TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025001087
公報種別
公開特許公報(A)
公開日
2025-01-08
出願番号
2023100476
出願日
2023-06-20
発明の名称
データ生成プログラム及びデータ生成装置
出願人
ブラザー工業株式会社
代理人
個人
,
個人
主分類
B29C
64/386 20170101AFI20241225BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】使用目的に応じた方法で3次元製品を作製するためのデータの生成が可能なデータ生成プログラム、及びデータ生成装置を提供する。
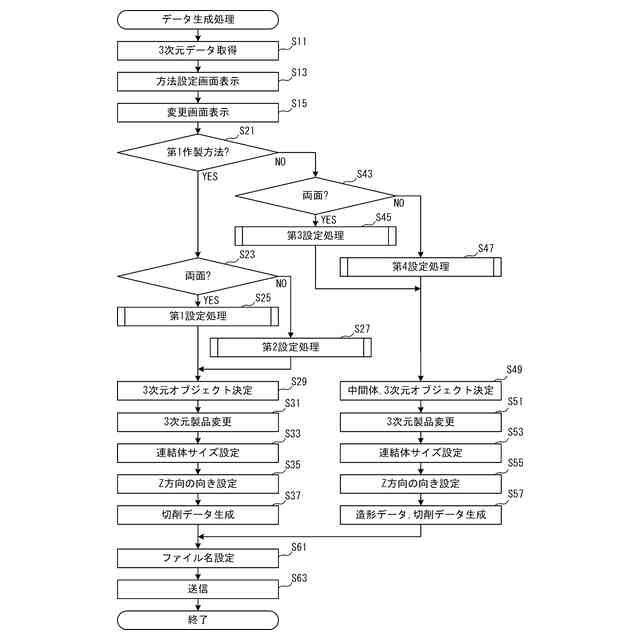
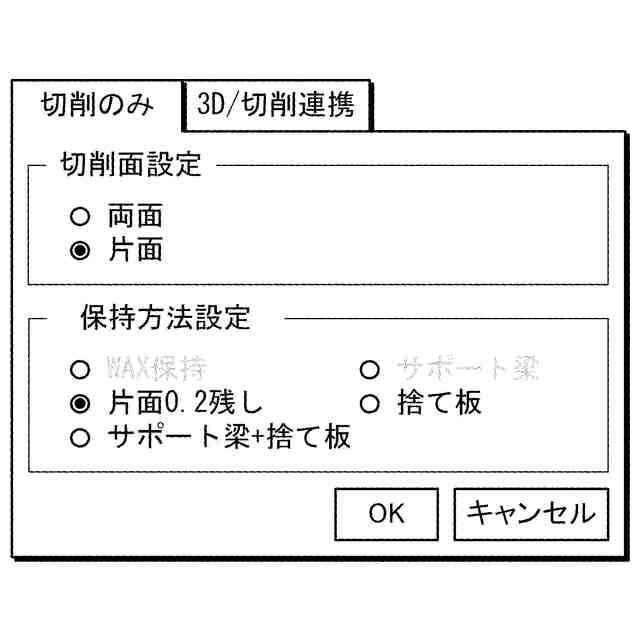
【解決手段】データ生成装置は、3次元製品の形状を示す3次元データを取得する(S11)。データ生成装置は、切削加工を行う切削装置により3次元製品を作製する場合の作製方法、及び、3次元製品の第1方向における外側を覆う枠体に3次元製品を保持するための保持方法を特定する(S21)。データ生成装置は、特定した作製方法及び保持方法に基づいて形状が規定される保持アッセンブリと3次元製品とを含む3次元オブジェクトを切削装置により作製するための切削データを、3次元データに基づいて生成する。
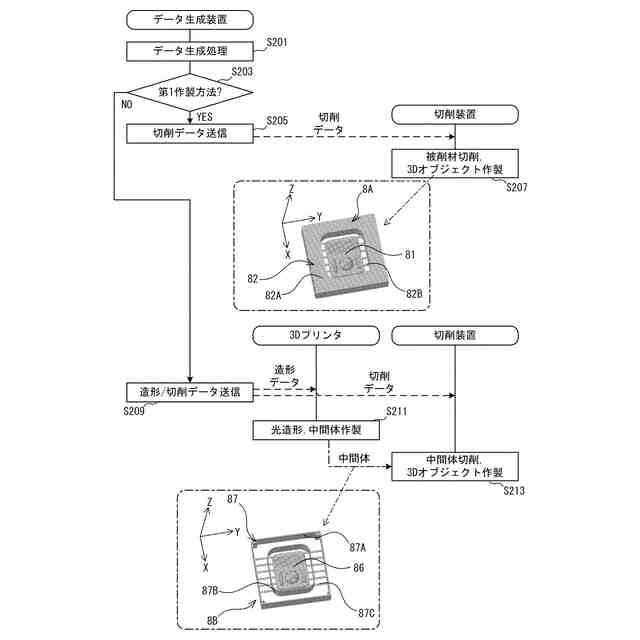
【選択図】図13
特許請求の範囲
【請求項1】
3次元製品の形状を示す3次元データを取得する取得ステップと、
切削加工を行う切削装置により前記3次元製品を作製する場合の作製方法、及び、前記3次元製品の第1方向における外側を覆う枠体に前記3次元製品を保持するための保持方法を特定する特定ステップと、
前記特定ステップにより特定した前記作製方法及び前記保持方法に基づいて形状が規定される保持アッセンブリと前記3次元製品とを含む3次元オブジェクトを前記切削装置により作製するための切削データを、前記3次元データに基づいて生成する生成ステップと
を、コンピュータに実行させるためのデータ生成プログラム。
続きを表示(約 2,600 文字)
【請求項2】
前記保持方法は、
前記枠体と前記3次元製品との間に充填される硬化剤により、前記枠体に前記3次元製品を保持する第1保持方法と、
前記枠体と前記3次元製品との間に亘って延びる連結体により、前記枠体と前記3次元製品とを連結して保持する第2保持方法と、
を含むことを特徴とする請求項1に記載のデータ生成プログラム。
【請求項3】
前記第2保持方法は、
前記連結体が前記第1方向に延びる棒状を有し、前記3次元製品の前記第1方向と交差する面と、前記枠体の前記第1方向と交差する面とを連結する第1連結方法と、
