TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025001790
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023101469
出願日
2023-06-21
発明の名称
第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法
出願人
横浜ゴム株式会社
代理人
個人
主分類
B23K
1/14 20060101AFI20241226BHJP(工作機械;他に分類されない金属加工)
要約
【課題】取り付け面にロウ材が流れ出でないようにした第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法を提供すること。
【解決手段】第1接合面1002が突き合わされる第2接合面1202の箇所で第2接合面1202と取り付け面1204との角部1210に、第2接合面1202側と取り付け面1204側とに開放され第1接合面1002と第2接合面1202とを突き合わせた状態で上方に開放された凹部18が形成される欠部1212を設ける。欠部1212により面積が削減した第2接合面1202の残りの面積を、第1接合面1002と炉中ロウ付けされることで十分な接合強度が得られる面積に設定する。第1接合面1002と第2接合面1202とを接合する際に、余ったロウ材16を凹部18に貯留し、ロウ材16の取り付け面1204への流れだしを阻止する。
【選択図】図1
特許請求の範囲
【請求項1】
第1部材の第1接合面に、第2部材の第2接合面を突き合わせた状態で前記第2部材は前記第2接合面に交差し上方に向いた取り付け面を有し、
前記第1接合面と前記第2接合面とを突き合わせた状態で前記第1接合面と前記第2接合面とを炉中ロウ付けにより接合して前記第1部材と前記第2部材とからなる第3部材を生産する方法であって、
前記第1接合面に突き合わされる前記第2接合面の箇所で前記第2接合面と前記取り付け面との角部に、前記第2接合面側と前記取り付け面側とに開放され前記第1接合面と前記第2接合面とを突き合わせた状態で上方に開放された凹部が形成される欠部を設けると共に、前記欠部により面積が削減した前記第2接合面の残りの面積を、前記第1接合面と炉中ロウ付けされることで十分な接合強度が得られる面積に設定し、
前記第1接合面と前記第2接合面とを炉中ロウ付けにより接合する際に、前記第1接合面と前記第2接合面とを接合するためのロウ材を除いて余った前記ロウ材を前記凹部に貯留し、前記ロウ材の前記取り付け面への流れだしを阻止するようにした、
ことを特徴とする第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法。
続きを表示(約 1,000 文字)
【請求項2】
前記第1接合面と前記第2接合面とは共に平面で形成されている、
ことを特徴とする請求項1記載の第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法。
【請求項3】
