TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025009081
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023111839
出願日
2023-07-07
発明の名称
金属部材ならびに金属樹脂複合体、金属部材の製造方法および金属樹脂複合体の製造方法
出願人
プライムプラネットエナジー&ソリューションズ株式会社
,
トヨタ自動車株式会社
,
トヨタバッテリー株式会社
代理人
弁理士法人コスモス国際特許商標事務所
主分類
C23C
26/00 20060101AFI20250110BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】シール性に優れた金属部材および金属部材の製造方法ならびにシール性に優れた金属樹脂複合体および金属樹脂複合体の製造方法を実現すること。
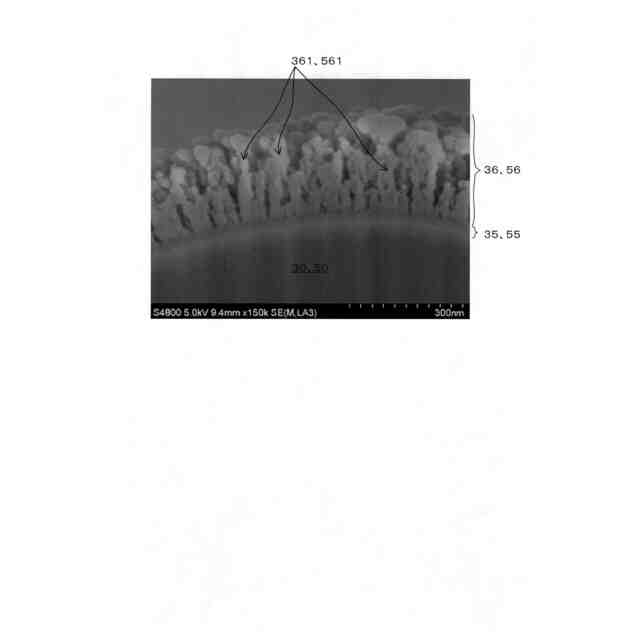
【解決手段】樹脂部材(蓋部材30や正極端子部材50)が接合して樹脂部材(正極用樹脂部材70)と共に第1空間と第2空間と(電池1の外側と内側と)の間を封止する接合領域(接合領域E1~E4)を表面に有し、接合領域は、表面に形成され、デブリ粒子が堆積してなる基礎層(基礎層35、55)と、基礎層からデブリ粒子が数珠つなぎ状に結合して高さ方向に延びたナノ柱状体(ナノ柱状体361、561)が二次元的に林立する柱群層(柱群層36、56)と、が形成された粗化領域(粗化領域F1~F4)を含み、粗化領域におけるナノ柱状体の平均高さは84nm以上である。
【選択図】 図8
特許請求の範囲
【請求項1】
樹脂部材が接合して前記樹脂部材と共に第1空間と第2空間との間を封止する接合領域を表面に有する金属部材であって、
前記接合領域は、前記表面に形成され、デブリ粒子が堆積してなる基礎層と、前記基礎層から前記デブリ粒子が数珠つなぎ状に結合して高さ方向に延びたナノ柱状体が二次元的に林立する柱群層と、が形成された粗化領域を含み、
前記粗化領域における前記ナノ柱状体の平均高さは84nm以上である金属部材。
続きを表示(約 730 文字)
【請求項2】
請求項1に記載の金属部材であって、
前記接合領域の外側に前記第1空間が配置され、前記接合領域の内側に前記第2空間が配置され、
前記接合領域は、環状に形成され、
前記粗化領域は、前記接合領域の形状に沿った環状に形成されている金属部材。
【請求項3】
請求項1に記載の金属部材と、
前記接合領域に接合した樹脂部材と、を備え、
前記樹脂部材を形成する樹脂は、前記基礎層にまで達して前記ナノ柱状体間の隙間に充填している金属樹脂複合体。
【請求項4】
請求項2に記載の金属部材と、
前記接合領域に接合した樹脂部材と、を備え、
前記樹脂部材を形成する樹脂は、前記基礎層にまで達して前記ナノ柱状体間の隙間に充填している金属樹脂複合体。
【請求項5】
請求項1または2に記載の金属部材の製造方法であって、
前記柱群層が形成されていない状態の前記粗化領域になり得る前記金属部材の表面に、パルスレーザの照射によって生成された当該金属部材由来のデブリ粒子を堆積させ、前記ナノ柱状体に成長させて前記粗化領域を形成するレーザ照射工程を備える金属部材の製造方法。
【請求項6】
