TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025003082
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023103557
出願日
2023-06-23
発明の名称
積層造形方法及び積層造形装置並びにプログラム
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B29C
64/118 20170101AFI20241226BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】造形パスの線間及び層間で力学的強度の低下を生じさせずに造形物を造形できる積層造形方法、積層造形装置及びプログラムを提供する。
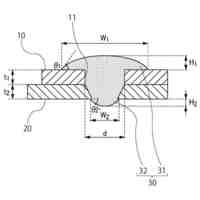
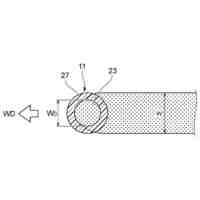
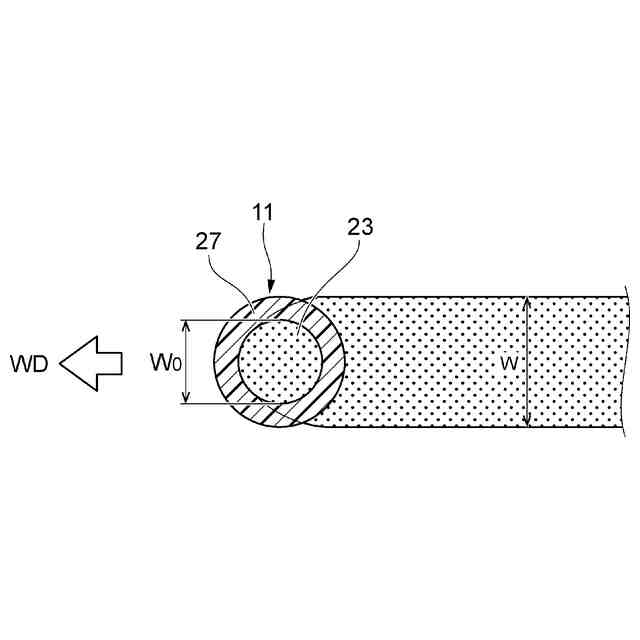
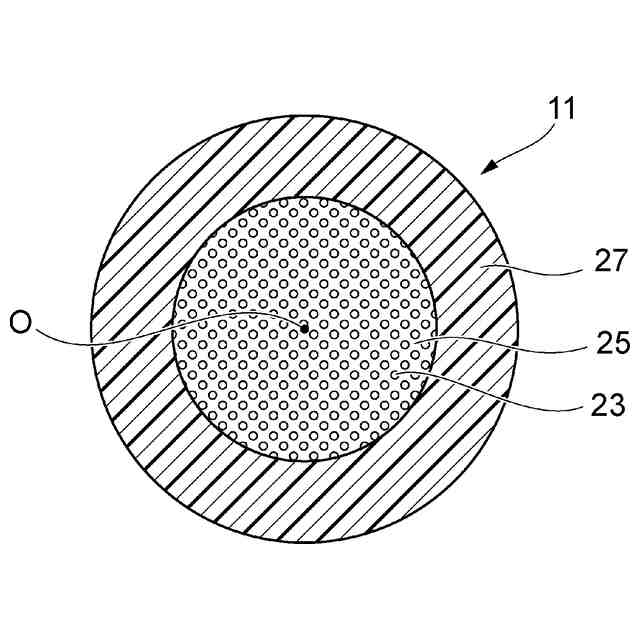
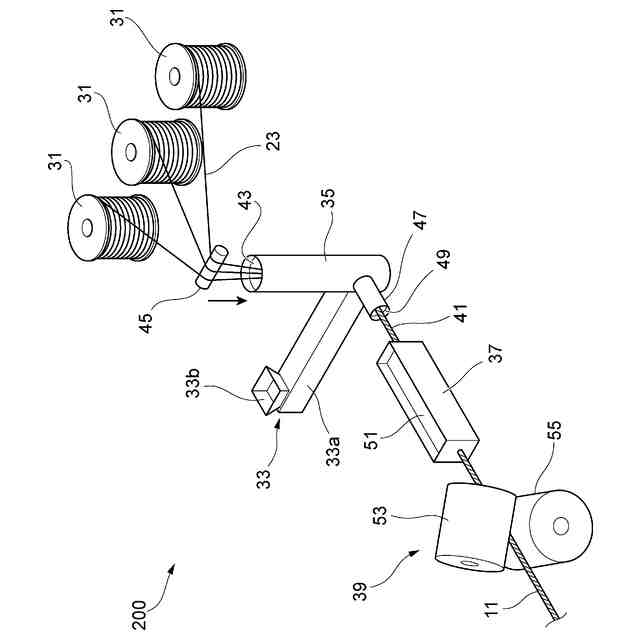
【解決手段】連続繊維強化樹脂フィラメント11は、熱可塑性樹脂を含む基材と、基材中に含浸されて軸方向に延在する連続繊維を含む少なくとも1つの繊維束23を備える。繊維束23の連続繊維には、連続繊維強化樹脂フィラメント11の軸芯を中心に20回/m~100回/mの撚りが付与されている。造形面における造形パスを、繊維束がZ撚りの場合には、造形方向前方に向けて右側へ湾曲又は屈曲させながら造形材を吐出させるパスにし、繊維束がS撚りの場合には、造形方向前方向けて左側へ湾曲又は屈曲させながら造形材を吐出させるパスにして湾曲形状又は屈曲形状を造形する。
【選択図】図4B
特許請求の範囲
【請求項1】
線状の連続繊維強化フィラメントを加熱溶融した造形材を、造形面上で造形パスに沿ってノズルから吐出させて、前記造形面上に湾曲形状又は屈曲形状を造形する積層造形方法であって、
前記連続繊維強化フィラメントは、熱可塑性樹脂を含む基材と、前記基材中に含浸されて軸方向に延在する連続繊維を含む少なくとも1つの繊維束とを備え、
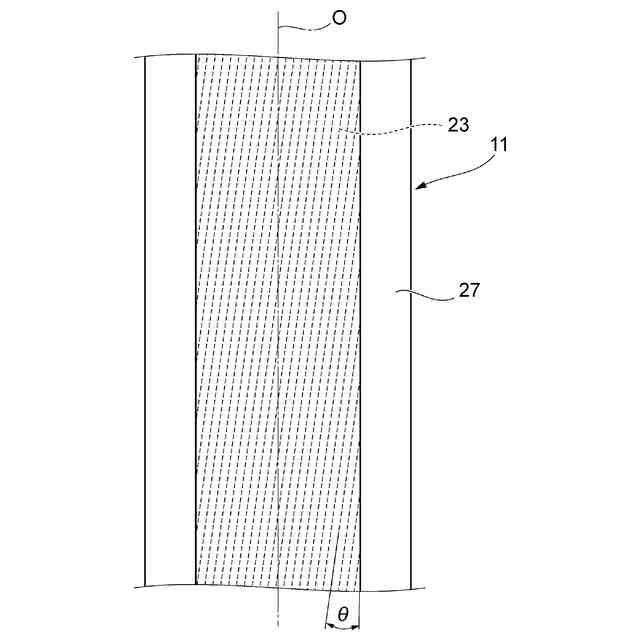
前記繊維束の前記連続繊維には、前記連続繊維強化フィラメントの軸芯を中心に20回/m以上、100回/m以下の撚りが付与されており、