前記取り付け面は、前記第2接合面に直交する平面で形成されている、
ことを特徴とする請求項2記載の第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法。
【請求項4】
前記第2接合面は、前記第1接合面よりも大きな幅を有し、
前記欠部は、前記第1接合面が突き合わされる前記第2接合面の箇所のみに設けられている、
ことを特徴とする請求項2記載の第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法。
【請求項5】
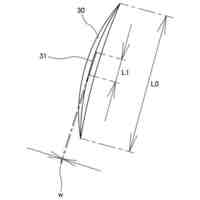
前記第1接合面と前記第2接合面とは互いに合わされる曲面で形成されている、
ことを特徴とする請求項1記載の第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法。
【請求項6】
前記欠部は、前記角部の延在方向に間隔をおいて複数設けられている、
ことを特徴とする請求項1記載の第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法。
【請求項7】
前記欠部は、前記角部から離れた前記第2接合面の箇所と、前記角部から離れた取り付け面の箇所とを接続する欠部底面を有し、
前記欠部底面と前記第2接合面との交点と、前記欠部底面と前記取り付け面1204の交点を通る想像線が前記第2接合面に対して交差する角度は30度から60度の範囲である、
ことを特徴とする請求項1記載の第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法。
【請求項8】
前記欠部底面は、前記欠部底面と前記第2接合面との交点から段階的に上方に変位する階段状に設けられている、
ことを特徴とする請求項7記載の第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法。
【請求項9】
前記第3の部材の量産の前に異なった重量の複数の前記ロウ材を用意し、それらロウ材を用いてそれぞれ前記第1接合面と前記第2接合面とを炉中ロウ付けし、
前記第1接合面と前記第2接合面とを接合するためのロウ材を除いて余った前記ロウ材が、前記凹部内に留まる重量のロウ材を、前記第3の部材の量産に用いる、
ことを特徴とする請求項1記載の第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、第1部材と第2部材とを炉中ロウ付けにより接合して第3部材を生産する方法に関する。
続きを表示(約 6,700 文字)
【背景技術】
【0002】
第1部材の第1接合面に、第2部材の第2接合面を突き合わせた状態で第2部材は第2接合面に交差し上方に向いた取り付け面を有し、第1接合面と第2接合面を突き合わせた状態で第1接合面と第2接合面とを炉中ロウ付けにより接合して第1部材と第2部材とからなる第3部材を生産する場合、取り付け面にある部材を取り付けるため、取り付け面に平面性や表面粗さなどが要求されている場合がある。
