TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025004718
公報種別
公開特許公報(A)
公開日
2025-01-15
出願番号
2023104589
出願日
2023-06-26
発明の名称
切削加工システム及び切削加工方法
出願人
株式会社小出製作所
,
国立大学法人 長崎大学
代理人
弁理士法人 共立特許事務所
主分類
B23C
3/00 20060101AFI20250107BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被加工物を短時間で精度良く加工すること。
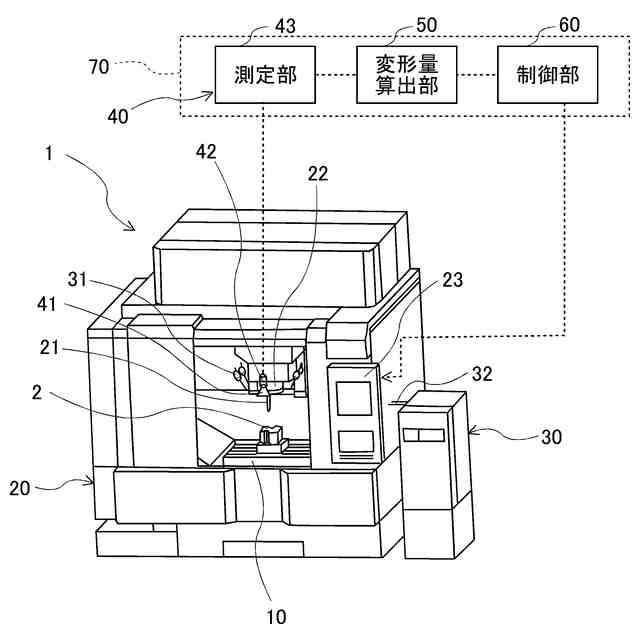
【解決手段】切削加工システムは、被加工物を固定する台座と、所定加工動作により、前記台座に固定された前記被加工物を切削加工する加工機と、前記被加工物が前記台座に固定された状態で、切削加工された前記被加工物の加工面に対して、光の散乱を安定化させる表面処理を施す加工面処理装置と、前記被加工物が前記台座に固定された状態で、前記表面処理が施された前記加工面の三次元形状を非接触で測定する非接触測定装置と、測定された前記三次元形状と該加工面に対する所望の三次元形状との変形量を算出する変形量算出部と、算出された前記変形量に基づいて前記所定加工動作を補正して、前記加工機に前記被加工物の再加工を指令する制御部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
被加工物を固定する台座と、
所定加工動作により、前記台座に固定された前記被加工物を切削加工する加工機と、
前記被加工物が前記台座に固定された状態で、切削加工された前記被加工物の加工面に対して、光の散乱を安定化させる表面処理を施す加工面処理装置と、
前記被加工物が前記台座に固定された状態で、前記表面処理が施された前記加工面の三次元形状を非接触で測定する非接触測定装置と、
測定された前記三次元形状と該加工面に対する所望の三次元形状との変形量を算出する変形量算出部と、
算出された前記変形量に基づいて前記所定加工動作を補正して、前記加工機に前記被加工物の再加工を指令する制御部と、
を備える、切削加工システム。
続きを表示(約 370 文字)
【請求項2】
前記被加工物は、金型部品である、請求項1に記載された切削加工システム。
【請求項3】
加工機が所定加工動作により、台座に固定された被加工物を切削加工する第一工程と、
前記被加工物が前記台座に固定された状態で、切削加工された前記被加工物の加工面に対して、光の散乱を安定化させる表面処理が施される第二工程と、
前記被加工物が前記台座に固定された状態で、前記表面処理が施された前記加工面の三次元形状が非接触で測定される第三工程と、
測定された前記三次元形状と該加工面に対する所望の三次元形状との変形量が算出される第四工程と、