前記造形面における前記造形パスを、前記繊維束がZ撚りの場合には、造形方向前方に向けて右側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにし、前記繊維束がS撚りの場合には、造形方向前方向けて左側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにして前記湾曲形状又は前記屈曲形状を造形する、
積層造形方法。
続きを表示(約 1,100 文字)
【請求項2】
前記湾曲形状又は前記屈曲形状の曲率半径は、前記造形面上に吐出された前記造形材の造形方向に直交する幅よりも大きい、
請求項1に記載の積層造形方法。
【請求項3】
前記繊維束は、1500本以上、6000本以下の連続繊維を含む、
請求項1又は2に記載の積層造形方法。
【請求項4】
前記連続繊維強化フィラメントの直径は、0.5mm以上、1mm以下である、
請求項1又は2に記載の積層造形方法。
【請求項5】
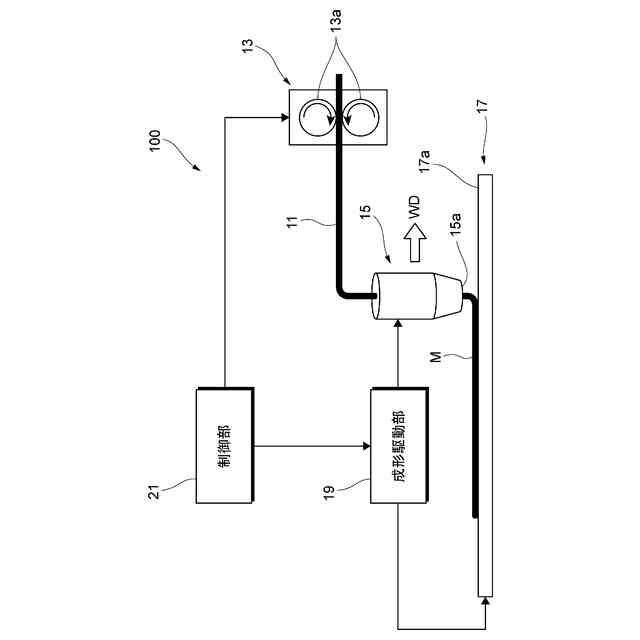
線状の連続繊維強化フィラメントを加熱溶融した造形材をノズルから吐出するヘッド部と、前記ヘッド部の前記ノズルを造形面に対して相対移動させる駆動機構と、設定された造形パスに沿って前記造形材を吐出させるように前記駆動機構を駆動する制御部と、を備える積層造形装置であって、
前記連続繊維強化フィラメントは、熱可塑性樹脂を含む基材と、前記基材中に含浸されて軸方向に延在する連続繊維を含む少なくとも1つの繊維束とを備え、
前記繊維束の前記連続繊維には、前記連続繊維強化フィラメントの軸芯を中心に20回/m以上、100回/m以下の撚りが付与されており、
前記制御部は、前記造形面上に湾曲形状又は屈曲形状を造形する際、前記造形面における前記造形パスを、前記繊維束がZ撚りの場合には、造形方向前方に向けて右側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにし、前記繊維束がS撚りの場合には、造形方向前方向けて左側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにして、前記湾曲形状又は前記屈曲形状を造形させる、
積層造形装置。
【請求項6】
線状の連続繊維強化フィラメントを加熱溶融した造形材を、造形面上で造形パスに沿ってノズルから吐出させて、前記造形面上に湾曲形状又は屈曲形状を造形する積層造形手順を実行するプログラムであって、
前記連続繊維強化フィラメントは、熱可塑性樹脂を含む基材と、前記基材中に含浸されて軸方向に延在する連続繊維を含む少なくとも1つの繊維束とを備え、
前記繊維束の前記連続繊維には、前記連続繊維強化フィラメントの軸芯を中心に20回/m以上、100回/m以下の撚りが付与されており、