このような場合、取り付け面にロウ材が流れ出した際には、取り付け面の平面性や表面粗さを確保しつつ鋭利な刃物を用いてロウ材を取り付け面から取り除く面倒な作業が必要となる。
【先行技術文献】
【特許文献】
【0003】
特開2012-13289号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このような取り付け面を有する第3の部材を生産する場合、第1接合面と第2接合面との接合強度を確保しつつ、しかも、取り付け面にロウ材が流れ出さないように、用いるロウ材の重量管理を厳格に行なうと共に、取り付け面にロウ材が流れ出しているか否かを視認する必要があり、第3の部材の製造コストが増大する。
本発明は前記事情に鑑み案出されたものであって、第1接合面と第2接合面を突き合わせた状態で第1接合面と第2接合面とを炉中ロウ付けにより接合して第1部材と第2部材とからなる第3部材を生産するに際して、第1接合面と第2接合面との接合強度を確保しつつ取り付け面にロウ材が流れ出でないようにした第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法を提供することにある。
【課題を解決するための手段】
【0005】
上述した目的を達成するために、本発明の一実施の形態は、第1部材の第1接合面に、第2部材の第2接合面を突き合わせた状態で前記第2部材は前記第2接合面に交差し上方に向いた取り付け面を有し、前記第1接合面と前記第2接合面とを突き合わせた状態で前記第1接合面と前記第2接合面とを炉中ロウ付けにより接合して前記第1部材と前記第2部材とからなる第3部材を生産する方法であって、前記第1接合面に突き合わされる前記第2接合面の箇所で前記第2接合面と前記取り付け面との角部に、前記第2接合面側と前記取り付け面側とに開放され前記第1接合面と前記第2接合面とを突き合わせた状態で上方に開放された凹部が形成される欠部を設けると共に、前記欠部により面積が削減した前記第2接合面の残りの面積を、前記第1接合面と炉中ロウ付けされることで十分な接合強度が得られる面積に設定し、前記第1接合面と前記第2接合面とを炉中ロウ付けにより接合する際に、前記第1接合面と前記第2接合面とを接合するためのロウ材を除いて余った前記ロウ材を前記凹部に貯留し、前記ロウ材の前記取り付け面への流れだしを阻止するようにしたことを特徴とする。
また、本発明の一実施の形態は、前記第1接合面と前記第2接合面とは共に平面で形成されていることを特徴とする。
また、本発明の一実施の形態は、前記取り付け面は、前記第2接合面に直交する平面で形成されていることを特徴とする。
また、本発明の一実施の形態は、前記第2接合面は、前記第1接合面よりも大きな幅を有し、前記欠部は、前記第1接合面が突き合わされる前記第2接合面の箇所のみに設けられていることを特徴とする。
また、本発明の一実施の形態は、前記第1接合面と前記第2接合面とは互いに合わされる曲面で形成されていることを特徴とする。
また、本発明の一実施の形態は、前記欠部は、前記角部の延在方向に間隔をおいて複数設けられていることを特徴とする。
