TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024168207
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023084686
出願日
2023-05-23
発明の名称
未加硫混練りゴムの加工方法およびシステム
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29C
48/92 20190101AFI20241128BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】多数種類の未加硫混練りゴムの特徴量に適した加工条件を簡便に決定して、加工された未加硫混練りゴムを効率的に製造できる加工方法およびシステムを提供する。
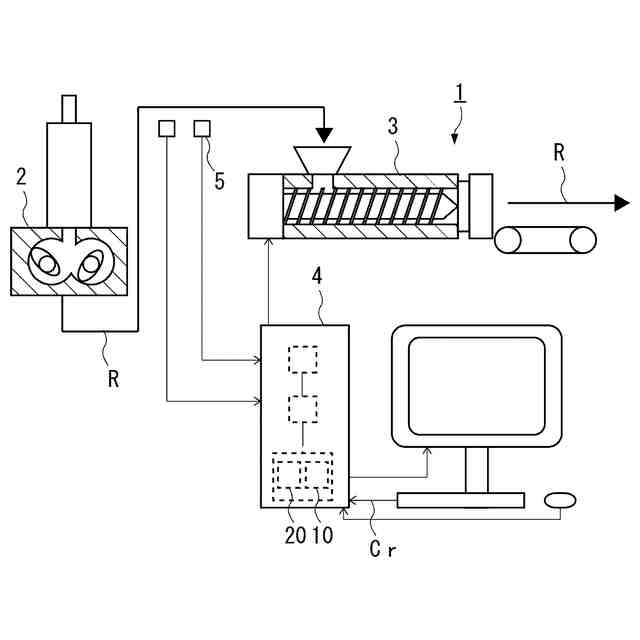
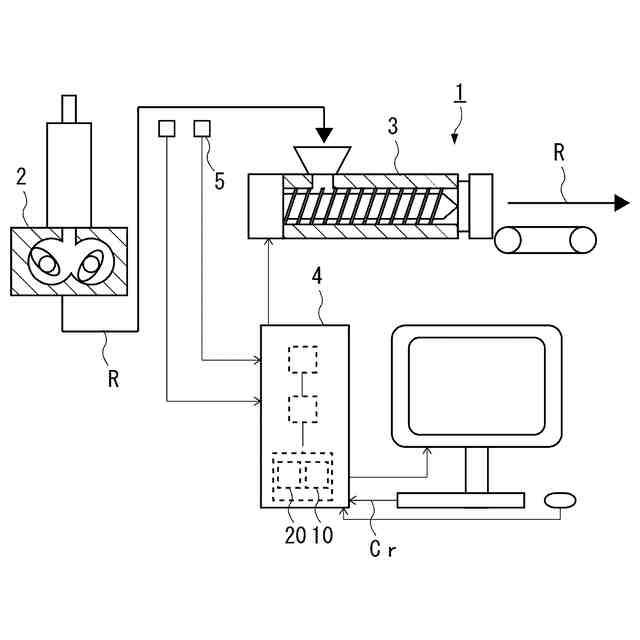
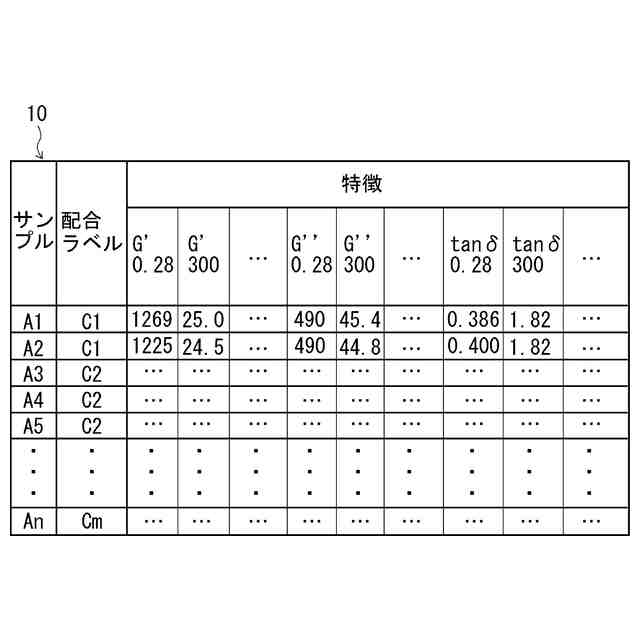
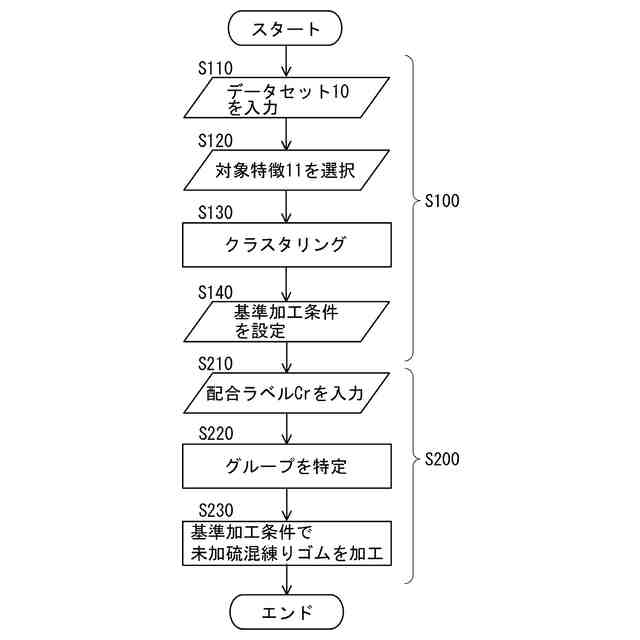
【解決手段】準備段階S100として、データセット10を演算装置4に入力し、データセット10から選択された対象特徴11の特徴量に基づいて、クラスタリングを行って、データセット10を複数のグループに分類して、それぞれのグループ毎に加工装置3で未加硫混練りゴムを良品に加工できる基準加工条件を予め設定して演算装置4に入力しておき、加工工程S200では、未加硫混練りゴムRの配合ラベルCrを演算装置4に入力し、複数のグループの中から、入力した配合ラベルCrが分類されているグループを特定し、特定したそのグループに対して設定されている基準加工条件で未加硫混練りゴムRを加工装置3により加工する。
【選択図】図1
特許請求の範囲
【請求項1】
混練機による混練り工程を経た未加硫混練りゴムを加工装置に投入し、前記加工装置を演算装置により制御して、前記演算装置に入力した加工条件で前記未加硫混練りゴムを前記加工装置により加工する未加硫混練りゴムの加工方法において、
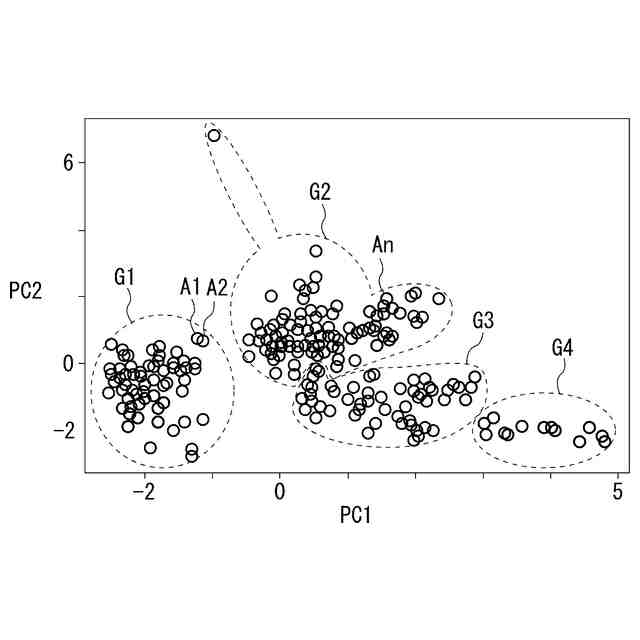
準備段階として、配合を異ならせた多数種類の前記未加硫混練りゴムについて前記加工装置に投入される前にその特徴を示す特徴量を多数種類の特徴に対して取得してその未加硫混練りゴムの配合を特定する配合ラベルとともにデータセットとして前記演算装置に入力し、前記データセットから複数種類の前記特徴を対象特徴として選択して、前記演算装置を用いてそれぞれの前記対象特徴の前記特徴量に基づいて、教師なし機械学習による分類を行って、前記データセットを同じ前記配合ラベル単位で複数のグループに分類して、前記データセットに存在する前記配合ラベルの種類数よりも少ない数の前記グループを形成し、
