TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025017658
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023120807
出願日
2023-07-25
発明の名称
金属鋳造用給湯装置
出願人
リョービ株式会社
代理人
弁理士法人海田国際特許事務所
主分類
B22D
17/30 20060101AFI20250130BHJP(鋳造;粉末冶金)
要約
【課題】簡易な改良でラドルが掬う金属溶湯の注湯量を不具合なく適切に制御する。
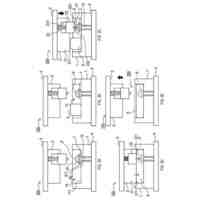
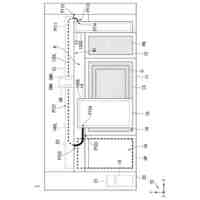
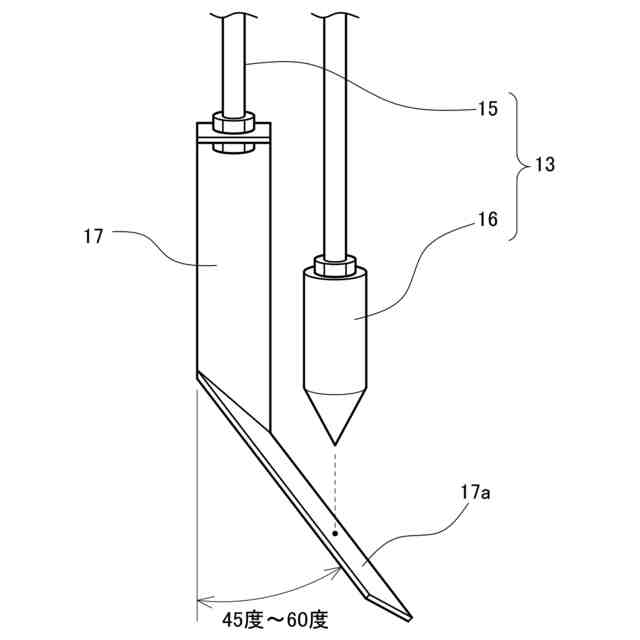
【解決手段】金属鋳造用給湯装置10は、保持炉5に溶けた状態で保持される金属溶湯をダイカストが行われる射出スリーブ6に注湯するための装置であり、ラドル12と、湯面検知手段13と、駆動アーム11と、を備える。そして、この金属鋳造用給湯装置10では、湯面検知手段13を構成するアース棒15における金属溶湯の湯面と接触する部位を平板状の板部材17とするとともに、当該板部材17が金属溶湯の湯面に浸漬する方向に対して傾斜した傾斜平面部17aを有している。
【選択図】図2
特許請求の範囲
【請求項1】
保持炉に溶けた状態で保持される金属溶湯をダイカストが行われる射出スリーブに注湯するための金属鋳造用給湯装置であって、
前記保持炉で保持される金属溶湯を掬って前記射出スリーブに注湯するラドルと、
前記ラドルが前記保持炉で保持される金属溶湯を掬う際に、当該保持炉内の金属溶湯に先に浸漬されるアース棒と、当該アース棒に続いて前記保持炉内の金属溶湯に浸漬される湯面検知棒とを有することにより、前記アース棒と前記湯面検知棒のいずれもが金属溶湯に浸漬して電気的に短絡させることで前記保持炉内の金属溶湯の湯面に対する前記ラドルの浸漬量を制御するための湯面検知手段と、
前記ラドルを前記保持炉と前記射出スリーブとの間で移動させるとともに、前記湯面検知手段を構成する前記アース棒と前記湯面検知棒とが設置される駆動アームと、
を備え、さらに、
前記アース棒における金属溶湯の湯面と接触する部位を平板状の板部材とするとともに、当該板部材が金属溶湯の湯面に浸漬する方向に対して傾斜した傾斜平面部を有することを特徴とする金属鋳造用給湯装置。
続きを表示(約 360 文字)
【請求項2】
請求項1に記載の金属鋳造用給湯装置であって、
前記湯面検知棒の直下に前記傾斜平面部が配置されることで、金属溶湯の湯面に前記湯面検知棒が接触する前に前記傾斜平面部が金属溶湯の湯面を均して平滑な湯面にすることを特徴とする金属鋳造用給湯装置。
【請求項3】
請求項2に記載の金属鋳造用給湯装置であって、
前記傾斜平面部の平面視中央位置が前記湯面検知棒の直下に配置されることを特徴とする金属鋳造用給湯装置。
【請求項4】
請求項1~3のいずれか1項に記載の金属鋳造用給湯装置であって、
前記傾斜平面部は、前記アース棒を構成する前記板部材が金属溶湯の湯面に浸漬する方向に対して45度から60度の角度で傾斜したものであることを特徴とする金属鋳造用給湯装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属鋳造用給湯装置に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来から、保持炉に溶けた状態で保持される金属溶湯をダイカストが行われる射出スリーブに注湯するための金属鋳造用給湯装置が知られている。この種の金属鋳造用給湯装置では、射出スリーブに注湯される金属溶湯を適切な量に制御する必要がある。そこで、従来技術では、様々な手法を用いて注湯量を制御することが行われていた。
【0003】
例えば、下記特許文献1では、保持炉で保持される金属溶湯を掬って射出スリーブに注湯するラドルと、ラドルが保持炉で保持される金属溶湯を掬う際に、当該保持炉内の金属溶湯に先に浸漬されるアース棒と、当該アース棒に続いて保持炉内の金属溶湯に浸漬される湯面検知棒とを有することにより、アース棒と湯面検知棒のいずれもが金属溶湯に浸漬して電気的に短絡させることで保持炉内の金属溶湯の湯面に対するラドルの浸漬量を制御するための湯面検知手段と、ラドルを保持炉と射出スリーブとの間で移動させるとともに、湯面検知手段を構成するアース棒と湯面検知棒とが設置される駆動アームと、を備えた金属鋳造用給湯装置が開示されている。
【0004】