前記加工機が、算出された前記変形量に基づいて補正された前記所定加工動作により、前記被加工物の再加工を行う第五工程と、
を備える、切削加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削加工システム及び切削加工方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、物品を切削加工にて削り出す切削加工が知られている(例えば、特許文献1参照)。切削加工で加工される物品としては、例えば、商品の形状が彫られる金型のキャビティ部品などがある。一般的に、商品の形状は複雑な形状を持つことが多くなりつつあるので、それに対応して、キャビティ部品も一品一様で金属(鉄)を加工して複雑な形状を持つ必要性が増している。かかる状況においては、一度の加工でキャビティ部品の製造が完了することは皆無であり、再加工や再々加工が行われているのが現状である。
【先行技術文献】
【特許文献】
【0003】
特開2013-151030号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、キャビティ部品が汎用的な工作機械を用いて製作される場合は、その工作機械とは別に三次元測定機が用いられるので、以下の作業を余儀なくされ、その作業のために多大な作業時間を費やす。上記の作業としては、例えば、工作機械から三次元測定機への被加工物の運搬作業、工作機械のテーブルのクリーニング作業、三次元測定後の三次元測定機から工作機械への被加工物の再運搬作業、その被加工物の工作機械へのセット作業及び再芯出し作業などがある。
【0005】
更に、工具の段取り付けで生じ得るチャッキング誤差の発生や、加工待機中の工作機械等の温度変化による誤差の発生等を考えると、再加工や再々加工時には、加工精度が低下するおそれがある。このため、マイナス要因を除去する対策が取られないまま再加工や再々加工が進行するものとすると、被加工物の加工開始から加工完了までに多大な時間(例えば、3時間)が費やされる割には、高い加工精度が得られないという事態が生じる。
【0006】
本発明は、このような点に鑑みてなされたものであり、被加工物を短時間で精度良く加工することが可能な切削加工システム及び切削加工方法が可能なを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様は、被加工物を固定する台座と、所定加工動作により、前記台座に固定された前記被加工物を切削加工する加工機と、前記被加工物が前記台座に固定された状態で、切削加工された前記被加工物の加工面に対して、光の散乱を安定化させる表面処理を施す加工面処理装置と、前記被加工物が前記台座に固定された状態で、前記表面処理が施された前記加工面の三次元形状を非接触で測定する非接触測定装置と、測定された前記三次元形状と該加工面に対する所望の三次元形状との変形量を算出する変形量算出部と、算出された前記変形量に基づいて前記所定加工動作を補正して、前記加工機に前記被加工物の再加工を指令する制御部と、を備える、切削加工システムである。