請求項3または4に記載の金属樹脂複合体の製造方法であって、
熱溶融した溶融樹脂を、前記柱群層をなす前記ナノ柱状体間の隙間を前記基礎層に達するまで充填させる充填工程と、
前記充填工程で前記柱群層をなす前記ナノ柱状体間の隙間に充填した溶融樹脂を固化させて、前記粗化領域に接合した樹脂部材を形成させる固化工程と、を備える金属樹脂複合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示される技術分野は、金属部材ならびに金属樹脂複合体、金属部材の製造方法および金属樹脂複合体の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
金属部材と樹脂部材とが接合した金属樹脂複合体が知られている。金属部材と樹脂部材とのシール性を高めるために、予め金属部材の表面を、例えばレーザなどで粗化処理することが行われている。これに関連する従来技術として、例えば特許文献1が挙げられる。
【0003】
特許文献1には、金属部材の表面に、サブミクロンオーダーまたはナノオーダーの開口幅L及び深さDを有するナノ凹部を形成することが記載されている。詳細には、このナノ凹部は、開口幅Lと深さDとの関係がD/L≧1となるように形成されている。すなわち、金属部材の表面には、全体的に柱状部とまでは言えない突状部が形成されている。
【先行技術文献】
【特許文献】
【0004】
特開2018-75805号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の金属部材については、樹脂部材と接合したときの当該接合部分に係るシール性が十分ではなく、更にシール性を高めることが望まれていた。
【0006】
本発明は上記事情に鑑みてなされたものであり、その課題は、樹脂部材と接合したときの当該接合部分に係るシール性に優れた金属部材および金属部材の製造方法ならびにシール性に優れた金属樹脂複合体および金属樹脂複合体の製造方法を提供することである。
【課題を解決するための手段】
【0007】
上述した課題の解決を目的としてなされた金属部材は、
樹脂部材が接合して前記樹脂部材と共に第1空間と第2空間との間を封止する接合領域を表面に有する金属部材であって、
前記接合領域は、前記表面に形成され、デブリ粒子が堆積してなる基礎層と、前記基礎層から前記デブリ粒子が数珠つなぎ状に結合して高さ方向に延びたナノ柱状体が二次元的に林立する柱群層と、が形成された粗化領域を含み、
前記粗化領域における前記ナノ柱状体の平均高さは84nm以上である。
【0008】
本発明の金属部材によれば、樹脂部材との接合領域に、デブリ粒子が堆積してなる基礎層と、基礎層にデブリ粒子が数珠つなぎ状に結合して高さ方向に延びたナノ柱状体が二次元的に林立する柱群層と、が形成された粗化領域を含み、粗化領域におけるナノ柱状体の平均高さは84nmであるので、樹脂部材と接合したときの当該接合部分に係るシール性を高めることができる。
【図面の簡単な説明】
【0009】
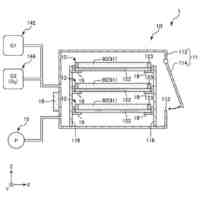
実施の形態に係る電池の斜視図である。
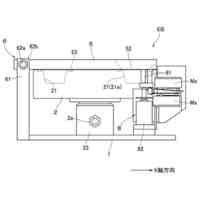
図1のA-A断面図である。
正極端子部材の斜視図である。
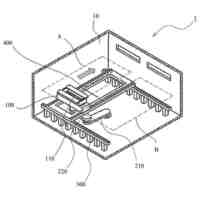