前記連結体が前記枠体から前記第1方向に延びる面状を有し、前記3次元製品のうち前記第1方向に延びる面が前記連結体の面に接続する第2連結方法と
を含むことを特徴とする請求項2に記載のデータ生成プログラム。
【請求項4】
前記特定ステップにより前記第1保持方法を特定した場合、前記第1方向と直交する第2方向において、前記枠体の長さを第1長さとし、
前記特定ステップにより前記第2保持方法を特定した場合、前記第2方向において、前記枠体の長さを前記第1長さよりも短い第2長さとする
ことを特徴とする請求項2に記載のデータ生成プログラム。
【請求項5】
前記作製方法は、
被削材を前記切削装置により切削することで前記3次元オブジェクトを作製する第1作製方法と、
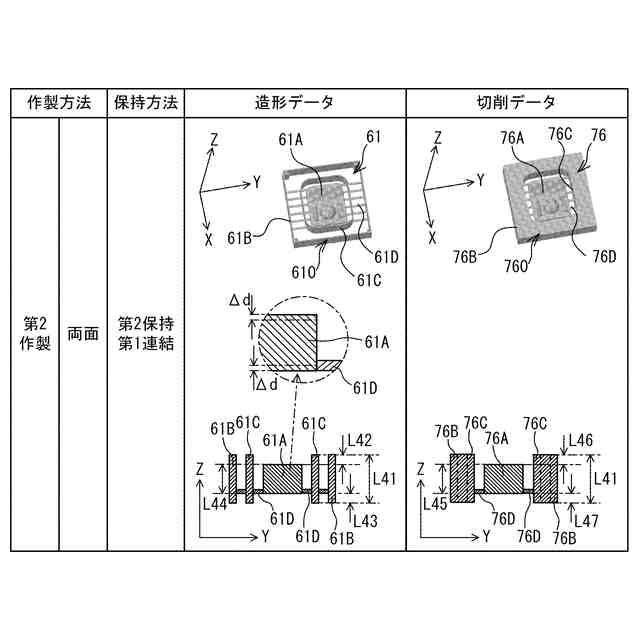
3次元造形装置により樹脂を造形させて前記3次元オブジェクトの中間体を作製し、前記中間体を前記切削装置により切削することで前記3次元オブジェクトを作製する第2作製方法と
を含み、
前記生成ステップは、
前記特定ステップにより前記第1作製方法を特定した場合、前記切削装置が前記被削材を切削して前記3次元オブジェクトを作製するための前記切削データを生成し、
前記特定ステップにより前記第2作製方法を特定した場合、前記中間体を前記3次元造形装置が作製するための造形データと、前記切削装置が前記中間体を切削して前記3次元オブジェクトを作製するための前記切削データとを生成する
ことを特徴とする請求項1に記載のデータ生成プログラム。
【請求項6】
前記生成ステップは、
前記特定ステップにより前記第1作製方法を特定した場合、前記枠体と前記3次元製品との間の部分が切削対象の領域として設定された前記切削データを生成することを特徴とする請求項5に記載のデータ生成プログラム。
【請求項7】
前記保持方法は、
前記枠体と前記3次元製品との間に充填される硬化剤により、前記枠体に前記3次元製品を保持する第1保持方法と、
前記枠体と前記3次元製品との間に亘って延びる連結体により、前記枠体と前記3次元製品とを連結して保持する第2保持方法と、
を含み、
前記特定ステップにより、前記第1作製方法と前記第1保持方法を特定した場合、前記第1方向と直交する第2方向において、前記3次元製品の一方側の端部と前記枠体の一方側の端部との間の間隔を第1間隔とし、且つ、前記3次元製品の他方側の端部と前記枠体の他方側の端部との間の間隔を第2間隔とし、
前記特定ステップにより、前記第1作製方法と前記第2保持方法を特定した場合、前記第2方向において、前記3次元製品の一方側の端部と前記枠体の一方側の端部との間の間隔を前記第1間隔よりも小さい第3間隔とし、且つ、前記3次元製品の他方側の端部と前記枠体の他方側の端部との間の間隔を前記第2間隔よりも小さい第4間隔とする、
ことを特徴とする請求項5に記載のデータ生成プログラム。
【請求項8】
前記保持方法は、
