TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024180589
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2024180706,2023135318
出願日
2024-10-16,2019-03-28
発明の名称
建材およびその製造方法
出願人
株式会社LIXIL
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
44/24 20060101AFI20241219BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】人体接触時の温熱感を低減できるとともに高い硬度と耐摩耗性を有する建材およびその製造方法を提供すること。
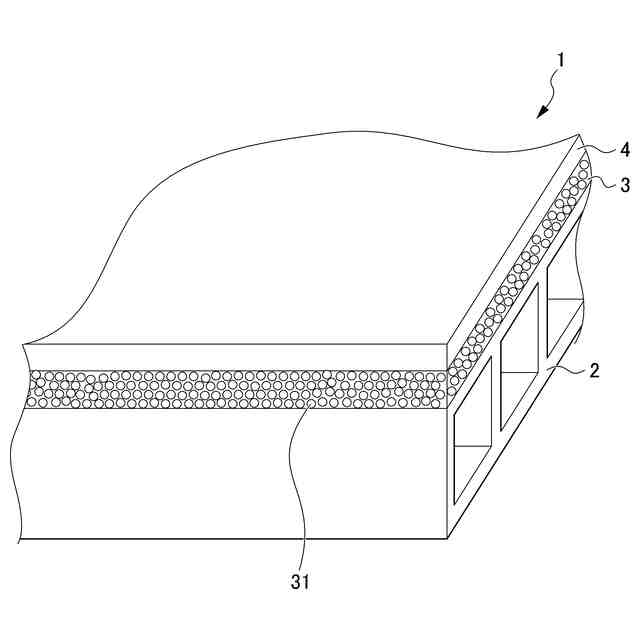
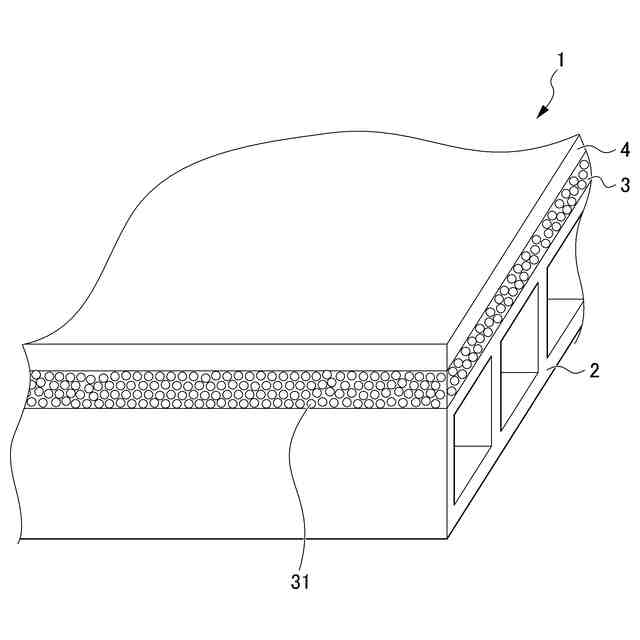
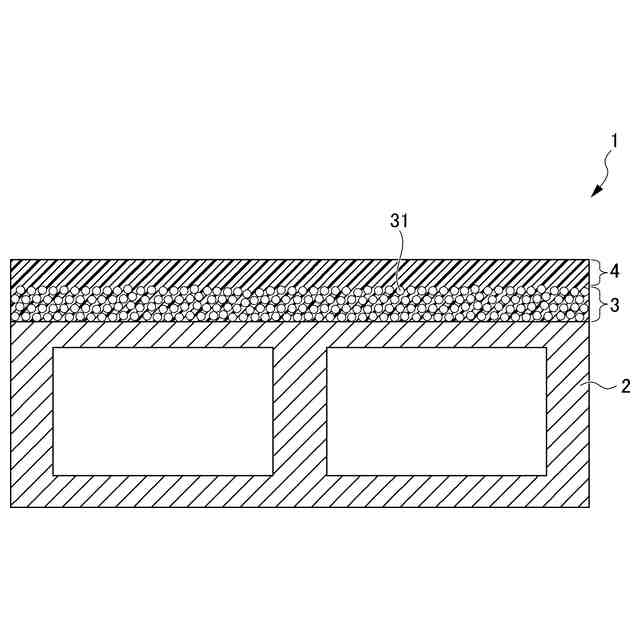
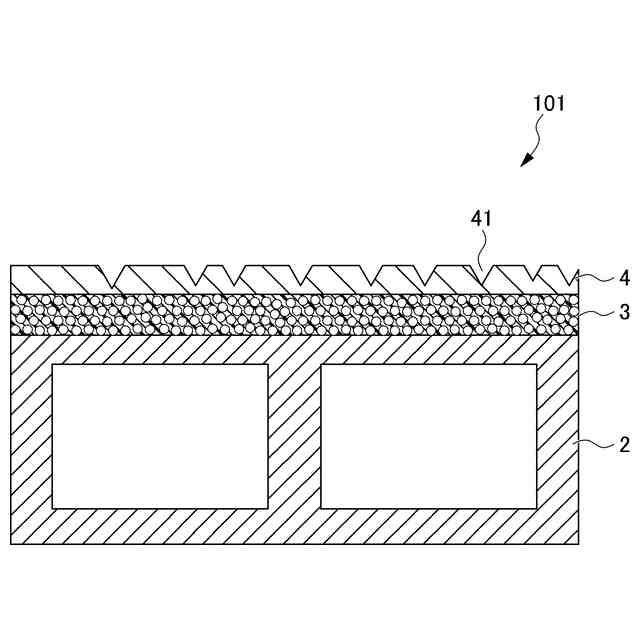
【解決手段】基材層と、前記基材層の表面に形成され、空孔と樹脂を有して構成される多孔質層と、前記多孔質層の表面に形成され、少なくとも樹脂を有し、前記多孔質層よりも樹脂リッチに構成される表面層と、からなり、前記多孔質層が、前記基材層と、前記表面層と、の間に介在してなる三層構造を有する建材の製造方法であって、前記三層を共押出成形して製造する、建材およびその製造方法を提供する。また、前記表面層にはその表面にエンボス加工が施されていてもよい。
【選択図】図1
特許請求の範囲
【請求項1】
基材層と、
前記基材層の表面に形成され、中空充填剤と、ポリスチレンまたはポリプロピレンと、を有して構成される多孔質層と、
前記多孔質層の表面に形成され、少なくとも樹脂を有し、前記多孔質層よりも樹脂リッチに構成される表面層と、からなり、
前記多孔質層が、前記基材層と、前記表面層と、の間に介在してなる三層構造を有する建材の製造方法であって、
前記基材層と、前記中空充填剤と前記樹脂との混合層と、の二層を共押出成形すると同時に、金型中に設けられた整流板によって前記混合層を前記多孔質層と前記表面層に分離することで前記建材を三層構造として製造し、
前記多孔質層の発泡倍率は、1.3~2.2倍である、建材の製造方法。
続きを表示(約 970 文字)
【請求項2】
基材層と、
前記基材層の表面に形成され、中空充填剤と、ポリスチレンまたはポリプロピレンと、を有して構成される多孔質層と、