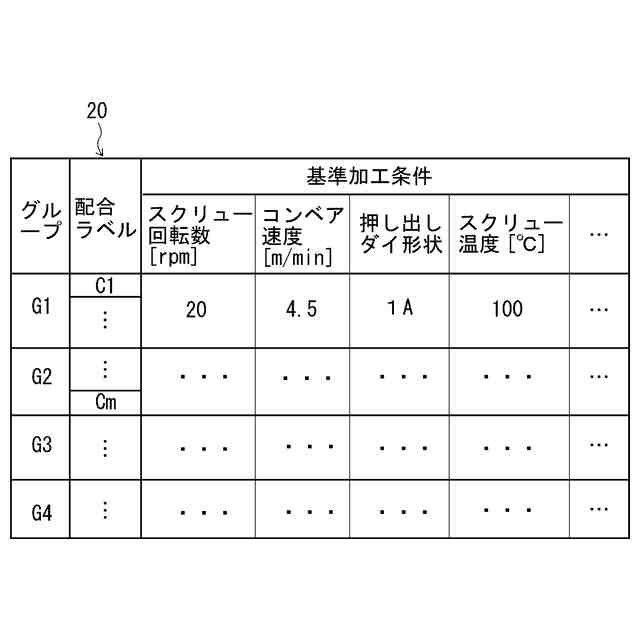
それぞれの前記グループ毎に前記加工装置で前記未加硫混練りゴムを良品に加工できる基準加工条件を予め設定して前記演算装置に入力しておき、
前記準備段階の完了後に、前記未加硫混練りゴムを前記加工装置により加工する際には、前記加工装置に投入されるその未加硫混練りゴムの前記配合ラベルを前記演算装置に入力し、複数の前記グループの中から、入力した前記配合ラベルが分類されているグループを特定し、特定したそのグループに対して設定されている前記基準加工条件で前記加工装置に投入されるその未加硫混練りゴムを前記加工装置により加工する未加硫混練りゴムの加工方法。
続きを表示(約 1,500 文字)
【請求項2】
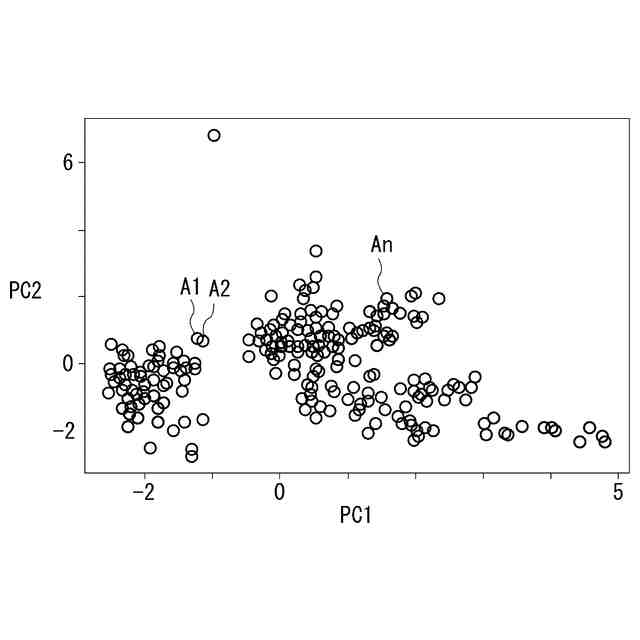
教師なし機械学習による前記分類は、それぞれの前記対象特徴に対する主成分分析による次元削減を行って得られた多数種類の前記未加硫混練りゴムの主成分得点に基づいて行う請求項1に記載の未加硫混練りゴムの加工方法。
【請求項3】
前記データセットには、同一の特徴種で変形程度が異なる複数の変形領域のそれぞれに前記特徴量を有する前記特徴が存在していて、複数の前記変形領域のそれぞれに前記特徴量を有する前記特徴種を前記対象特徴として選択する場合には、それぞれの前記変形領域を個別の前記特徴として扱って前記対象特徴として選択する請求項1または2に記載の未加硫混練りゴムの加工方法。
【請求項4】
前記対象特徴の選択では、前記未加硫混練りゴムの粘弾性特性を示す複数の前記特徴を有する特徴群と粘性特性を示す複数の前記特徴を有する特徴群と回転振動によって得られるトルク特性を示す複数の前記特徴を有する特徴群の中から少なくとも二つの前記特徴郡を選択して、選択したそれぞれの前記特徴郡の中から少なくとも一つの前記特徴を前記対象特徴として選択する請求項1または2に記載の未加硫混練りゴムの加工方法。
【請求項5】
前記配合ラベルの種類を前記特徴と見做して、前記対象特徴として選択する請求項1または2に記載の未加硫混練りゴムの加工方法。
【請求項6】