前記枠体と前記3次元製品との間に亘って延びる連結体により、前記枠体に前記3次元製品を保持する第2保持方法と、
前記枠体と前記3次元製品との間に充填される硬化剤と前記連結体とにより、前記枠体と前記3次元製品とを連結して保持する第3保持方法と、
を含み、
前記特定ステップにより、前記第2作製方法と前記第2保持方法を特定した場合、前記第1方向と直交する第2方向において、前記3次元製品の他方側の端部と前記枠体の他方側の端部との間の間隔を第2間隔とし、
前記特定ステップにより、前記第2作製方法と前記第3保持方法を特定した場合、前記第2方向において、且つ、前記3次元製品の他方側の端部と前記枠体の他方側の端部との間の間隔を第4間隔とし、
前記第4間隔は、前記第2間隔よりも大きい
ことを特徴とする請求項5に記載のデータ生成プログラム。
【請求項9】
前記作製方法は、
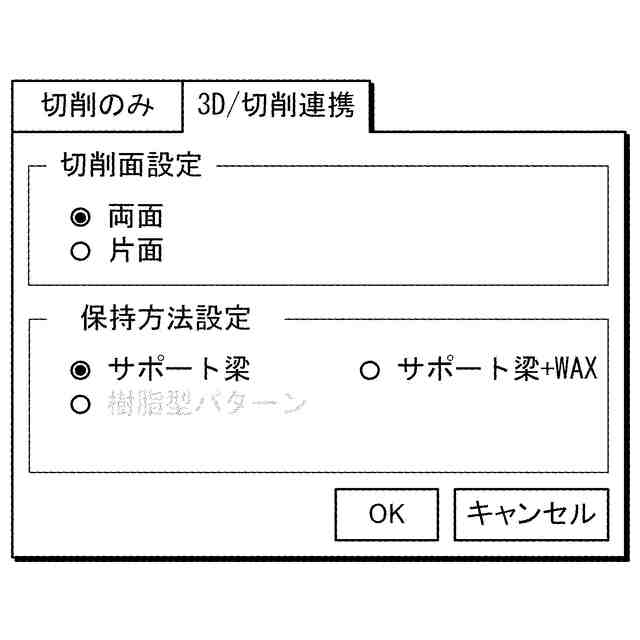
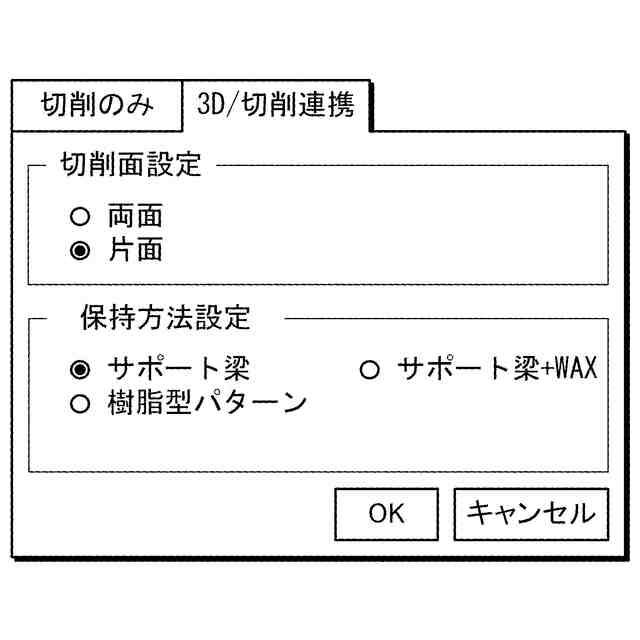
前記3次元製品の前記第1方向と直交する第2方向の一方側の面のみ前記切削装置により切削する片面切削方法を含み、
前記特定ステップにより、前記第2作製方法を特定した場合、前記第2方向において、前記3次元製品の一方側の端部と前記枠体の一方側の端部との間の間隔を第1間隔とし、且つ、前記3次元製品の他方側の端部と前記枠体の他方側の端部との間の間隔を第2間隔とし、
前記特定ステップにより、前記第2作製方法と前記片面切削方法を特定した場合、前記第1間隔よりも前記第2間隔のほうを大きくする
ことを特徴とする請求項5に記載のデータ生成プログラム。
【請求項10】
前記作製方法は、
前記3次元製品の前記第2方向の一方側の面のみ前記切削装置により切削する片面切削方法と、
前記3次元製品の前記第2方向の一方側及び他方側の面を前記切削装置により切削する両面切削方法と
を含み、
前記生成ステップは、
前記特定ステップにより、前記両面切削方法と前記第3保持方法とを特定した場合、前記3次元製品の前記第2方向の一方側の面を切削する前記切削データと、他方側の面を切削する前記切削データとを生成する
ことを特徴とする請求項8に記載のデータ生成プログラム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、データ生成プログラム及びデータ生成装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
最終製品の設計事項や機能を評価するための試作品を、金型を用いることなく迅速に作製するための方法が提案されている。例えば、特許文献1に記載の3次元製品の作製方法では、はじめに、3次元製品モデルデータに基づいて光造形装置が光硬化性樹脂を光により選択的に硬化させることで、光造形物を造形する。次に、3次元製品モデルデータから作製されるNCデータに基づき、切削装置が光造形物に対して切削加工を行う。これにより、樹脂製の試作品が作製される。