コンピュータに、
前記造形面における前記造形パスを、前記繊維束がZ撚りの場合には、造形方向前方に向けて右側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにし、前記繊維束がS撚りの場合には、造形方向前方向けて左側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにして前記湾曲形状又は前記屈曲形状を造形する手順を実行させる、
プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層造形方法及び積層造形装置並びにプログラムに関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
立体的な形状を有する物体を成形する積層造形装置として、熱で可塑化状態にある樹脂を造形パスに沿って1層ずつ積み重ねていく熱融解積層方式を採用した3D(三次元)プリンタが知られている。この3Dプリンタは、金型、治具等を必要とすることなく三次元形状を成形できる。加えて、従来の射出成形技術では形成が困難な三次元形状の物体であっても造形できる。
【0003】
例えば、特許文献1に記載のストランドは、3Dプリンタの造形原料として用いられるフィラメントであり、繊維又は繊維束が熱可塑性樹脂を主成分とする基材中に含浸され、撚られている。これにより、フィラメント自体の可撓性が高められ、取扱性が向上している。加えて、フィラメント内の繊維又は繊維束が撚られていることにより、そのフィラメントを用いて3Dプリンタにより造形した造形物は、衝撃強度に優れたものとなる。このように、上記したフィラメントは、衝撃強度に優れた造形物を簡便に3Dプリンタで形成することを可能とする。
【先行技術文献】
【特許文献】
【0004】
特開2021-123026号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
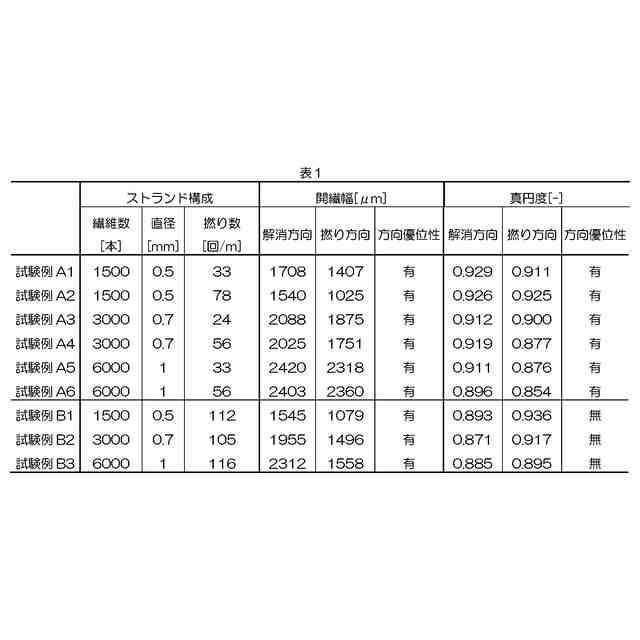
しかしながら、特許文献1に示されるような撚り数が10回/m~200回/mの連続繊維で強化されたフィラメントは、3Dプリンタのヘッド部に設けられたノズル(吐出部)から、フィラメントを加熱溶融した造形材を造形パスに沿って吐出する際、強化用繊維の開繊幅が低下あるいは不安定化するおそれがあることがわかった。このことは、特に強化用繊維に付与された撚り数が大きい場合に、造形パスの特定の形状において発現が顕著となっていた。
【0006】
