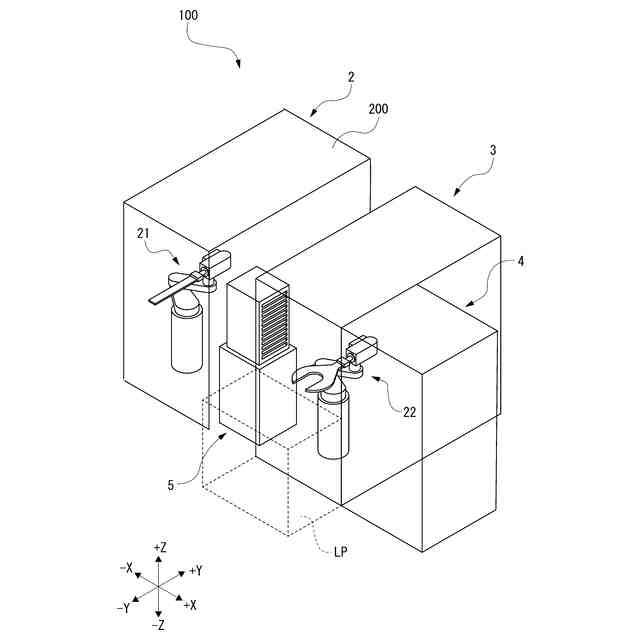
ウェーハ製造装置を構成する樹脂層形成装置の例を示す斜視図である。
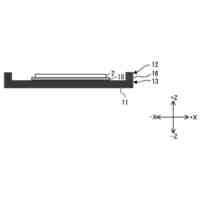
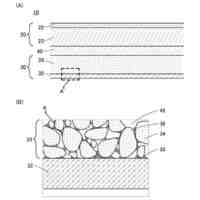
保護部材を備えたウェーハを示す断面図である。
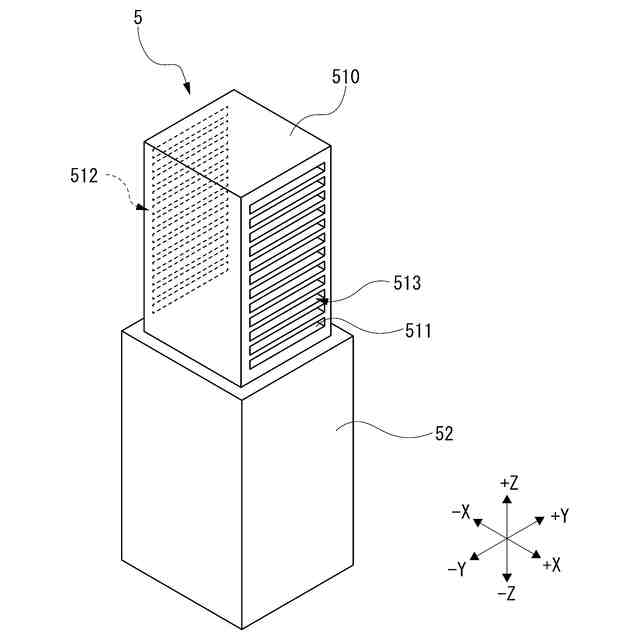
ウェーハ製造装置を構成する受渡カセットを示す斜視図である。
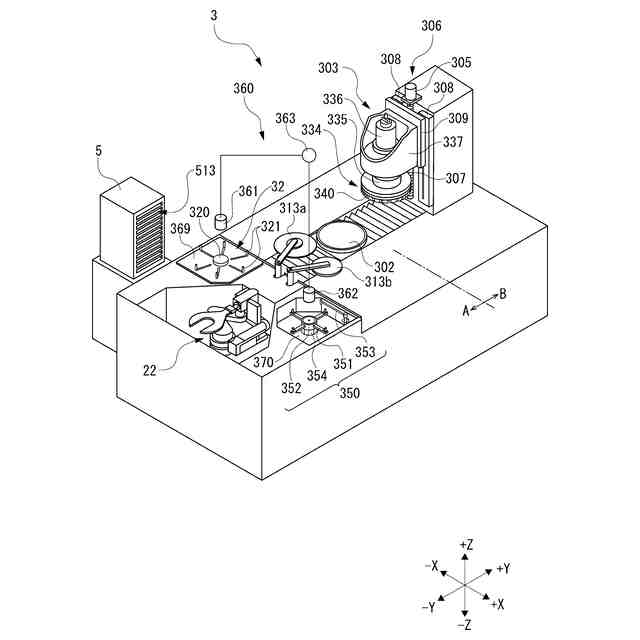
ウェーハ製造装置を構成する研削装置の例を示す斜視図である。
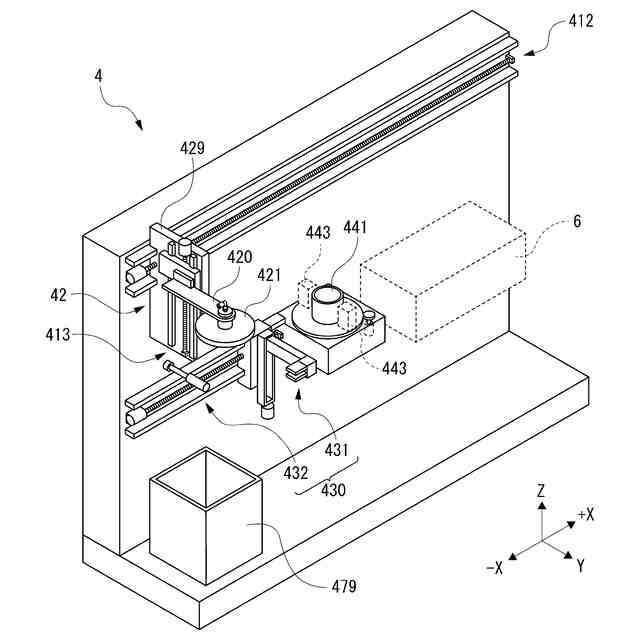
ウェーハ製造装置を構成する剥離装置の構成を示す斜視図である
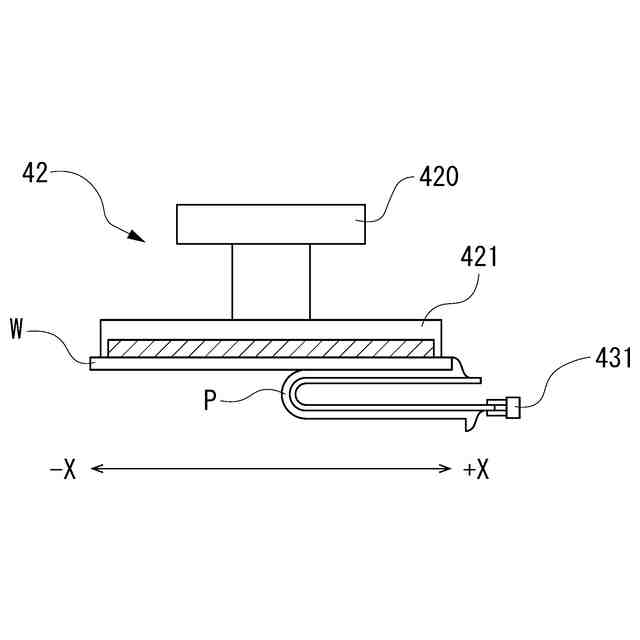
ウェーハから保護部材が剥離される様子を示す説明図である。
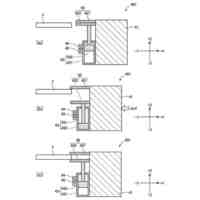
図10(a)~(c)は、ウェーハ製造装置を構成する剥離装置に備えられた外周洗浄装置を用いてスライスウェーハの外周部を洗浄する様子を示す説明図である。
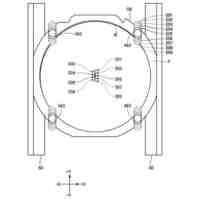
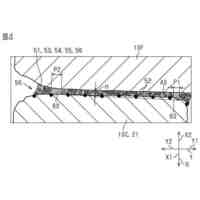