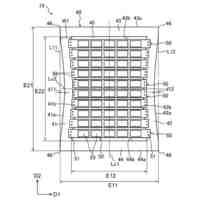
図1の電池から抽出されたユニット部材の斜視図である。
(A)は図4のB-B断面図であり、(B)は図4のC-C断面図である。
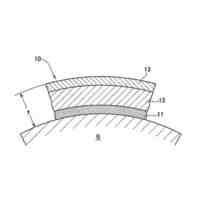
(A)は蓋部材の上面と正極用樹脂部材との接合領域、および、蓋部材の上面において粗化処理が施されている領域を説明する説明図であり、(B)は蓋部材の下面と正極用樹脂部材との接合領域、および、蓋部材の下面において粗化処理が施されている領域を説明する説明図である。
(A)は正極端子部材の一部の側面と正極用樹脂部材との接合領域、および、正極端子部材の一部の側面において粗化処理が施されている領域を説明する説明図であり、(B)は正極端子部材の長直線部分の下面と正極用樹脂部材との接合領域、および、正極端子部材の長直線部分の下面において粗化処理が施されている領域を説明する説明図である。
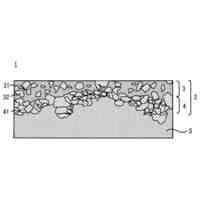
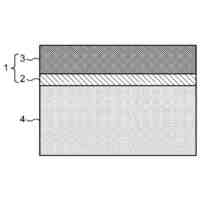
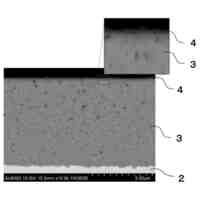
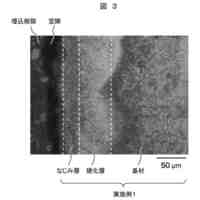
実際に基礎層および柱群層が形成されている様子を表す画像である。
実際に正極用樹脂部材に係る樹脂(ポリフェニレンサルファイド)がナノ柱状体間の隙間に充填している様子を表す画像である。
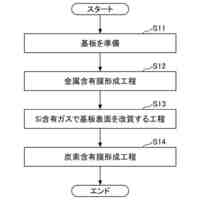
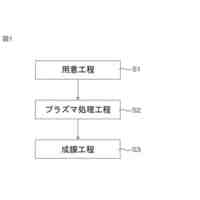
実施の形態に係る電池の製造方法のフローチャートである。
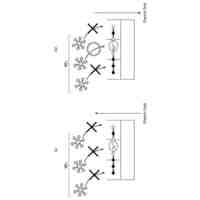
(A)は蓋下面粗化領域に対する粗化処理を模式的に表した図であり、(B)は端子側面粗化領域に対する粗化処理を模式的に表した図である。
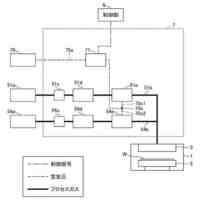
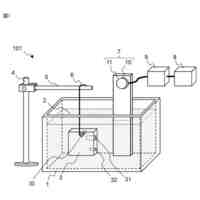
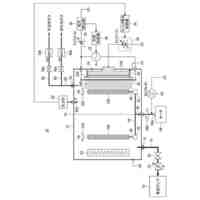
インサート成形処理を模式的に表した図である。
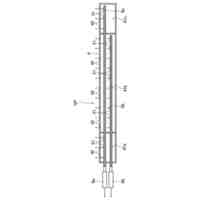
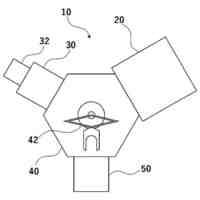
試験用供試体を模式的に表した説明図である。
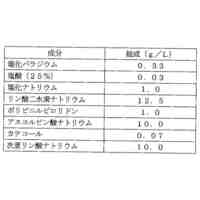
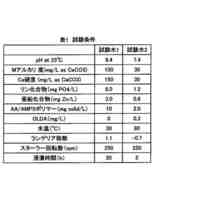
粗化領域に対して行ったパルスレーザ照射の各種条件と、粗化領域に形成されたナノ柱状体の平均高さおよび表面積比との関係を表した表である。
(A)は横軸をナノ柱状体の平均高さとし、縦軸をヘリウムリーク量としてプロットした散布図であり、(B)は横を表面積比とし、縦軸をヘリウムリーク量としてプロットした散布図である。