【0008】
この構成によれば、被加工物を短時間で精度良く加工することができる。
【図面の簡単な説明】
【0009】
本発明の一実施形態に係る切削加工システムの構成図である。
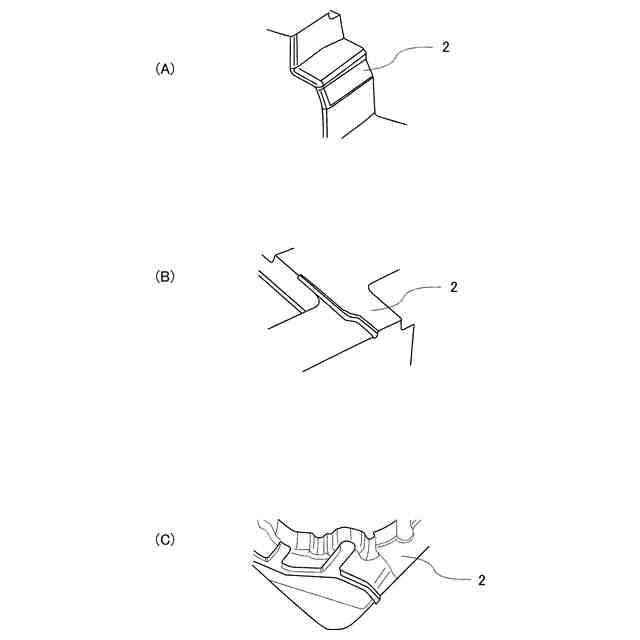
被加工物の加工部位の例を表した図である。
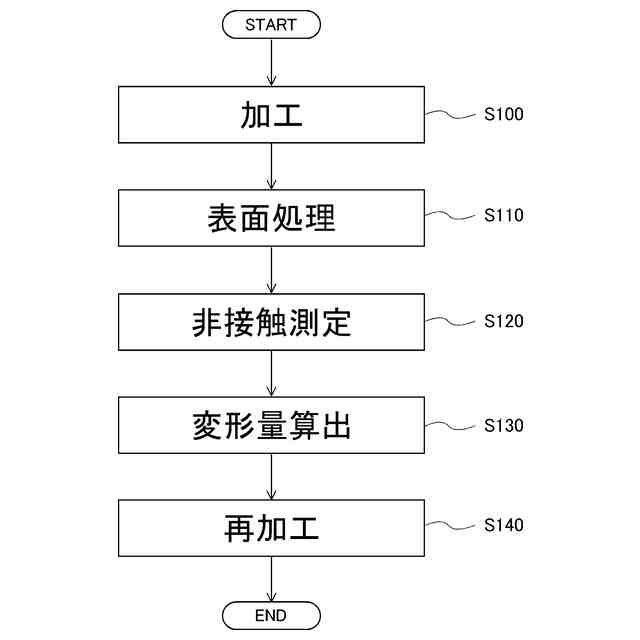
本実施形態の切削加工システムにおいて実行されるメイン動作の一例のフローチャートである。
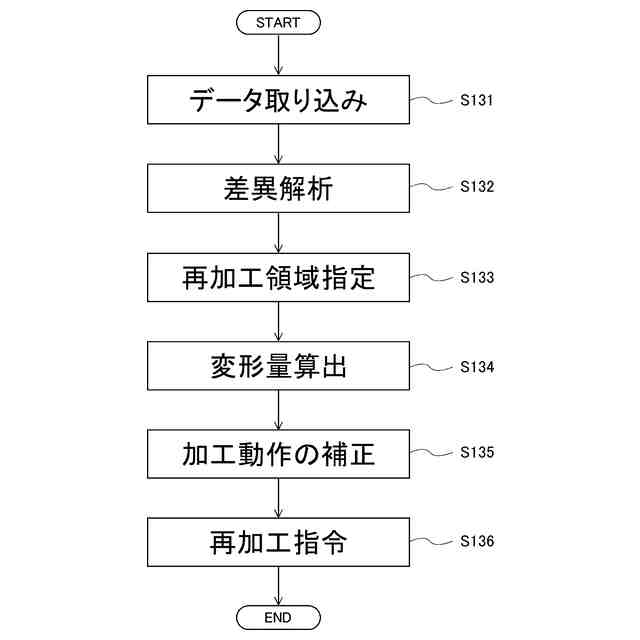
本実施形態の切削加工システムにおいて被加工物の再加工を行うためにマイクロコンピュータが実行する動作の一例のフローチャートである。
【発明を実施するための形態】
【0010】
以下、図1~図4を参照して、本発明に係る切削加工システム及び切削加工方法の具体的な実施形態について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め機
17日前
株式会社不二越
ドリル
13日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
17日前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
個人
複合金属回転式ホーン
2か月前
株式会社FUJI
工作機械
20日前
株式会社ダイヘン
積層造形溶接方法
2か月前
トヨタ自動車株式会社
検査方法
3か月前
株式会社トーキン
溶接用トーチ
3か月前
トヨタ自動車株式会社
取付装置
2か月前
ブラザー工業株式会社
工作機械
18日前
株式会社ツガミ
工作機械
3か月前
ブラザー工業株式会社
工作機械
18日前
トヨタ自動車株式会社
接合方法
11日前
株式会社FUJI
チャック装置
1か月前
株式会社ナベヤ
締結装置
2か月前
株式会社ツガミ
工作機械
2か月前
オークマ株式会社
診断装置
1か月前
オークマ株式会社
工作機械
1か月前
株式会社不二越
歯車研削盤
2か月前
株式会社プロテリアル
金属箔の溶接方法
17日前
ビアメカニクス株式会社
レーザ加工装置
17日前
株式会社オーエム製作所
工作機械
3か月前
オークマ株式会社
工作機械
1か月前
株式会社コスメック
クランプ装置
1か月前
株式会社ダイヘン
溶接装置
10日前
株式会社不二越
管用テーパタップ
19日前
津田駒工業株式会社
2連回転割出し装置
1か月前
大肯精密株式会社
自動送り穿孔機
11日前
株式会社コスメック
クランプ装置
25日前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社不二越
スカイビングカッタ
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