(a)は樹脂検知部を構成するカメラによってスライスウェーハの全面を撮像する様子を示す説明図である。(b)は樹脂検知部を構成するカメラによってスライスウェーハの外周の一部を撮像する様子を示す説明図である。
撮像された画像の例を示す説明図である。
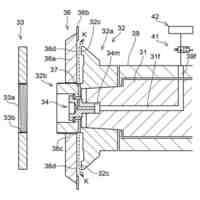
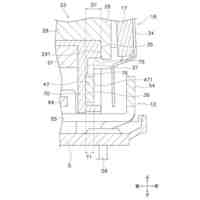
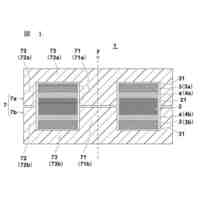
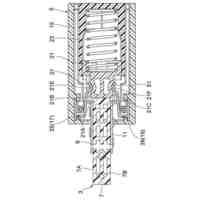
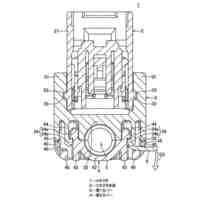
剥離装置に備える外周洗浄装置の例を示す縦断面図である。
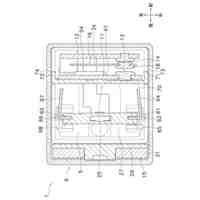
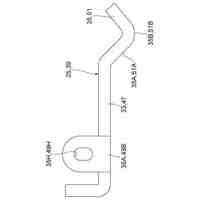
外周洗浄装置の気液分離装置を構成する第1プレート及び第2プレートを示す分解斜視図である。
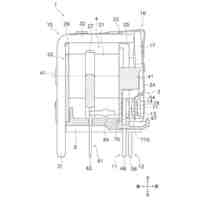
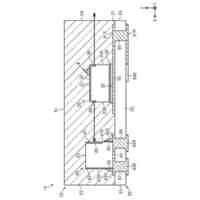
気液分離装置を示す縦断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
研削装置
3日前
株式会社ディスコ
搬送システム
2日前
株式会社ディスコ
ウェーハの加工方法
2日前
株式会社ディスコ
被加工物の分割方法
3日前
株式会社ディスコ
研削ホイールの着脱方法
3日前
株式会社ディスコ
搬送アームの位置設定方法