特許文献1に開示された金属鋳造用給湯装置では、アース棒と湯面検知棒という2本の湯面検知手段を用いることで、ラドルが掬う金属溶湯の注湯量の制御が行われている。
【先行技術文献】
【特許文献】
【0005】
特許第6435313号公報
実開平6-77963号公報
特開2015-186821号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、ラドルによって金属溶湯を掬う方式の金属鋳造用給湯装置では、保持炉に溶けた状態で保持された金属溶湯の湯面に小バリ等の浮遊物が浮遊していることがあった。このような場合に、例えば湯面検知棒が湯面に接触する前に浮遊物に接触してしまうと、ラドルが適正な位置より高い箇所で停止してしまうこととなるので、ラドルが適正量の溶湯を掬うことができなかったり、ラドルが溶湯を全く掬えずにカラ打ち鋳造が発生してしまったりする虞が存在していた。
【0007】
この種の不具合を解決する従来技術には、例えば、上記特許文献2、3等が存在していた。すなわち、特許文献2に開示された装置では、金属溶湯の湯面に浮かぶ酸化被膜等の浮遊物をラドル内に侵入させないためにワイパーを設置しており、特許文献3に開示された装置では、ラドルが金属溶湯を掬う際にノロカキの動作を加える制御が行われるものであった。
【0008】
しかしながら、上記特許文献2、3等に開示された従来技術は、いずれも構成や制御が複雑になってしまうものであり、改良の余地が残されていた。
【0009】
本発明は、上述した従来技術に存在する課題に鑑みて成されたものであって、その目的は、既存の金属鋳造用給湯装置に簡易な改良を加えるだけで、ラドルが掬う金属溶湯の注湯量を適切に制御できるとともに、ラドルが溶湯を全く掬えずにカラ打ち鋳造が発生してしまうなどの不具合の発生を適切に防止することのできる金属鋳造用給湯装置を提供することにある。
【課題を解決するための手段】
【0010】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照番号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
UBEマシナリー株式会社
成形機
3か月前
日本鋳造株式会社
鋳造方法
4か月前
マツダ株式会社
鋳造装置
4か月前
株式会社 寿原テクノス
金型装置
2か月前
三菱電機株式会社
三次元造形装置
2か月前
株式会社エスアールシー
インゴット
2か月前
個人
透かし模様付き金属板の製造方法
2か月前
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形機
1か月前
株式会社浅沼技研
鋳型及びその製造方法
29日前
株式会社浅沼技研
半溶融金属の成形方法
2か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
1か月前
株式会社クボタ
弁箱用の消失模型
3か月前
東洋機械金属株式会社
ダイカストマシン
2か月前
トヨタ自動車株式会社
金型温度調整装置
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
23日前
株式会社プロテリアル
金属付加製造物の製造方法
22日前
新東工業株式会社
粉末除去装置
2か月前
キヤノン株式会社
樹脂微粒子の製造方法
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
1か月前
日立Astemo株式会社
成形装置
1日前
トヨタ自動車株式会社
異種金属部材の接合方法
3か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
3か月前
新東工業株式会社
測定装置
3か月前
ポーライト株式会社
焼結部品の製造方法
2か月前
山陽特殊製鋼株式会社
取鍋
2か月前
株式会社神戸製鋼所
鋼の製造方法
1か月前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
5か月前
黒崎播磨株式会社
浸漬ノズル
2か月前
東京窯業株式会社
上ノズル上プレート一体物
2か月前
株式会社荏原製作所
造形ノズル
2か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
1日前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
29日前
フタバ産業株式会社
成形品の製造方法
1か月前
セイコーエプソン株式会社
三次元造形装置
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