前記加工装置が押出機の場合には、前記加工条件がスクリュー温度、コンベヤ速度、押し出ダイ形状、スクリュー温度、および、シリンダ温度であり、前記加工装置が圧延機の場合には、前記加工条件がコンベヤ速度、クーリングドラム温度、ロール間ギャップ、ロール速度、および、切り出し幅であり、前記加工装置が加硫装置の場合には、前記加工条件が加硫温度、加硫圧力、および、加硫時間である請求項1または2に記載の未加硫混練りゴムの加工方法。
【請求項7】
混練機による混練り工程を経た未加硫混練りゴムが投入される加工装置と、前記加工装置を制御する演算装置とを備えて、前記演算装置に入力された加工条件で前記未加硫混練りゴムが前記加工装置により加工される未加硫混練りゴムの加工システムにおいて、
前記演算装置には、配合を異ならせた多数種類の前記未加硫混練りゴムについて前記加工装置に投入される前にその特徴を示す特徴量が多数種類の特徴に対して取得されてその未加硫混練りゴムの配合を特定する配合ラベルとともにデータセットとして入力されていて、前記データセットから対象特徴として選択された複数種類の前記特徴の前記特徴量に基づいて、前記演算装置を用いて教師なし機械学習による分類が行われることにより、前記データセットが同じ前記配合ラベル単位で複数のグループに分類されて、前記データセットに存在する前記配合ラベルの種類数よりも少ない数の前記グループが形成されていて、
それぞれの前記グループ毎に前記加工装置で前記未加硫混練りゴムを良品に加工できる基準加工条件が予め設定されて前記演算装置に入力されていて、
前記未加硫混練りゴムを前記加工装置により加工する際には、前記加工装置に投入されるその未加硫混練りゴムの前記配合ラベルが前記演算装置に入力されて、複数の前記グループの中から、入力した前記配合ラベルが分類されているグループが特定されて、特定されたそのグループに対して設定されている前記基準加工条件で前記加工装置に投入されるその未加硫混練りゴムが前記加工装置により加工される未加硫混練りゴムの加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、未加硫混練りゴムの加工方法およびシステムに関し、より詳しくは、配合が異なる多数種類の未加硫混練りゴムについて、それぞれのゴムの特徴量(ゴム物性値)に適した加工条件を簡便に決定して、所望の仕様に加工された未加硫混練りゴムを効率的に製造できる未加硫混練りゴムの加工方法およびシステムに関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
混練機による混練り工程を経た未加硫混練りゴムは、押出機、圧延機、加硫装置などの加工装置により所望の仕様に加工される。それぞれの加工工程では、未加硫混練りゴムを所望の仕様に加工するために適切な加工条件が設定されている(例えば、特許文献1参照)。特許文献1に記載の発明では、押し出された未加硫ゴムの寸度および形状を維持するために、未加硫ゴムの物性や環境条件を含む特性に合わせて、押出速度およびコンベヤの搬送速度の速度変更パターンを定めている。