また、本発明の一実施の形態は、前記欠部は、前記角部から離れた前記第2接合面の箇所と、前記角部から離れた取り付け面の箇所とを接続する欠部底面を有し、前記欠部底面と前記第2接合面との交点と、前記欠部底面と前記取り付け面1204の交点を通る想像線が前記第2接合面に対して交差する角度は30度から60度の範囲であることを特徴とする。
また、本発明の一実施の形態は、前記欠部底面は、前記欠部底面と前記第2接合面との交点から段階的に上方に変位する階段状に設けられていることを特徴とする。
また、本発明の一実施の形態は、前記第3の部材の量産の前に異なった重量の複数の前記ロウ材を用意し、それらロウ材を用いてそれぞれ前記第1接合面と前記第2接合面とを炉中ロウ付けし、前記第1接合面と前記第2接合面とを接合するためのロウ材を除いて余った前記ロウ材が、前記凹部内に留まる重量のロウ材を、前記第3の部材の量産に用いることを特徴とする。
【発明の効果】
【0006】
本発明の一実施の形態によれば、炉中ロウ付け時、第1接合面と第2接合面とはロウ付けされて接合され、第1接合面と第2接合面と接合するのに必要なロウ材以外に余ったロウ材は凹部に貯留され、取り付け面上へのロウ材の流れ出しが阻止される。
炉中ロウ付け後、凹部内のロウ材すなわちフィレットを視認し、フィレットが凹部内に位置していれば、突き合わされた第1接合面と第2接合面の間に十分なロウ材が供給され、第1接合面と第2接合面とが十分な接合強度で接合されていることが判明し、フィレットが凹部内に位置していない場合にはロウ材が不足し接合強度が不十分であることが判明する。
したがって、フィレットが凹部内に位置する重量のロウ材を用いることで、取り付け面上にロウ材が流れ出ていない第3部材を、簡単に確実に生産する上で有利となる。
また、本発明の一実施の形態によれば、第1接合面と第2接合面とは共に平面で形成されていてもよく、取り付け面は、第2接合面に直交する平面で形成されていてもよい。
また、第2接合面が、第1接合面よりも大きな幅を有する場合、欠部は、第1接合面が突き合わされる第2接合面の箇所のみに設けてもよい。
また、本発明の一実施の形態によれば、第1接合面と第2接合面とは互いに合わされる曲面で形成されていてもよい。
また、欠部を、角部の延在方向に間隔をおいて複数設けると、隣り合う凹部の間に第2接合面を確保することができるので、取り付け面上にロウ材が流れ出ていない第3部材を簡単に確実に生産する上で有利となる効果に加え、第1接合面に接合される第2接合面の面積を増加する上でより有利となり、第1の部材と第2の部材の接合強度を高める上でより有利となる。
また、欠部底面と第2接合面との交点と、欠部底面と取り付け面の交点を通る想像線が第2接合面に対して交差する角度を30度から60度の範囲に設定すると、フィレットが凹部内のどこに位置しているかを視認しやすく、用いるロウ材の重量を、もう少し増やしたりあるいは減らしたりし、適正な重量に調節する上で有利となる。