強化繊維の開繊が不十分であると、互いに隣接する造形パス同士の間で、ノズルから吐出された造形材同士の融着性が低下し、空隙が生成されやすくなる。これにより、造形パスの線間及び層間での力学強度が低下するため、このような力学強度の低下を生じさせない造形計画に改める等の手間を要していた。
【0007】
そこで本発明は、造形パスの線間及び層間で力学的強度の低下を生じさせずに造形物を造形できる積層造形方法、積層造形装置及びプログラムを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は下記の構成からなる。
(1) 線状の連続繊維強化フィラメントを加熱溶融した造形材を、造形面上で造形パスに沿ってノズルから吐出させて、前記造形面上に湾曲形状又は屈曲形状を造形する積層造形方法であって、
前記連続繊維強化フィラメントは、熱可塑性樹脂を含む基材と、前記基材中に含浸されて軸方向に延在する連続繊維を含む少なくとも1つの繊維束とを備え、
前記繊維束の前記連続繊維には、前記連続繊維強化フィラメントの軸芯を中心に20回/m以上、100回/m以下の撚りが付与されており、
前記造形面における前記造形パスを、前記繊維束がZ撚りの場合には、造形方向前方に向けて右側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにし、前記繊維束がS撚りの場合には、造形方向前方向けて左側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにして前記湾曲形状又は前記屈曲形状を造形する、
積層造形方法。
(2) 線状の連続繊維強化フィラメントを加熱溶融した造形材をノズルから吐出するヘッド部と、前記ヘッド部の前記ノズルを造形面に対して相対移動させる駆動機構と、設定された造形パスに沿って前記造形材を吐出させるように前記駆動機構を駆動する制御部と、を備える積層造形装置であって、
前記連続繊維強化フィラメントは、熱可塑性樹脂を含む基材と、前記基材中に含浸されて軸方向に延在する連続繊維を含む少なくとも1つの繊維束とを備え、
前記繊維束の前記連続繊維には、前記連続繊維強化フィラメントの軸芯を中心に20回/m以上、100回/m以下の撚りが付与されており、
前記制御部は、前記造形面上に湾曲形状又は屈曲形状を造形する際、前記造形面における前記造形パスを、前記繊維束がZ撚りの場合には、造形方向前方に向けて右側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにし、前記繊維束がS撚りの場合には、造形方向前方向けて左側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにして、前記湾曲形状又は前記屈曲形状を造形させる、
