TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024175813
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023093845
出願日
2023-06-07
発明の名称
未加硫ゴム部材の接合方法および接合システム
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
B29D
30/06 20060101AFI20241212BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】未加硫ゴム部材の後端部と次に供給される未加硫ゴム部材の先端部とを、ずれ無く且つ迅速に接合できる未加硫ゴム部材の接合方法および接合システムを提供する。
【解決手段】未加硫ゴム部材の供給方向に延在して上方を開口したガイド溝11を有する接合ガイド10を使用し、ガイド溝11の幅寸法を未加硫ゴム部材R1、R2の幅方向ずれを規制する所定寸法に設定し、先の部材R1を繰り出しているリール4と接合ガイド10との間で押え部6により先の部材R1を挟持して、押え部6と接合ガイド10との間で張設した先の部材R1を切断した後、先の部材R1を前方に移動させて切断した後端をガイド溝11の所定位置に位置決めし、次の部材R2の把持部7の前方に突出させている部分をガイド溝11に挿入して、先の部材R1の後端部と次の部材R2の先端部を重ね、この重ねた部分を下方移動させた押圧部14で押圧して圧着接合する。
【選択図】図11
特許請求の範囲
【請求項1】
先に供給されている未加硫ゴム部材を先の部材とし、次に供給される未加硫ゴム部材を次の部材として、前記先の部材と前記次の部材をそれぞれ個別にストックされているリールから繰り出して、前記先の部材の後端部と前記次の部材の先端部とを接合して、前記後端部と前記先端部とが接合された未加硫ゴム部材を連続的に次工程に供給する未加硫ゴム部材の接合方法において、
前記未加硫ゴム部材の供給方向に延在して上方を開口したガイド溝を有する接合ガイドを使用し、前記ガイド溝の幅寸法を前記未加硫ゴム部材の幅方向ずれを規制する所定寸法に設定し、
前記先の部材を、前記ガイド溝を通過させて前記次工程に供給している間に、前記次の部材の先端部を把持部により把持して前記把持部の前方に予め所定長さ突出させた状態で待機し、
前記先の部材を所定長さ供給した時点で、前記先の部材を繰り出している前記リールと前記接合ガイドとの間で前記先の部材を押え部により挟持してその押え部と前記接合ガイドとの間で前記先の部材を張設した状態にして、その押え部と前記接合ガイドの間で前記先の部材を切断した後、前記先の部材を前方に移動させてその切断した後端を前記ガイド溝の所定位置に位置決めし、
次いで、前記把持部を下方移動させて、前記次の部材の前記把持部の前方に突出させている部分を前記ガイド溝に挿入して前記先の部材の後端部に重ねて配置し、
次いで、押圧部を下方移動させて前記ガイド溝に挿入することで、重ねている後端部と前記先端部とを前記押圧部により押圧して圧着接合し、
次いで、前記押圧部を上方移動させて押圧を解除し、かつ、前記次の部材に対する前記把持部による把持を解除して、前記後端部と前記先端部とが接合された前記未加硫ゴム部材を、前記ガイド溝を通過させて前記次工程に供給する未加硫ゴム部材の接合方法。
続きを表示(約 1,300 文字)
【請求項2】
前記ガイド溝の供給方向後端部に、平面視で後端に向かって広がる拡張部を形成しておく請求項1に記載の未加硫ゴム部材の接合方法。
【請求項3】
前記ガイド溝に、正面視で上端に向かって広がる拡張部を形成しておく請求項1または2に記載の未加硫ゴム部材の接合方法。
【請求項4】
前記押え部が対向する回転ローラと押え板とを有し、前記回転ローラと前記押え板の少なくとも一方を互いの対向間隔を変化させるように移動させる構成にして、前記対向間隔を小さくすることで前記先の部材を前記押え部により挟持する請求項1または2に記載の未加硫ゴム部材の接合方法。
【請求項5】
先に供給されている未加硫ゴム部材を先の部材とし、次に供給される未加硫ゴム部材を次の部材として、前記先の部材と前記次の部材がそれぞれ個別にストックされているリールと、それぞれの前記リールから前記先の部材、前記次の部材を繰り出す繰りプルドラムと、繰出された前記先の部材の後端部と前記次の部材の先端部とを接合する接合手段と、前記後端部と前記先端部とが接合された未加硫ゴム部材が前記プルドラムを用いて連続的に次工程に供給される未加硫ゴム部材の接合システムにおいて、
前記接合手段として、前記未加硫ゴム部材の供給方向に延在して上方を開口したガイド溝を有する接合ガイドと、下方移動して前記ガイド溝に少なくとも一部が挿入される押圧部とを有し、
前記先の部材を前記ガイド溝を通過させて前記次工程に供給している間に前記次の部材の先端部を把持する把持部と、
前記先の部材を所定長さ供給した時点で、前記先の部材を繰り出している前記リールと前記接合ガイドとの間で前記先の部材を押え部により挟持してその押え部と前記接合ガイドとの間で前記先の部材を張設した状態にするテンショナーと、
張設した状態にした前記先の部材を、前記押え部と前記接合ガイドとの間で切断するカッターと、を備えて、
前記ガイド溝の幅寸法が前記未加硫ゴム部材の幅方向ずれを規制する所定寸法に設定されていて、
前記次の部材の先端部が前記把持部により把持されて前記把持部の前方に予め所定長さ突出した状態で待機され、
前記カッターにより切断された前記先の部材が前記プルドラムを用いて前方に移動されて、切断されたその後端が前記ガイド溝の所定位置に位置決めされて、
前記把持部が下方移動されて、前記次の部材の前記把持部の前方に突出させている部分が前記ガイド溝に挿入されて前記先の部材の後端部に重ねて配置された状態が維持されて、重ねて配置されている前記後端部と前記先端部とが下方移動する前記押圧部により押圧されることで圧着接合されて、
前記押圧部が上方移動されて前記押圧部による押圧が解除されて、かつ、前記次の部材に対する前記把持部による把持が解除された後に、前記後端部と前記先端部とが接合された前記未加硫ゴム部材が、前記プルドラムを用いて前記ガイド溝を通過して前記次工程に供給される未加硫ゴム部材の接合システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、未加硫ゴム部材の接合方法および接合システムに関し、さらに詳しくは、未加硫ゴム部材の後端部と、次に供給される未加硫ゴム部材の先端部とを、ずれ無く且つ迅速に接合できる未加硫ゴム部材の接合方法および接合システムに関するものである。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
タイヤを製造する際には、様々な未加硫ゴム部材が使用されている。例えば、成形ドラムでは供給された未加硫ゴム部材がドラム表面に巻付けられてグリーンタイヤが成形される。成形ドラムに対する未加硫ゴム部材の供給が途切れると、グリーンタイヤの成形工程が中断して生産性が低下する。そこで、未加硫ゴム部材の供給中断を解消して作業時間のロスを低減させる方法が提案されている(特許文献1参照)。
【0003】
特許文献1により提案されている方法では、補給台に2個のリールを設置して一方のリールからのゴム材料の供給切れが生じるとそのゴム材料の後端部が切断されて保持される(図4、図5など)。次いで、補給台を旋回させて他方のリールから新たなゴム材料を引出し、引出した先端部と保持されている先のゴム材料の後端部とがジョイント爪によって上下に挟まれて接合される(図6、図7など)。この方法では、切断されたゴム材料の後端が上方に上がった状態で保持される(段落0040)。この保持されているゴム材料の後端の下方に、新たなゴム材料の先端部が配置されて、ゴム材料の後端部と先端部とは互いに自由に可動できる状態で接合される(図7)。そのため、両者の接合部にはゴム材料の幅方向や長手方向のずれが生じるリスクがある。それ故、未加硫ゴム部材の後端部と次に供給される未加硫ゴム部材の先端部とを、ずれ無く且つ迅速に接合するには改善の余地がある。
【先行技術文献】
【特許文献】
【0004】
特開2013-39717号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、未加硫ゴム部材の後端部と、次に供給される未加硫ゴム部材の先端部とを、ずれ無く且つ迅速に接合できる未加硫ゴム部材の接合方法および接合システムを提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため本発明の未加硫ゴム部材の接合方法は、先に供給されている未加硫ゴム部材を先の部材とし、次に供給される未加硫ゴム部材を次の部材として、前記先の部材と前記次の部材をそれぞれ個別にストックされているリールから繰り出して、前記先の部材の後端部と前記次の部材の先端部とを接合して、前記後端部と前記先端部とが接合された未加硫ゴム部材を連続的に次工程に供給する未加硫ゴム部材の接合方法において、前記未加硫ゴム部材の供給方向に延在して上方を開口したガイド溝を有する接合ガイドを使用し、前記ガイド溝の幅寸法を前記未加硫ゴム部材の幅方向ずれを規制する所定寸法に設定し、前記先の部材を、前記ガイド溝を通過させて前記次工程に供給している間に、前記次の部材の先端部を把持部により把持して前記把持部の前方に予め所定長さ突出させた状態で待機し、前記先の部材を所定長さ供給した時点で、前記先の部材を繰り出している前記リールと前記接合ガイドとの間で前記先の部材を押え部により挟持してその押え部と前記接合ガイドとの間で前記先の部材を張設した状態にして、その押え部と前記接合ガイドの間で前記先の部材を切断した後、前記先の部材を前方に移動させてその切断した後端を前記ガイド溝の所定位置に位置決めし、次いで、前記把持部を下方移動させて、前記次の部材の前記把持部の前方に突出させている部分を前記ガイド溝に挿入して前記先の部材の後端部に重ねて配置し、次いで、押圧部を下方移動させて前記ガイド溝に挿入することで、重ねている後端部と前記先端部とを前記押圧部により押圧して圧着接合し、次いで、前記押圧部を上方移動させて押圧を解除し、かつ、前記次の部材に対する前記把持部による把持を解除して、前記後端部と前記先端部とが接合された前記未加硫ゴム部材を、前記ガイド溝を通過させて前記次工程に供給することを特徴とする。
【0007】
本発明の未加硫ゴム部材の接合システムは、先に供給されている未加硫ゴム部材を先の部材とし、次に供給される未加硫ゴム部材を次の部材として、前記先の部材と前記次の部材がそれぞれ個別にストックされているリールと、それぞれの前記リールから前記先の部材、前記次の部材を繰り出す繰りプルドラムと、繰出された前記先の部材の後端部と前記次の部材の先端部とを接合する接合手段と、前記後端部と前記先端部とが接合された未加硫ゴム部材が前記プルドラムを用いて連続的に次工程に供給される未加硫ゴム部材の接合システムにおいて、前記接合手段として、前記未加硫ゴム部材の供給方向に延在して上方を開口したガイド溝を有する接合ガイドと、下方移動して前記ガイド溝に少なくとも一部が挿入される押圧部とを有し、前記先の部材を前記ガイド溝を通過させて前記次工程に供給している間に前記次の部材の先端部を把持する把持部と、前記先の部材を所定長さ供給した時点で、前記先の部材を繰り出している前記リールと前記接合ガイドとの間で前記先の部材を押え部により挟持してその押え部と前記接合ガイドとの間で前記先の部材を張設した状態にするテンショナーと、張設した状態にした前記先の部材を、前記押え部と前記接合ガイドとの間で切断するカッターと、を備えて、前記ガイド溝の幅寸法が前記未加硫ゴム部材の幅方向ずれを規制する所定寸法に設定されていて、前記次の部材の先端部が前記把持部により把持されて前記把持部の前方に予め所定長さ突出した状態で待機され、前記カッターにより切断された前記先の部材が前記プルドラムを用いて前方に移動されて、切断されたその後端が前記ガイド溝の所定位置に位置決めされて、前記把持部が下方移動されて、前記次の部材の前記把持部の前方に突出させている部分が前記ガイド溝に挿入されて前記先の部材の後端部に重ねて配置された状態が維持されて、重ねて配置されている前記後端部と前記先端部とが下方移動する前記押圧部により押圧されることで圧着接合されて、前記押圧部が上方移動されて前記押圧部による押圧が解除されて、かつ、前記次の部材に対する前記把持部による把持が解除された後に、前記後端部と前記先端部とが接合された前記未加硫ゴム部材が、前記プルドラムを用いて前記ガイド溝を通過して前記次工程に供給されることを特徴とする。
【発明の効果】
【0008】
本発明によれば、前記先の部材の後端部と前記次の部材の先端部とを接合する接合手段として、前記未加硫ゴム部材の供給方向に延在して上方を開口したガイド溝を有する接合ガイドを用いるので、前記後端部と前記先端部とがガイド溝の中で、幅方向ずれが規制されて重ねて配置される。また、前記先の部材の後端は前記ガイド溝の中で所定位置に位置決めされていて、前記先端部は前記把持部から前方に所定長さ突出した状態で把持されている。したがって、前記後端部と前記先端部との重なった部分を、下方移動する前記押圧部により前記ガイド溝の中で押圧することで、ずれ無く且つ迅速に圧着接合することが可能になる。これに伴い、未加硫ゴム部材を連続的に次工程に供給できるので生産性向上に大きく寄与する。
【図面の簡単な説明】
【0009】
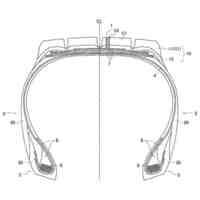
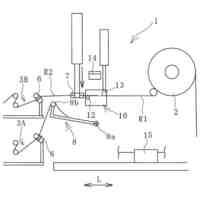
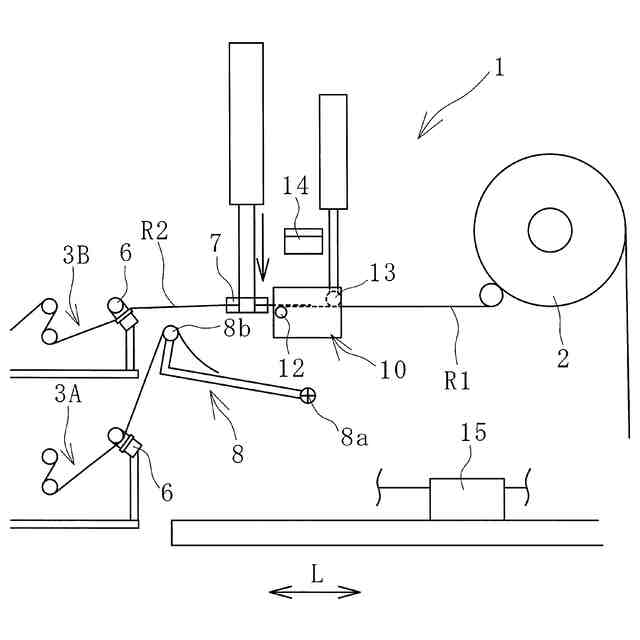
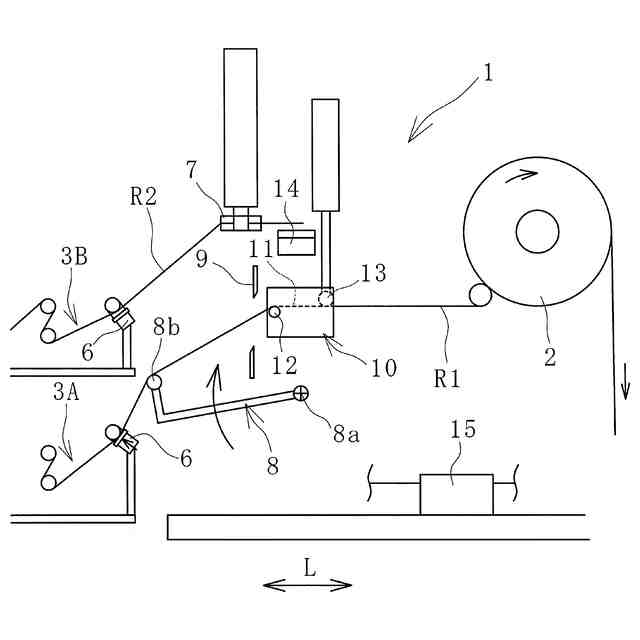
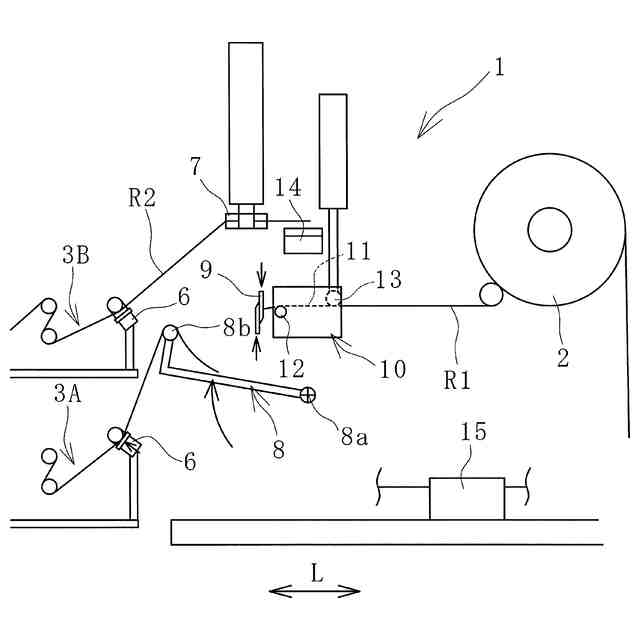
接合システムの実施形態を側面視で例示する説明図である。
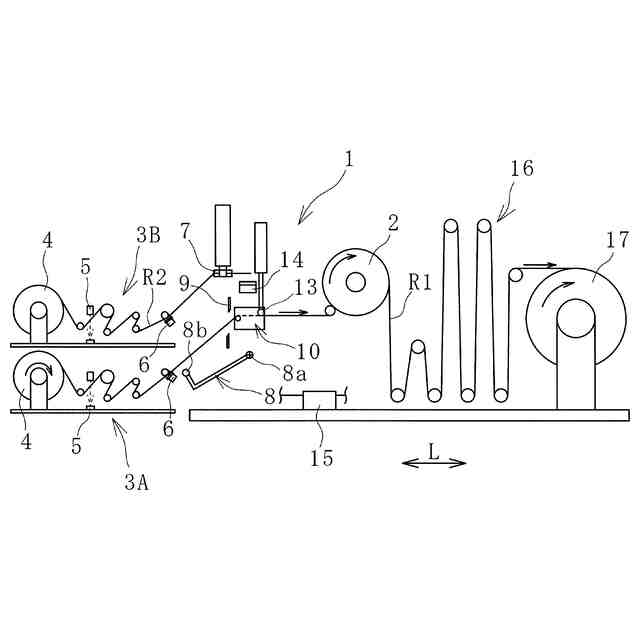
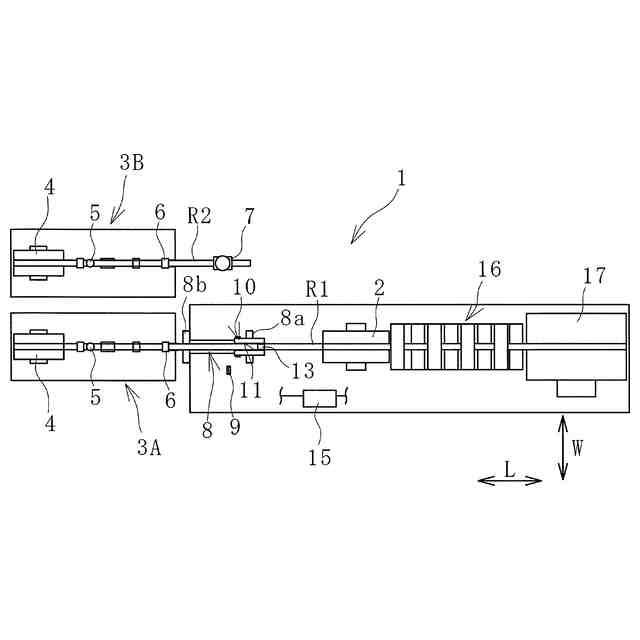
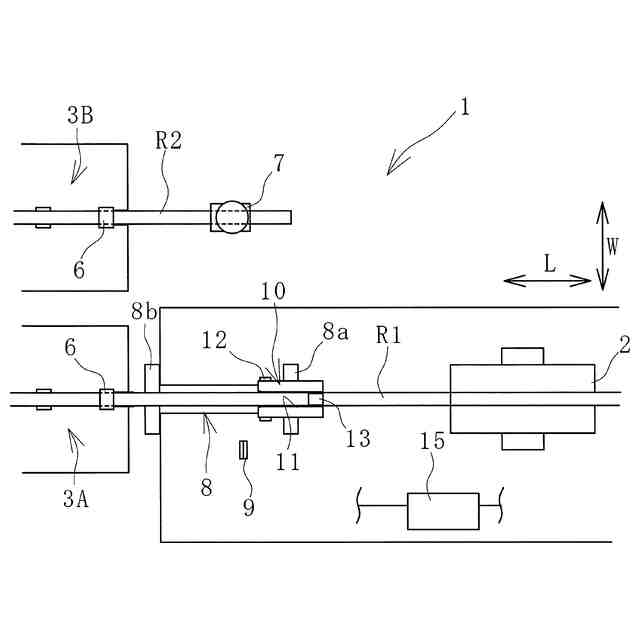
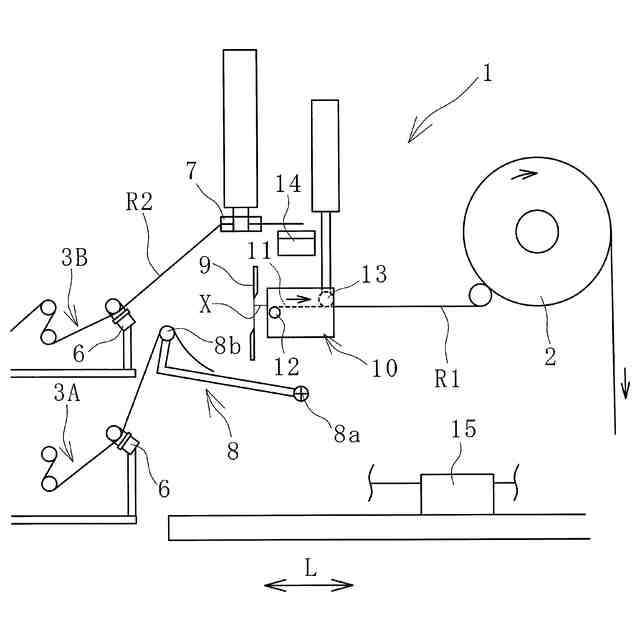
図1の接合システムを平面視で例示する説明図である。
図1の一部拡大図である。
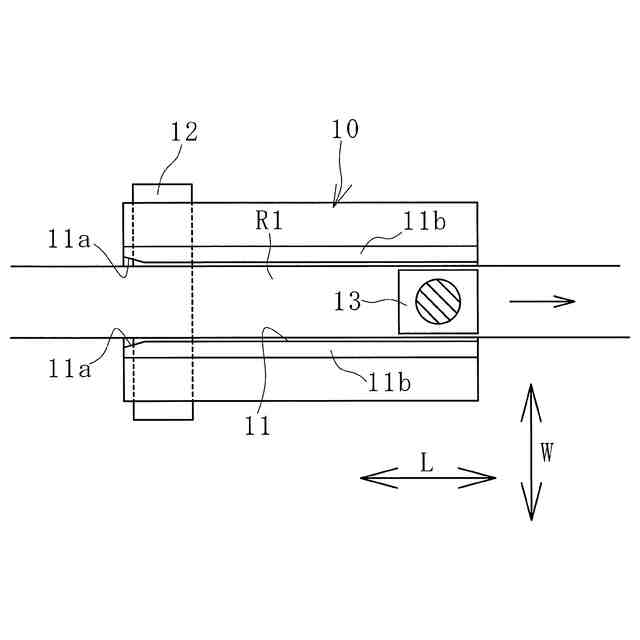
図2の一部拡大図である。
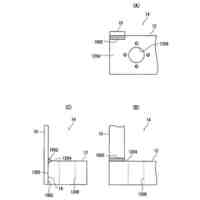
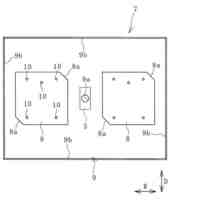
図3のA-A矢視で接合ガイドおよび加圧ローラを例示する説明図である。
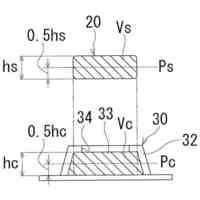
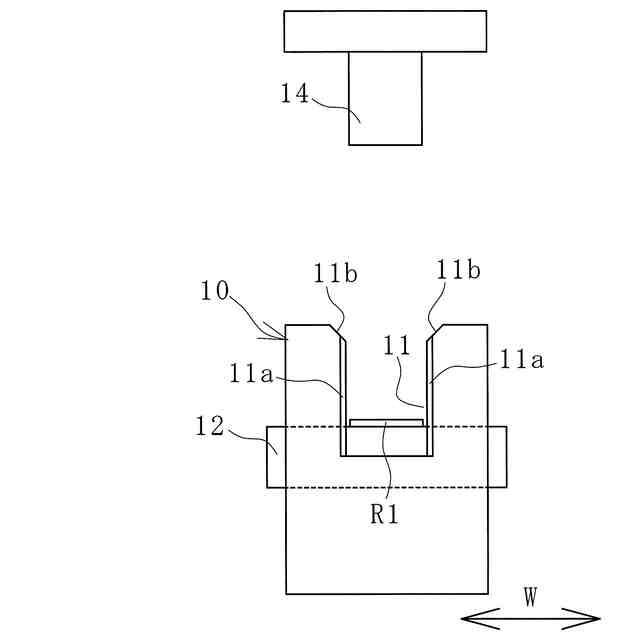
図3の接合ガイドおよび押圧部を正面視で例示する説明図である。
図3の先の未加硫ゴム部材を押え部により挟持した状態を例示する説明図である。
図7の押え部により挟持した先の未加硫ゴム部材を切断した状態を例示する説明図である。
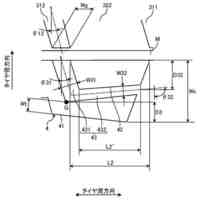
図8の切断した先の未加硫ゴム部材の後端を、ガイド溝の所定位置に位置決めした状態を例示する説明図である。
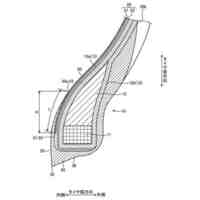
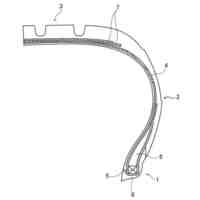
図9のガイド溝の内部を縦断面視で例示する説明図である。
図9の先の未加硫ゴム部材の後端部に、次の未加硫ゴム部材の先端部を重ねた状態を例示する説明図である。
図11のガイド溝の内部を縦断面視で例示する説明図である。
図11の先の未加硫ゴム部材の後端部と、次の未加硫ゴム部材の先端部とを圧着接合した状態を例示する説明図である。
図13のガイド溝の内部を縦断面視で例示する説明図である。
圧着接合した未加硫ゴム部材を次工程に供給している状態を例示する説明図である。
新たに接合する未加硫ゴム部材の先端部を把持部により把持して待機している状態を例示する説明図である。
【発明を実施するための形態】
【0010】
以下、本発明の未加硫ゴム部材の接合方法および接合システムを、図に示した実施形態に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
24日前
横浜ゴム株式会社
タイヤ
9日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
24日前
横浜ゴム株式会社
タイヤ
16日前
横浜ゴム株式会社
タイヤ
16日前
横浜ゴム株式会社
タイヤ
16日前
横浜ゴム株式会社
ゴム組成物
1か月前
横浜ゴム株式会社
ゴム組成物
16日前
横浜ゴム株式会社
ゴム組成物
25日前
横浜ゴム株式会社
重荷重用タイヤ
24日前
横浜ゴム株式会社
靴底用ゴム組成物
16日前
横浜ゴム株式会社
キャップトレッドゴム
24日前
横浜ゴム株式会社
タイヤ用ゴム組成物及びタイヤ
18日前
横浜ゴム株式会社
ゴム組成物及び冷媒輸送ホース
13日前
横浜ゴム株式会社
ゴム混合方法及び密閉式ゴム混合機
9日前
横浜ゴム株式会社
未加硫混練りゴムの加工方法およびシステム
1か月前
横浜ゴム株式会社
未加硫混練りゴムの加工方法およびシステム
1か月前
横浜ゴム株式会社
未加硫混練りゴムの加工方法およびシステム
1か月前
横浜ゴム株式会社
未加硫ゴム部材の接合方法および接合システム
1か月前
横浜ゴム株式会社
ゴム中のフィラー凝集体の分散状態の評価方法
16日前
横浜ゴム株式会社
冷媒輸送ホース用熱可塑性樹脂組成物および冷媒輸送ホース
1か月前
横浜ゴム株式会社
第1部材と第2部材とを炉中ロウ付けして第3部材を生産する方法
24日前
横浜ゴム株式会社
タイヤ成形用金型およびそれを用いたタイヤの製造方法ならびにタイヤ
9日前
横浜ゴム株式会社
通信用アンテナを備えたドローンおよびこのドローンを用いた監視システム並びに監視方法
1か月前
イナバゴム株式会社
グリップ圧測定センサ及びグリップ圧測定装置
3日前
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
CKD株式会社
型用台車
1か月前
津田駒工業株式会社
連続成形機
11か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
個人
射出ミキシングノズル
3か月前
グンゼ株式会社
ピン
1か月前
株式会社日本製鋼所
押出機
4か月前
株式会社FTS
ロッド
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