また、欠部底面を、欠部底面と第2接合面との交点から段階的に上方に変位する階段状に設けると、フィレットが凹部内のどこに位置しているかをより容易に視認できるので、用いるロウ材の重量を適正な重量に調節する上で有利となり、第1接合面と第2接合面との接合強度を確保し、取り付け面上にロウ材が流れ出ていない第3部材を、簡単に確実に生産する上でより有利となる。
また、第1接合面と第2接合面とを接合するためのロウ材を除いて余ったロウ材が、凹部内に留まる重量のロウ材を第3の部材の量産に用いると、第1接合面と第2接合面の接合強度が確保され、しかも、取り付け面上にロウ材が流れ出ていない第3部材を、より簡単により確実に生産する上で有利となり、第3部材のコストを大幅に削減する上でより有利となる。
【図面の簡単な説明】
【0007】
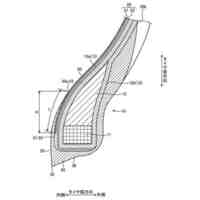
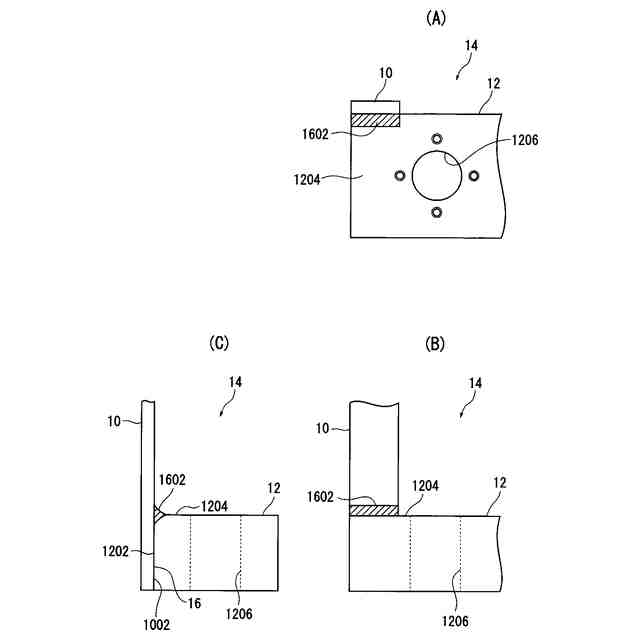
第1の実施の形態の第3部材の説明図で、(A)は平面図、(B)は正面図、(C)は側面図である。
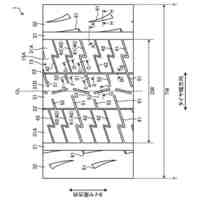
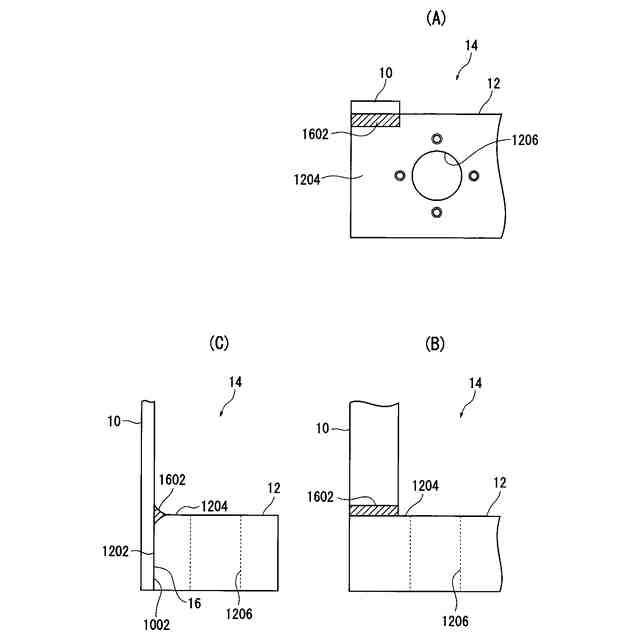
第1の実施の形態の第2部材の説明図で、(A)は平面図、(B)は一部断面正面図、(C)は側面図である。
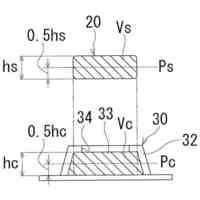
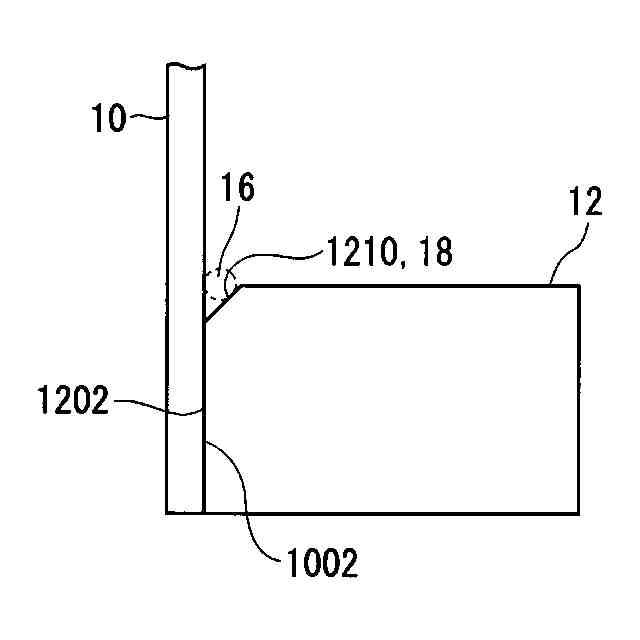
第1部材の第1接合面と第2部材の第2接合面とを突き合わせ凹部が形成された状態の正面図である。
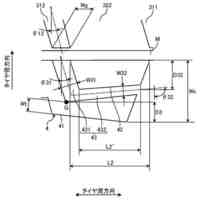
第1部材の第1接合面と第2部材の第2接合面とを炉中ロウ付けした際のフィレットの説明図である。
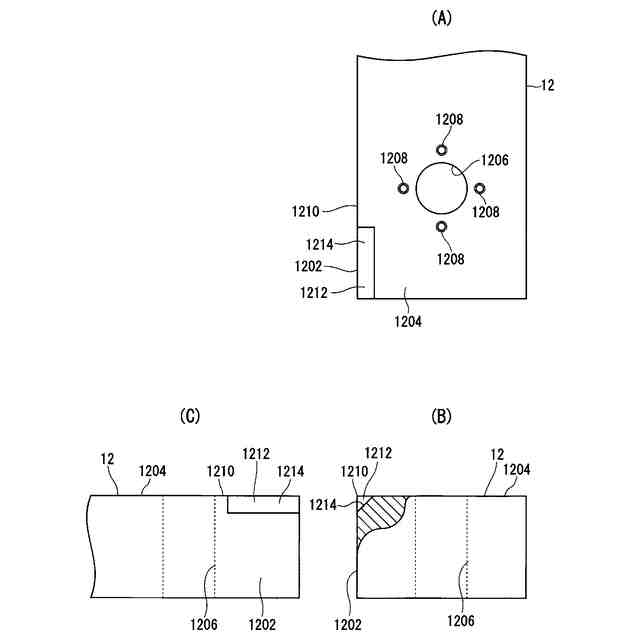
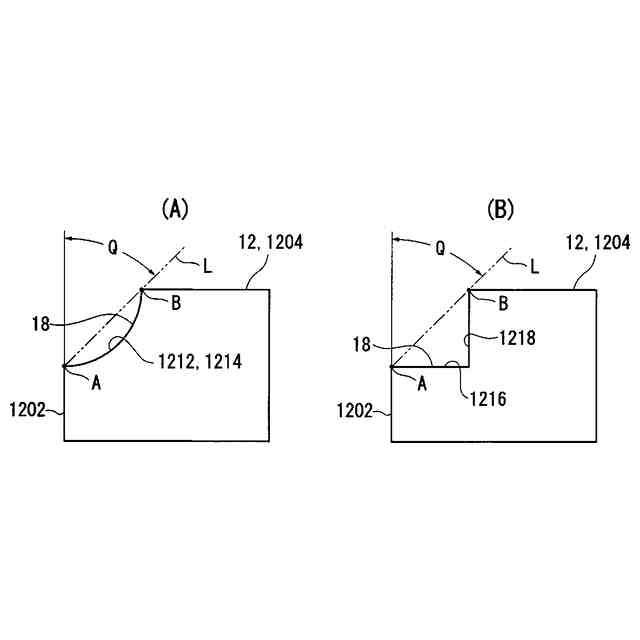
第2の実施の形態の欠部の説明図で、(A)は欠部底面が湾曲面で形成されている欠部、(B)は欠部底面が互いに直交する2つの平面で形成されている欠部を示している。
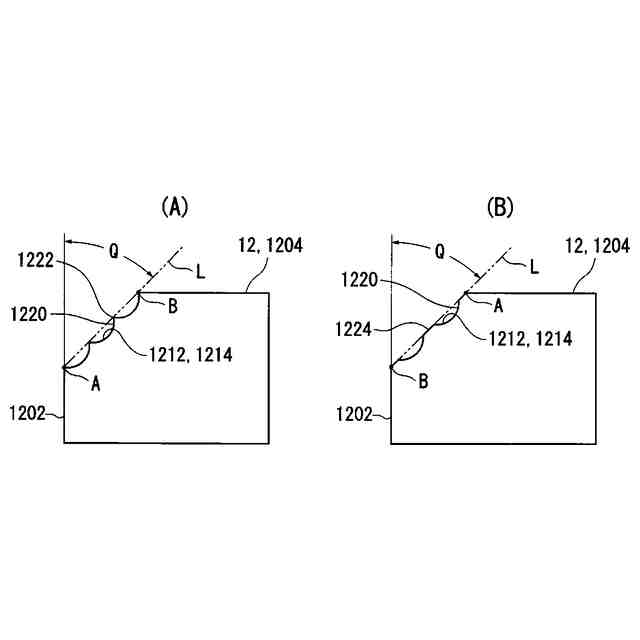
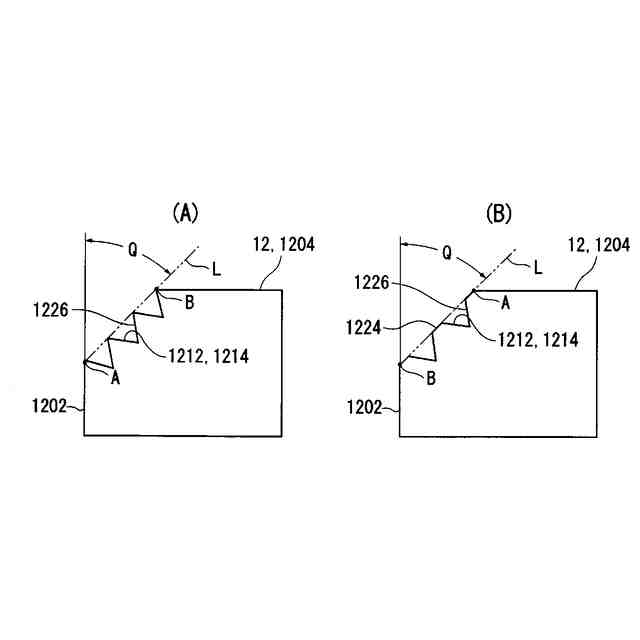
欠部底面が第2接合面の箇所から段階的に上方に変位する階段状に設けられた第3の実施の形態の欠部の説明図で、(A)は欠部底面が3つの湾曲面と、それら湾曲面の端部に位置する4つの突起とで構成された欠部を示し、(B)は欠部底面が2つの湾曲面と、それら湾曲面の間と両側の箇所に位置する3つの傾斜面とで構成された欠部を示している。
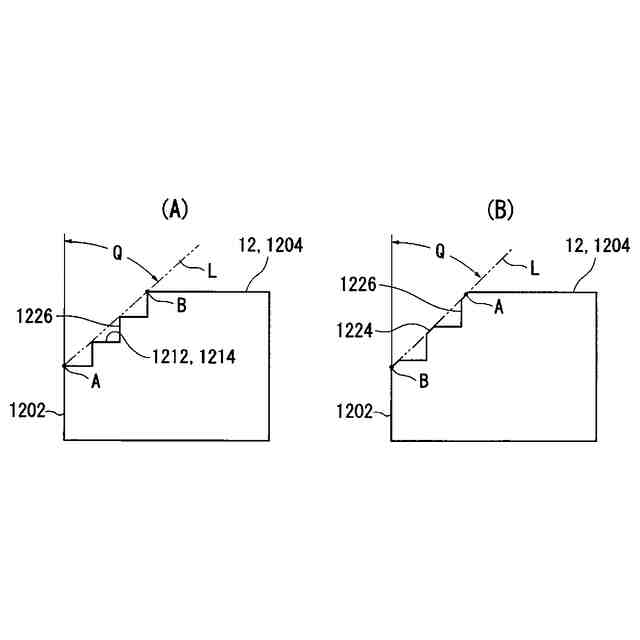
欠部底面が第2接合面の箇所から段階的に上方に変位する階段状に設けられた第3の実施の形態の欠部の説明図で、(A)は欠部底面が、溝面が90度で交差する3つのV溝で構成された欠部を示し、(B)は欠部底面が、溝面が90度で交差する2つのV溝により形成されると共にV溝の基端が傾斜面で形成された欠部を示している。