【0003】
タイヤなどのゴム製品の製造現場では、配合が異なる多数種類の未加硫混練りゴムが使用されているので、個別の未加硫混練りゴム毎にそのゴム物性などに応じて押出速度などの加工条件を変更すると変更作業や確認作業が煩雑になる。未加硫混練りゴムの特徴量が類似していれば同じ加工条件にすることで概ね同品質に加工することができる。したがって、配合が異なる多数種類の未加硫混練りゴムについて、それぞれのゴムの特徴量に適した加工条件を簡便に決定して、所望する仕様に加工された未加硫混練りゴムを効率的に製造するには改善の余地がある。
【先行技術文献】
【特許文献】
【0004】
特開平7-60821号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、配合が異なる多数種類の未加硫混練りゴムについて、それぞれのゴムの特徴量に適した加工条件を簡便に決定して、所望する仕様に加工された未加硫混練りゴムを効率的に製造する未加硫混練りゴムの加工方法およびシステムを提供することである。
【課題を解決するための手段】
【0006】
上記の目的を達成する本発明の未加硫混練りゴムの加工方法は、混練機による混練り工程を経た未加硫混練りゴムを加工装置に投入し、前記加工装置を演算装置により制御して、前記演算装置に入力した加工条件で前記未加硫混練りゴムを前記加工装置により加工する未加硫混練りゴムの加工方法において、準備段階として、配合を異ならせた多数種類の前記未加硫混練りゴムについて前記加工装置に投入される前にその特徴を示す特徴量を多数種類の特徴に対して取得してその未加硫混練りゴムの配合を特定する配合ラベルとともにデータセットとして前記演算装置に入力し、前記データセットから複数種類の前記特徴を対象特徴として選択して、前記演算装置を用いてそれぞれの前記対象特徴の前記特徴量に基づいて、教師なし機械学習による分類を行って、前記データセットを同じ前記配合ラベル単位で複数のグループに分類して、前記データセットに存在する前記配合ラベルの種類数よりも少ない数の前記グループを形成し、それぞれの前記グループ毎に前記加工装置で前記未加硫混練りゴムを良品に加工できる基準加工条件を予め設定して前記演算装置に入力しておき、前記準備段階の完了後に、前記未加硫混練りゴムを前記加工装置により加工する際には、前記加工装置に投入されるその未加硫混練りゴムの前記配合ラベルを前記演算装置に入力し、複数の前記グループの中から、入力した前記配合ラベルが分類されているグループを特定し、特定したそのグループに対して設定されている前記基準加工条件で前記加工装置に投入されるその未加硫混練りゴムを前記加工装置により加工することを特徴とする。