積層造形装置。
(3) 線状の連続繊維強化フィラメントを加熱溶融した造形材を、造形面上で造形パスに沿ってノズルから吐出させて、前記造形面上に湾曲形状又は屈曲形状を造形する積層造形手順を実行するプログラムであって、
前記連続繊維強化フィラメントは、熱可塑性樹脂を含む基材と、前記基材中に含浸されて軸方向に延在する連続繊維を含む少なくとも1つの繊維束とを備え、
前記繊維束の前記連続繊維には、前記連続繊維強化フィラメントの軸芯を中心に20回/m以上、100回/m以下の撚りが付与されており、
コンピュータに、
前記造形面における前記造形パスを、前記繊維束がZ撚りの場合には、造形方向前方に向けて右側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにし、前記繊維束がS撚りの場合には、造形方向前方向けて左側へ湾曲又は屈曲させながら前記造形材を吐出させるパスにして前記湾曲形状又は前記屈曲形状を造形する手順を実行させる、
プログラム。
【発明の効果】
【0009】
本発明によれば、造形パスの線間及び層間で力学的強度の低下を生じさせずに造形物を積層造形できる。
【図面の簡単な説明】
【0010】
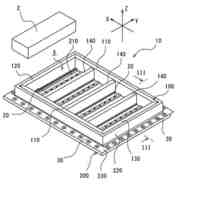
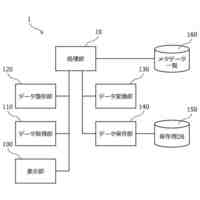
図1は、FDM方式の積層造形装置の概略構成図である。
図2Aは、フィラメントの軸方向に直交する径方向の概略断面図である。
図2Bは、フィラメントの軸方向に沿った側面図である。
図3は、フィラメント製造装置の模式的な構成図である。
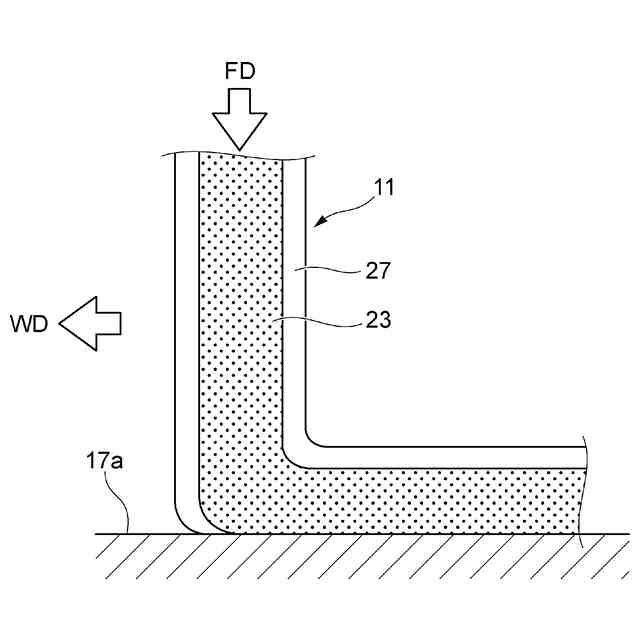
図4Aは、不図示のノズルからフィラメントを溶解した造形材が造形面上に吐出される様子を模式的に示す図であって、フィラメントの鉛直方向の断面を示す説明図である。
図4Bは、不図示のノズルからフィラメントを溶解した造形材が造形面上に吐出される様子を模式的に示す図であって、図4Aを平面視した場合の一部断面で示す概略平面図である。
図5は、フィラメント内の繊維束の強化用繊維をZ撚りにした場合の撚り方向を模式的に示す説明図である。
図6は、フィラメント内の繊維束の強化用繊維をS撚りにした場合の撚り方向を模式的に示す説明図である。
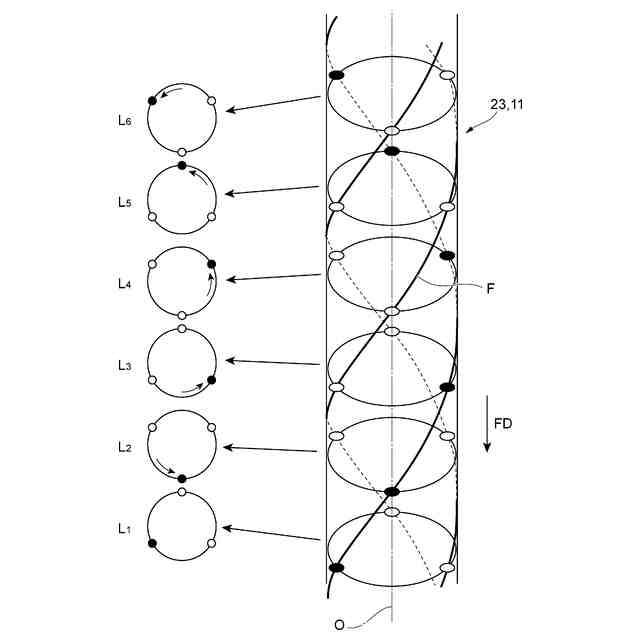
図7は、同じノズル位置における造形材内の繊維束のZ撚りされた強化用繊維が、フィラメントの送給に伴って、その配置位置が回転する方向を示す説明図である。
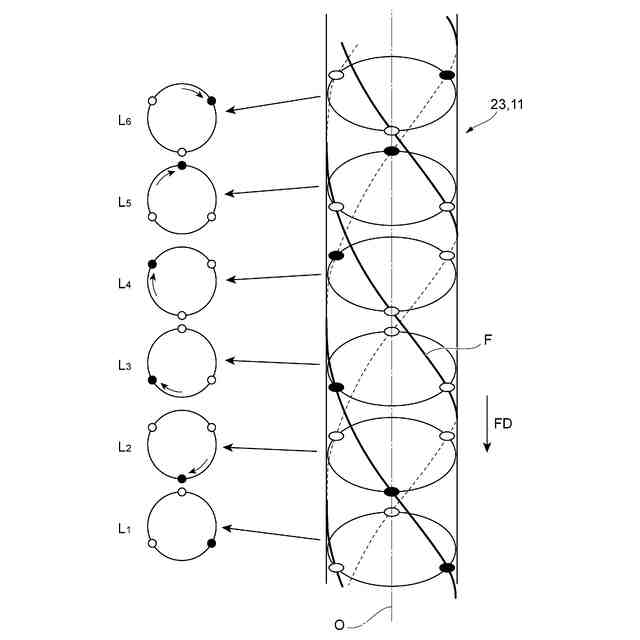