2日前
株式会社ディスコ
搬送アームの位置設定方法
2日前
株式会社ディスコ
ウェーハ製造装置及び研削装置
2日前
株式会社ディスコ
研削装置およびウェーハの研削方法
3日前
株式会社ディスコ
切削ブレードの装着方法、及び、切削ユニット
2日前
株式会社ディスコ
レーザ加工装置、被加工物の面取り方法及びウエーハの製造方法
2日前
太陽誘電株式会社
コイル部品
3日前
太陽誘電株式会社
コイル部品
3日前
オムロン株式会社
電磁継電器
3日前
オムロン株式会社
電磁継電器
3日前
オムロン株式会社
電磁継電器
3日前
株式会社半導体エネルギー研究所
電池
16日前
日新電機株式会社
変圧器
11日前
国立大学法人信州大学
トランス
3日前
株式会社ヨコオ
ソケット
10日前
トヨタバッテリー株式会社
二次電池
10日前
住友電気工業株式会社
耐熱電線
3日前
株式会社村田製作所
コイル部品
9日前
河村電器産業株式会社
接続装置
11日前
河村電器産業株式会社
接続装置
11日前
シャープ株式会社
アンテナ装置
10日前
ローム株式会社
半導体発光装置
2日前
トヨタバッテリー株式会社
電池パック
2日前
矢崎総業株式会社
コネクタ
2日前
矢崎総業株式会社
コネクタ
2日前
矢崎総業株式会社
コネクタ
2日前
矢崎総業株式会社
コネクタ
2日前
矢崎総業株式会社
コネクタ
11日前
矢崎総業株式会社
コネクタ
11日前
矢崎総業株式会社
コネクタ
2日前
矢崎総業株式会社
コネクタ
11日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