(A)は走査電子顕微鏡を用いて得られた断面試料の断面画像の一例であり、(B)は図16(A)に基づいてナノ柱状体の断面面積および底面長さを説明する説明図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について図面を参照しつつ説明する。本発明の金属樹脂複合体を構成する電池1は、蓄電デバイスの一例、具体的には、ハイブリッドカー、プラグインハイブリッドカーおよび電気自動車等の車両に搭載される角型で密閉型のリチウムイオン二次電池である。なお、以下において、図面中の方向に係る符号X、Y、Zは、方向を特定するものとして、左右方向、前後方向、上下方向を表している。また、各方向に係る矢印の先に記載の符号U、D、L、R、F、Bは、位置を特定するものとして、上側、下側、左側、右側、前側、後側を表している。ただし、これらの方向、位置は説明のために便宜上、特定されているものである。したがって、電池1が設置される向きは何ら限定されない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日鉄建材株式会社
波形鋼板
今日
日産自動車株式会社
樹脂部材
1か月前
株式会社電気印刷研究所
金属画像形成方法
12日前
日鉄防食株式会社
防食施工方法
2か月前
株式会社アルバック
成膜方法
2か月前
東京エレクトロン株式会社
成膜装置
16日前
株式会社神戸製鋼所
被膜および軸受
2か月前
株式会社アルバック
ガス導入管
2か月前
一般財団法人電力中央研究所
耐腐食膜
1か月前
栗田工業株式会社
金属部材の防食方法
1か月前
東京エレクトロン株式会社
基板処理方法
2か月前
株式会社不二越
熱処理に用いる油切り装置
1か月前
キヤノントッキ株式会社
成膜装置
1か月前
株式会社アルバック
電子ビーム式蒸着ユニット
16日前
株式会社オプトラン
気泡除去方法及び気泡除去装置
19日前
東京エレクトロン株式会社
吸着制御方法及び成膜装置
16日前
アイテック株式会社
複合めっき材
19日前
栗田工業株式会社
密閉冷却水系のpH制御方法及び装置
13日前
株式会社アルバック
真空成膜装置及び真空成膜方法
19日前
株式会社アルバック
タングステン配線膜の成膜方法
19日前
東京エレクトロン株式会社
基板処理方法及び基板処理装置
1か月前
株式会社高純度化学研究所
酸化スズ(II)薄膜の製造方法
今日
山陽特殊製鋼株式会社
炭素濃度分布の解析方法
20日前
株式会社神戸製鋼所
表面処理金属材、及び接合体
2か月前
日東電工株式会社
積層フィルムの製造方法
12日前
トーカロ株式会社
皮膜の形成方法および皮膜が形成された部材
2か月前
株式会社アルバック
モリブデンターゲットおよびその製造方法
2か月前
株式会社日立製作所
浸窒処理部品およびその製造方法
2か月前
大日本印刷株式会社
マスク装置の製造方法及びマスク装置
27日前
安徽熙泰智能科技有限公司
薄膜沈着装置およびその沈着方法
16日前
三菱電機株式会社
浸漬処理装置及び浸漬処理方法
2か月前
AGC株式会社
成膜装置および膜付き基板の製造方法
2か月前
神港精機株式会社
マグネトロンスパッタ法による成膜装置および成膜方法
2か月前
キヤノントッキ株式会社
成膜装置及び成膜方法
2か月前
セイコーエプソン株式会社
粒子被覆装置および粒子被覆方法
19日前
セイコーエプソン株式会社
粒子被覆装置および粒子被覆方法
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