欠部底面が第2接合面の箇所から段階的に上方に変位する階段状に設けられた第3の実施の形態の欠部の説明図で、(A)は欠部底面が、溝面が鋭角で交差する3つのV溝で構成された欠部を示し、(B)は欠部底面が、溝面が鋭角で交差する2つのV溝により形成されると共にV溝の基端が傾斜面で形成された欠部を示している。
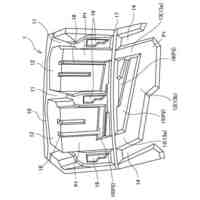
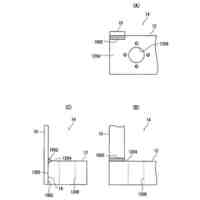
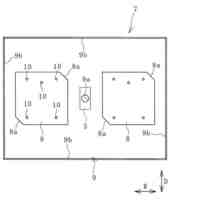
第4の実施の形態の第3部材の説明図で、(A)は平面図、(B)は正面図である。
第4の実施の形態の欠部の説明図で、(A)は第2部材の側面図、(B)は第2部材の正面図を示す。
第4の実施の形態の欠部の平面図で、(A)は図9、図10で用いた欠部で第2接合面側に開放状の矩形を呈しており、(B)は第2接合面側に開放状の半円弧状を呈しており、(C)は第2接合面側に開放状のV字状を呈している。
【発明を実施するための形態】
【0008】
以下、本発明の実施の形態を図示例と共に説明する。
まず、図1~図4を参照して第1の実施の形態について説明する。
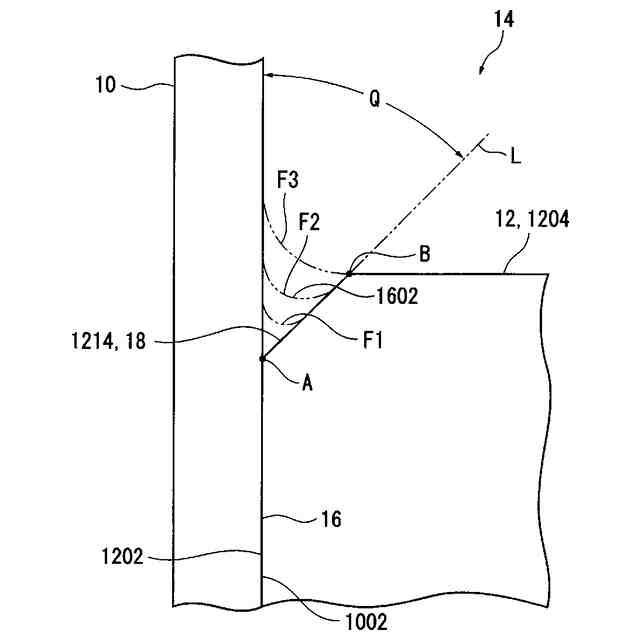
図1に示すように、第1部材10は金属製の板材からなるアームであり、第2部材12は金属製の板材からなる基板であり、第1部材10と第2部材12とが炉中ロウ付けされて第3部材14が生産される。
第1部材10の厚さ方向の一方の面は、平坦な第1接合面1002となっており、第2部材12の側面は、第1接合面1002が突き合わされ炉中ロウ付けされる平坦な第2接合面1202となっている。
図2に示すように、第2部材12は、第2接合面1202に直交する上方に向いた平坦な取り付け面1204を有し、取り付け面1204には孔1206が貫通形成され、また、孔1206の周囲に複数の雌ねじ1208が形成されている。
本実施の形態では、取り付け面1204は、配管のフランジが、雌ねじに螺合する不図示の複数のボルトや不図示のシール材を介して液密に結合される箇所であり、平面性や表面粗さが確保されロウ材16(図1(C)参照)が流れ出てはいけない箇所となっている。
【0009】
図2に示すように、第1接合面1002が突き合わされる第2接合面1202の箇所で第2接合面1202と取り付け面1204との角部1210に、第2接合面1202側と取り付け面1204側とに開放された欠部1212が設けられている。
なお、欠部1212は、角部1210の全長にわたって設けてもよいが、本実施の形態では、第1接合面1002が突き合わされる第2接合面1202の箇所の角部1210のみに設けられている。
図3に示すように、この欠部1212は、第1接合面1002と第2接合面1202とを突き合わせた状態で上方に開放された凹部18を構成する。
図2に示すように、欠部1212は、角部1210から離れた第2接合面1202の箇所と、角部1210から離れた取り付け面1204の箇所とを接続し第2接合面1202に対して傾斜した欠部底面1214を有している。
本実施の形態では、欠部底面1214は、角部1210から離れた第2接合面1202の箇所から次第に上昇する平面からなる傾斜面で形成されている。
ここで、欠部1212を設けることで第2接合面1202の面積は削減するが、欠部1212により削減された第2接合面1202の残りの面積は、第1接合面1002と炉中ロウ付けされることで十分な接合強度が得られる面積に設定されている。
【0010】
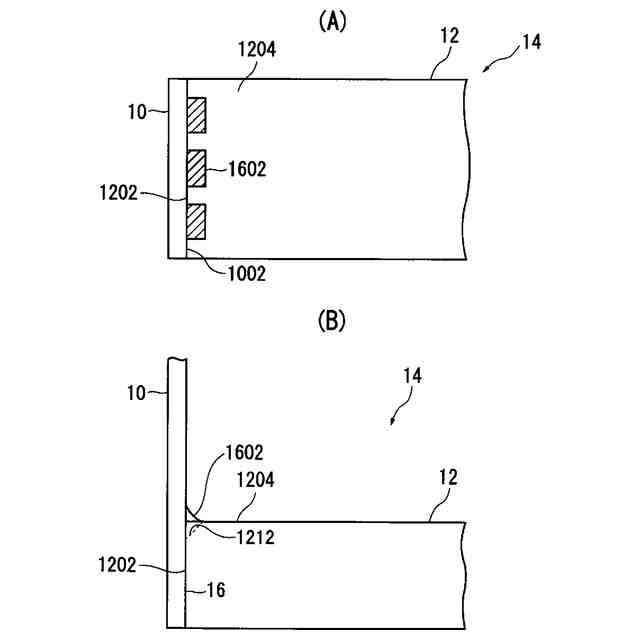
本実施の形態では、図3に示すように、第1接合面1002と第2接合面1202とを突き合わせた状態とし、例えば想像線で示す丸棒状のロウ材16を凹部18上に載置し、炉中ロウ付けする。
炉中ロウ付け時、第1接合面1002と第2接合面1202とはロウ付けされて接合され、第1接合面1002と第2接合面1202からはみ出したロウ材16、言い換えると、第1接合面1002と第2接合面1202と接合するのに必要なロウ材16以外に余ったロウ材16がフィレット1602として凹部18に貯留される。
したがって、取り付け面1204へのロウ材16の流れ出しが凹部18により阻止され、取り付け面1204の平面性や表面粗さが確保される。したがって、配管のフランジをシール材を介して取り付け面1204に簡単に確実に液密に結合することが可能となる。
また、炉中ロウ付けしたならば、凹部18内のロウ材16すなわちフィレット1602を視認する。
すなわち、図4にF1、F2、F3に示すようにフィレット1602が凹部18内に位置していれば、突き合わされた第1接合面1002と第2接合面1202の間に十分なロウ材16が供給され、第1接合面1002と第2接合面1202とが十分な接合強度で接合されていることが判明し、また、フィレット1602が凹部18内に位置していない場合にはロウ材16が不足し接合強度が不十分であることが判明する。
すなわち、フィレット1602が凹部18内に位置していることを視認することで、第1接合面1002と第2接合面1202とが十分な接合強度で接合されている第3部材14を、簡単に確実に生産する上で有利となる。
したがって、本実施の形態によれば、第1接合面1002と第2接合面1202との接合に余ったロウ材16を凹部18に貯留することで、取り付け面1204上へロウ材16が流れ出ることを防止し、1接合面1002と第2接合面1202とが十分な接合強度で接合されている第3部材14を簡単に確実に生産する上で有利となる。
この場合、フィレット1602が凹部18内のどこに位置しているかを簡単に視認できるように、また、取り付け面1204の面積が確保されるように、図4に示すように、欠部底面1214と第2接合面1202との交点Aと、欠部底面1214と取り付け面1204との交点Bを通る想像線Lが第2接合面1202に対して交差する角度θは、30度から60度の範囲内であることが好ましい。本実施の形態では45度としており、したがって欠部底面1214は45度の傾斜面で形成されている。