【0007】
本発明の未加硫混練りゴムの加工システムは、混練機による混練り工程を経た未加硫混練りゴムが投入される加工装置と、前記加工装置を制御する演算装置とを備えて、前記演算装置に入力された加工条件で前記未加硫混練りゴムが前記加工装置により加工される未加硫混練りゴムの加工システムにおいて、前記演算装置には、配合を異ならせた多数種類の前記未加硫混練りゴムについて前記加工装置に投入される前にその特徴を示す特徴量が多数種類の特徴に対して取得されてその未加硫混練りゴムの配合を特定する配合ラベルとともにデータセットとして入力されていて、前記データセットから対象特徴として選択された複数種類の前記特徴の前記特徴量に基づいて、前記演算装置を用いて教師なし機械学習による分類が行われることにより、前記データセットが同じ前記配合ラベル単位で複数のグループに分類されて、前記データセットに存在する前記配合ラベルの種類数よりも少ない数の前記グループが形成されていて、それぞれの前記グループ毎に前記加工装置で前記未加硫混練りゴムを良品に加工できる基準加工条件が予め設定されて前記演算装置に入力されていて、前記未加硫混練りゴムを前記加工装置により加工する際には、前記加工装置に投入されるその未加硫混練りゴムの前記配合ラベルが前記演算装置に入力されて、複数の前記グループの中から、入力した前記配合ラベルが分類されているグループが特定されて、特定されたそのグループに対して設定されている前記基準加工条件で前記加工装置に投入されるその未加硫混練りゴムが前記加工装置により加工されることを特徴とする。
【発明の効果】
【0008】
本発明によれば、分類した同一のグループに属する未加硫混練りゴムどうしはその特徴量どうしが類似するため、同じ加工条件であれば概ね同品質に加工できる。そして、それぞれのグループ毎に適した基準加工条件を予め設定しているので、未加硫混練りゴムを加工装置で加工する際には、その未加硫混練りゴムの配合を特定する配合ラベルを入力するだけで、それぞれの配合の未加硫混練りゴムに適した加工条件を予め設定している基準加工条件として簡便に演算装置を用いて決定できる。これにより、個別の未加硫混練りゴム毎にそのゴム物性などに応じた加工条件の変更作業や確認作業を大幅に削減できるので、所望の仕様に加工された未加硫混練りゴムを効率的に製造できる。
【図面の簡単な説明】
【0009】
未加硫混練りゴムの加工システムの実施形態を例示する説明図である。