図8は、同じノズル位置における造形材内の繊維束のS撚りされた強化用繊維が、フィラメントの送給に伴って、その配置位置が回転する方向を示す説明図である。
図9は、強化用繊維がZ撚りの場合に、ヘッド部の移動方向が、時計回りの造形パスの場合と、反時計回りの造形パスの場合を示す説明図である。
図10は、強化用繊維がS撚りの場合に、ヘッド部の移動方向が、時計回りの造形パスの場合と、反時計回りの造形パスの場合を示す説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
異種金属接合継手
15日前
株式会社神戸製鋼所
自動車用バッテリーケース
3日前
株式会社神戸製鋼所
銅板部材及びその密着曲げ加工方法
1日前
株式会社神戸製鋼所
ワーク計測方法、および溶接システム
1日前
株式会社神戸製鋼所
滑り軸受焼付き予兆検知方法および該装置
1日前
株式会社神戸製鋼所
積層造形方法及び積層造形装置並びにプログラム
1日前
株式会社神戸製鋼所
データ変換装置、データ変換方法、及びプログラム
1日前
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
溶融紡糸設備
6か月前
津田駒工業株式会社
連続成形機
10か月前
シーメット株式会社
光造形装置
15日前
東レ株式会社
プリプレグテープ
3か月前
CKD株式会社
型用台車
22日前
グンゼ株式会社
ピン
29日前
株式会社日本製鋼所
押出機
3か月前
個人
射出ミキシングノズル
3か月前
株式会社FTS
成形装置
15日前
株式会社リコー
シート剥離装置
5か月前
東レ株式会社
一体化成形品の製造方法
5か月前
帝人株式会社
成形体の製造方法
6か月前
株式会社シロハチ
真空チャンバ
2か月前
三菱自動車工業株式会社
予熱装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社リコー
画像形成システム
1か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
トヨタ自動車株式会社
真空成形方法
7か月前
小林工業株式会社
振動溶着機
6か月前
KTX株式会社
シェル型の作製方法
6か月前
トヨタ自動車株式会社
真空成形装置
8か月前
株式会社城北精工所
押出成形用ダイ
9か月前
トヨタ自動車株式会社
3Dプリンタ
1か月前
東レ株式会社
溶融押出装置および押出方法
1日前
株式会社リコー
シート処理システム
4か月前
個人
ノズルおよび熱風溶接機
2日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