なお、角度θが30度よりも小さいと、フィレット1602が凹部18内のどこに位置しているかを簡単に視認しにくくなり、また、角度θが60度を超えると、取り付け面1204の面積が減少する度合いが急激に大きくなる。
したがって、角度θを30度から60度の範囲内にすると、用いるロウ材16の重量を、もう少し増やしたりあるいは減らしたりするなど、適正な重量に簡単に確実に調節する上で有利となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
2か月前
横浜ゴム株式会社
タイヤ
20日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
27日前
横浜ゴム株式会社
タイヤ
27日前
横浜ゴム株式会社
タイヤ
27日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
ゴム組成物
1か月前
横浜ゴム株式会社
ゴム組成物
1か月前
横浜ゴム株式会社
ゴム組成物
27日前
横浜ゴム株式会社
重荷重用タイヤ
1か月前
横浜ゴム株式会社
靴底用ゴム組成物
27日前
横浜ゴム株式会社
タイヤ用ゴム組成物
2か月前
横浜ゴム株式会社
キャップトレッドゴム
1か月前
横浜ゴム株式会社
ビードフィラー用ゴム組成物
2か月前
横浜ゴム株式会社
タイヤ用ゴム組成物及びタイヤ
29日前
横浜ゴム株式会社
ゴム組成物及び冷媒輸送ホース
24日前
横浜ゴム株式会社
タイヤの成形装置および製造方法
2か月前
横浜ゴム株式会社
ゴムと金属との接着性の評価方法
2か月前
横浜ゴム株式会社
ゴム混合方法及び密閉式ゴム混合機
20日前
横浜ゴム株式会社
未加硫混練りゴムの加工方法およびシステム
2か月前
横浜ゴム株式会社
未加硫混練りゴムの加工方法およびシステム
2か月前
横浜ゴム株式会社
未加硫混練りゴムの加工方法およびシステム
2か月前
横浜ゴム株式会社
ゴム中のフィラー凝集体の分散状態の評価方法
27日前
横浜ゴム株式会社
未加硫ゴム部材の接合方法および接合システム
1か月前
横浜ゴム株式会社
冷媒輸送ホース用熱可塑性樹脂組成物および冷媒輸送ホース
1か月前
横浜ゴム株式会社
第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法
1か月前
横浜ゴム株式会社
タイヤ成形用金型およびそれを用いたタイヤの製造方法ならびにタイヤ
20日前
横浜ゴム株式会社
摩擦試験用サンプルの製造方法およびそのサンプル並びに摩擦試験方法
7日前
横浜ゴム株式会社
ブロックポリブタジエンの製造方法、ブロックポリブタジエン、及び、ゴム組成物
2か月前
横浜ゴム株式会社
通信用アンテナを備えたドローンおよびこのドローンを用いた監視システム並びに監視方法
1か月前
イナバゴム株式会社
グリップ圧測定センサ及びグリップ圧測定装置
14日前
個人
作業用治具
3か月前
個人
スラッジ除去装置
14日前
個人
トーチノズル
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