前記多孔質層の表面に形成され、少なくとも樹脂を有し、前記多孔質層よりも樹脂リッチに構成される表面層と、からなり、
前記多孔質層が、前記基材層と、前記表面層と、の間に介在してなる三層構造を有する建材の製造方法であって、
前記中空充填剤と前記樹脂との混合層と、前記基材層と、の二層を下からこの順に積層するように共押出成形して製造し、
前記多孔質層の発泡倍率は、1.3~2.2倍である、建材の製造方法。
【請求項3】
基材層と、
前記基材層の表面に形成され、中空充填剤と、ポリスチレンまたはポリプロピレンと、を有して構成される多孔質層と、
前記多孔質層の表面に形成され、少なくとも樹脂を有し、前記多孔質層よりも樹脂リッチに構成される表面層と、からなり、
前記多孔質層が、前記基材層と、前記表面層と、の間に介在してなる三層構造を有する建材であって、
前記基材層と、前記中空充填剤と前記樹脂との混合層と、の二層が共押出成形されると同時に、金型中に設けた整流板によって前記混合層が前記多孔質層と前記表面層に分離されることで三層構造とされて製造され、
前記多孔質層の発泡倍率は、1.3~2.2倍である、建材。
【請求項4】
基材層と、
前記基材層の表面に形成され、中空充填剤と、ポリスチレンまたはポリプロピレンと、を有して構成される多孔質層と、
前記多孔質層の表面に形成され、少なくとも樹脂を有し、前記多孔質層よりも樹脂リッチに構成される表面層(ただし、スキン層を除く。)と、からなり、
前記多孔質層が、前記基材層と、前記表面層と、の間に介在してなる三層構造を有する建材であって、
前記中空充填剤と前記樹脂との混合層と、前記基材層と、の二層が下からこの順に積層されるように共押出成形されて製造され、
前記多孔質層の発泡倍率は、1.3~2.2倍である、建材。
【請求項5】
前記表面層には、表面にエンボス加工が施される、請求項3または4に記載の建材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、建材およびその製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
居住空間等を構成する建材は、夏場の日照を長時間受けると表面が高温となり、あるいは冬場に冷たい空気にさらされることで低温になる。このような場合には建材に手足等肌で触れた際に熱くて直接肌で触れていられないために何らかの衣類等を身に着けて触れる必要がある等、不便性を感じるという問題があった。
【0003】
特許文献1には、基材の表層に多孔質構造の断熱層を設けることで、接触温熱感を改善した建材が開示されている。しかしながらこのような建材においては、多孔質構造中の空隙比率を高くするほど断熱性能が向上する代わりに建材としての硬度が低下するという問題があるが、建材として有用な断熱性能と硬度の両方を満たす空隙比率の範囲は明確にされていない。
【0004】
特許文献2には、化学発泡剤を用いて多孔質構造を構成する技術が開示されている。特許文献2では、化学発泡剤の発泡倍率を特定することで、好ましい熱伝導率と硬度を両立させる材料および空隙比率を実現している。さらに特許文献2には、多孔質構造の層のさらに表層に、多孔質層よりも密度の高いスキン層を有する構造が開示されている。このスキン層によって硬度が高くなり、さらに摩耗に強い性質となることが記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2009-133074号公報
特開2014-129511号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記に鑑みてなされたものであり、人体接触時の温熱感を低減できるとともに高い硬度と耐摩耗性を有する建材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)本発明は、基材層(例えば、後述の基材層2)と、前記基材層の表面に形成され、空孔と樹脂を有して構成される多孔質層(例えば、後述の多孔質層3)と、前記多孔質層の表面に形成され、少なくとも樹脂を有し、前記多孔質層よりも樹脂リッチに構成される表面層(例えば、後述の表面層4)と、からなり、前記多孔質層が、前記基材層と、前記表面層と、の間に介在してなる三層構造を有する建材(例えば、後述の建材1)の製造方法であって、前記三層を共押出成形して製造する、建材の製造方法を提供する。
【0008】
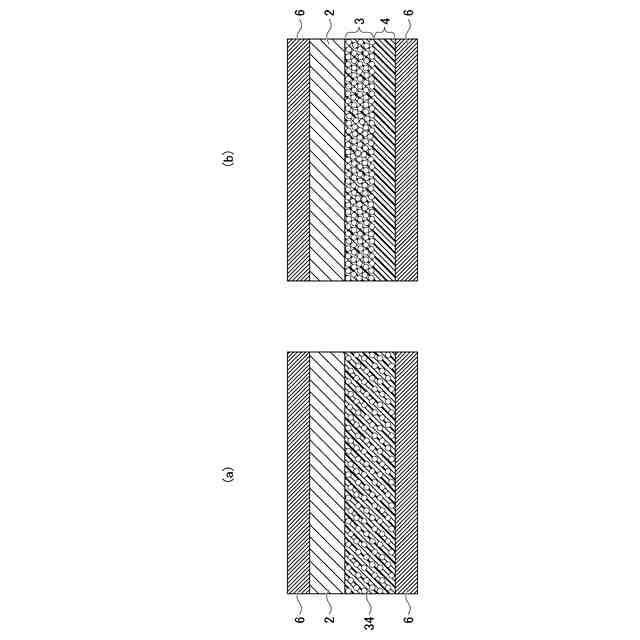
(2)また本発明は、基材層と、前記基材層の表面に形成され、中空充填剤と樹脂を有して構成される多孔質層と、前記多孔質層の表面に形成され、少なくとも樹脂を有し、前記多孔質層よりも樹脂リッチに構成される表面層と、からなり、前記多孔質層が、前記基材層と、前記表面層と、の間に介在してなる三層構造を有する建材の製造方法であって、前記基材層と、前記中空充填剤と前記樹脂との混合層(例えば、後述の混合層34)と、の二層を共押出成形すると同時に、金型(例えば、後述の金型6)中に設けられた整流板(例えば、後述の整流板5)によって前記混合層を前記多孔質層と前記表面層に分離することで前記建材を三層構造として製造する、建材の製造方法を提供する。
【0009】
(3)また本発明は、基材層と、前記基材層の表面に形成され、中空充填剤と樹脂を有して構成される多孔質層と、前記多孔質層の表面に形成され、少なくとも樹脂を有し、前記多孔質層よりも樹脂リッチに構成される表面層と、からなり、前記多孔質層が、前記基材層と、前記表面層と、の間に介在してなる三層構造を有する建材の製造方法であって、前記中空充填剤と前記樹脂との混合層と、前記基材層と、の二層を下からこの順に積層するように共押出成形して製造する、建材の製造方法を提供する。
【0010】
(4)また本発明は、基材層と、前記基材層の表面に形成され、空孔と樹脂を有して構成される多孔質層と、前記多孔質層の表面に形成され、少なくとも樹脂を有し、前記多孔質層よりも樹脂リッチに構成される表面層と、からなり、前記多孔質層が、前記基材層と、前記表面層と、の間に介在してなる三層構造を有する建材であって、前記三層は共押出成形されて製造される、建材を提供する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
シート成形口金
11か月前
東レ株式会社
金型の製造方法
11か月前
津田駒工業株式会社
連続成形機
10か月前
CKD株式会社
型用台車
15日前
東レ株式会社
プリプレグテープ
3か月前
シーメット株式会社
光造形装置
8日前
グンゼ株式会社
ピン
22日前
個人
射出ミキシングノズル
2か月前
株式会社日本製鋼所
押出機
3か月前
輝創株式会社
接合方法
11か月前
東レ株式会社
一体化成形品の製造方法
4か月前
株式会社リコー
シート剥離装置
4か月前
東レ株式会社
延伸フィルムの製造方法
11か月前
株式会社FTS
成形装置
8日前
株式会社シロハチ
真空チャンバ
2か月前
帝人株式会社
成形体の製造方法
6か月前
三菱自動車工業株式会社
予熱装置
3か月前
六浦工業株式会社
接着装置
11か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
グンゼ株式会社
印刷層の除去方法
11か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社リコー
画像形成システム
28日前
トヨタ自動車株式会社
3Dプリンタ
29日前
日東工業株式会社
インサート成形機
1か月前
株式会社リコー
シート処理システム
4か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
小林工業株式会社
振動溶着機
6か月前
トヨタ自動車株式会社
真空成形方法
7か月前
株式会社城北精工所
押出成形用ダイ
9か月前
KTX株式会社
シェル型の作製方法
6か月前
大塚テクノ株式会社
樹脂製の構造体
9か月前
トヨタ自動車株式会社
真空成形装置
8か月前
株式会社リコー
シート処理システム
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