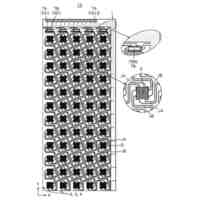
データセットを例示する説明図である。
未加硫混練りゴムの加工方法の実施形態の手順を例示するフロー図である。
主成分分析の結果を例示する説明図である。
クラスタリングの結果を例示する説明図である。
プリセットデータを例示する説明図である。
【発明を実施するための形態】
【0010】
以下、本発明の未加硫混練りゴムの加工方法およびシステムを、図に示す実施形態に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
音響材
今日
横浜ゴム株式会社
音響材
今日
横浜ゴム株式会社
音響材
今日
横浜ゴム株式会社
タイヤ
3日前
横浜ゴム株式会社
タイヤ
27日前
横浜ゴム株式会社
水中音響材
3日前
横浜ゴム株式会社
ゴム組成物、積層体及びホース
6日前
横浜ゴム株式会社
ゴム組成物及び冷媒輸送ホース
1か月前
横浜ゴム株式会社
加硫ゴムの動摩擦特性の把握方法
6日前
横浜ゴム株式会社
ゴム混合方法及び密閉式ゴム混合機
27日前
横浜ゴム株式会社
摩擦試験用サンプルの製造方法およびそのサンプル並びに摩擦試験方法
14日前
横浜ゴム株式会社
タイヤ成形用金型およびそれを用いたタイヤの製造方法ならびにタイヤ
27日前
イナバゴム株式会社
グリップ圧測定センサ及びグリップ圧測定装置
21日前
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
プリプレグテープ
5か月前
CKD株式会社
型用台車
2か月前
シーメット株式会社
光造形装置
1か月前
個人
射出ミキシングノズル
4か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
27日前
個人
樹脂可塑化方法及び装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
成形装置
1か月前
東レ株式会社
一体化成形品の製造方法
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社神戸製鋼所
混練機
7日前
株式会社日本製鋼所
押出成形装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社リコー
画像形成システム
2か月前
株式会社FTS
セパレータ
21日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
シート処理システム
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