【先行技術文献】
【特許文献】
【0003】
特開2003-136605号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
樹脂製の試作品を作製して評価したい場合の他に、最終製品の材料を用いて試作品を作製して評価したい場合もある。しかし、特許文献1に記載の方法では、最終製品で用いられる材料を用いて試作品を作製することができない。このため、使用目的に応じた作製方法により試作品を作製できることが所望される。
【0005】
本発明の目的は、使用目的に応じた方法で3次元製品を作製するためのデータの生成が可能なデータ生成プログラム、及びデータ生成装置を提供することである。
【課題を解決するための手段】
【0006】
本発明の第1態様に係るデータ生成プログラムは、3次元製品の形状を示す3次元データを取得する取得ステップと、切削加工を行う切削装置により前記3次元製品を作製する場合の作製方法、及び、前記3次元製品の第1方向における外側を覆う枠体に前記3次元製品を保持するための保持方法を特定する特定ステップと、前記特定ステップにより特定した前記作製方法及び前記保持方法に基づいて形状が規定される保持アッセンブリと前記3次元製品とを含む3次元オブジェクトを前記切削装置により作製するための切削データを、前記3次元データに基づいて生成する生成ステップとを、コンピュータに実行させる。
【0007】
データ生成プログラムが実行されるコンピュータは、3次元オブジェクトを切削装置により作製するための切削データを生成する。このため切削装置は、例えば最終製品で用いられる材料の被削材を切削することにより、最終製品の材料により構成された3次元製品を含む3次元オブジェクトを作製できる。なお、3次元オブジェクトには、特定した作製方法及び保持方法に基づいて形状が規定される保持アッセンブリと、3次元製品とが含まれる。このためコンピュータは、使用目的に応じた作製方法及び保持方法を特定することにより、使用目的に応じた3次元製品を作製するためのデータを生成できる。
【0008】
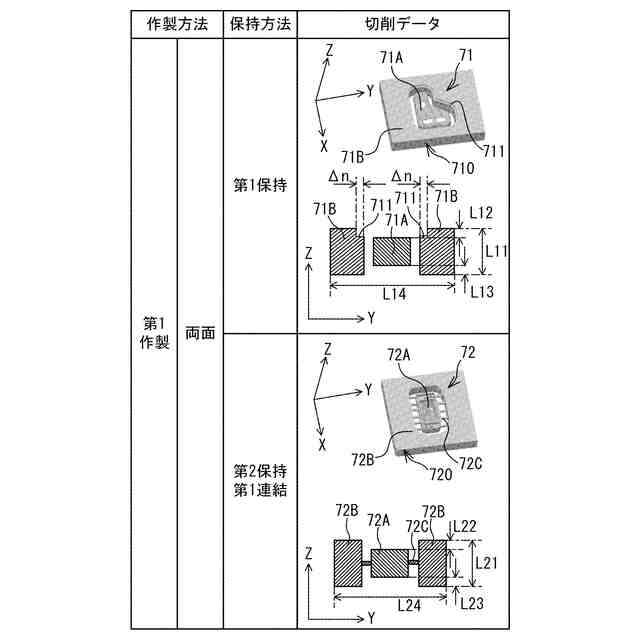
第1態様において、前記保持方法は、前記枠体と前記3次元製品との間に充填される硬化剤により、前記枠体に前記3次元製品を保持する第1保持方法と、前記枠体と前記3次元製品との間に亘って延びる連結体により、前記枠体と前記3次元製品とを連結して保持する第2保持方法と、を含んでもよい。この場合、切削装置は、第1保持方法と第2保持方法との何れかの保持方法により枠体に保持された3次元製品を含む3次元オブジェクトを作製できる。
【0009】
第1態様において、前記第2保持方法は、前記連結体が前記第1方向に延びる棒状を有し、前記3次元製品の前記第1方向と交差する面と、前記枠体の前記第1方向と交差する面とを連結する第1連結方法と、前記連結体が前記枠体から前記第1方向に延びる面状を有し、前記3次元製品のうち前記第1方向に延びる面が前記連結体の面に接続する第2連結方法とを含んでもよい。この場合、第2保持方法により3次元製品を枠体に保持する場合において、目的に応じて連結体の形状を切り替えることができる。
【0010】
第1態様において、前記特定ステップにより前記第1保持方法を特定した場合、前記第1方向と直交する第2方向において、前記枠体の長さを第1長さとし、前記特定ステップにより前記第2保持方法を特定した場合、前記第2方向において、前記枠体の長さを前記第1長さよりも短い第2長さとしてもよい。この場合、第1保持方法で3次元製品を安定的に保持しつつ、第2保持方法で3次元製品が保持される場合の材料の量を抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
1か月前
津田駒工業株式会社
連続成形機
10か月前
東レ株式会社
プリプレグテープ
4か月前
CKD株式会社
型用台車
1か月前
シーメット株式会社
光造形装置
24日前
グンゼ株式会社
ピン
1か月前
株式会社日本製鋼所
押出機
3か月前
個人
射出ミキシングノズル
3か月前
個人
樹脂可塑化方法及び装置
2日前
株式会社シロハチ
真空チャンバ
2か月前
株式会社FTS
成形装置
24日前
東レ株式会社
一体化成形品の製造方法
5か月前
株式会社リコー
シート剥離装置
5か月前
帝人株式会社
成形体の製造方法
6か月前
株式会社リコー
画像形成システム
1か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
三菱自動車工業株式会社
予熱装置
3か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社リコー
シート処理システム
4か月前
個人
ノズルおよび熱風溶接機
11日前
トヨタ自動車株式会社
3Dプリンタ
1か月前
小林工業株式会社
振動溶着機
7か月前
トヨタ自動車株式会社
真空成形方法
8か月前
東レ株式会社
溶融押出装置および押出方法
10日前
株式会社城北精工所
押出成形用ダイ
10か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
日東工業株式会社
インサート成形機
1か月前
株式会社リコー
シート処理システム
5か月前
KTX株式会社
シェル型の作製方法
6か月前
トヨタ自動車株式会社
真空成形装置
8か月前
株式会社コスメック
磁気クランプ装置
10日前
株式会社カネカ
再生アクリル樹脂の製造方法
3か月前
豊田鉄工株式会社
接合体及び接合方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































