TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024179996
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099388
出願日
2023-06-16
発明の名称
3Dプリンタのフィラメント用組成物、3Dプリンタ用フィラメント、焼結体、及び焼結体の製造方法
出願人
第一セラモ株式会社
代理人
弁理士法人蔦田特許事務所
主分類
B22F
1/10 20220101AFI20241219BHJP(鋳造;粉末冶金)
要約
【課題】フィラメント式3Dプリンタから溶融した組成物を正常に吐出することが可能あり、かつ、優れた外観の焼結体を形成可能な3Dプリンタのフィラメントを提供する。
【解決手段】3Dプリンタのフィラメント用組成物は、焼結性無機粉末(A)及び有機バインダー(B)を含む。有機バインダー(B)は、不飽和脂肪族炭化水素と芳香族ビニル化合物との共重合体、その水素添加物、及びアモルファスポリオレフィンから選択されるオレフィン系ポリマー(B3)と、オレフィン系ポリマー(B3)を除く非結晶性ポリマーとEVAとから選択される熱可塑性樹脂(B1)と、オレフィン系ポリマー(B3)と熱可塑性樹脂(B1)とパラフィンワックス(B4)とを除く分子量が8000以下の化合物(B5)と、EVAとオレフィン系ポリマー(B3)と化合物(B5)とを除く結晶性ポリマーから選択される熱可塑性樹脂(B2)とを、所定の質量比で含む。
【選択図】なし
特許請求の範囲
【請求項1】
焼結性無機粉末(A)及び有機バインダー(B)を含有し、
有機バインダー(B)は、
不飽和脂肪族炭化水素と芳香族ビニル化合物との共重合体、不飽和脂肪族炭化水素と芳香族ビニル化合物との共重合体の水素添加物、及びアモルファスポリオレフィンからなる群から選択される少なくとも1種のオレフィン系ポリマー(B3)、
前記オレフィン系ポリマー(B3)を除く非結晶性ポリマーと、EVAとからなる群から選択される少なくとも1種の熱可塑性樹脂(B1)、
前記オレフィン系ポリマー(B3)と前記熱可塑性樹脂(B1)とパラフィンワックス(B4)とを除く、重量平均分子量が8000以下の化合物(B5)、及び、
前記EVAと前記オレフィン系ポリマー(B3)と前記化合物(B5)とを除く結晶性ポリマーから選択される熱可塑性樹脂(B2)を含み、
前記有機バインダー(B)の量は焼結性無機粉末(A)100質量部に対して5~55質量部であり、
前記有機バインダー(B)に対する前記熱可塑性樹脂(B1)及び前記化合物(B5)の合計の質量比(((B1)+(B5))/(B))が0.10~0.60であり、
前記有機バインダー(B)に対する前記熱可塑性樹脂(B2)の質量比((B2)/(B))が0.30~0.80であり、
前記有機バインダー(B)に対する前記オレフィン系ポリマー(B3)の質量比((B3)/(B))が0.03~0.60であり、
前記有機バインダー(B)に対する前記化合物(B5)の質量比((B5)/(B))が0.02~0.20である、3Dプリンタのフィラメント用組成物。
続きを表示(約 1,100 文字)
【請求項2】
前記熱可塑性樹脂(B1)は、(メタ)アクリル酸エステルの重合体及びEVAからなる群から選択される少なくとも1種を含む、請求項1に記載の3Dプリンタのフィラメント用組成物。
【請求項3】
前記熱可塑性樹脂(B2)は、ポリアセタール、ポリエチレン、ポリプロピレン、及びこれらのポリマー鎖を持つブロック共重合体からなる群から選択される少なくとも1種を含む、請求項1に記載の3Dプリンタのフィラメント用組成物。
【請求項4】
前記化合物(B5)は、脂肪酸、脂肪酸エステル、脂肪酸アミド、脂肪酸塩、炭素環を有するジエステル、リン酸エステル、及びフェノール化合物からなる群から選択される少なくとも1種を含む、請求項1に記載の3Dプリンタのフィラメント用組成物。
【請求項5】
前記有機バインダー(B)に対する前記パラフィンワックス(B4)の質量比((B4)/(B))が0.25以下である、請求項1に記載の3Dプリンタのフィラメント用組成物。
【請求項6】
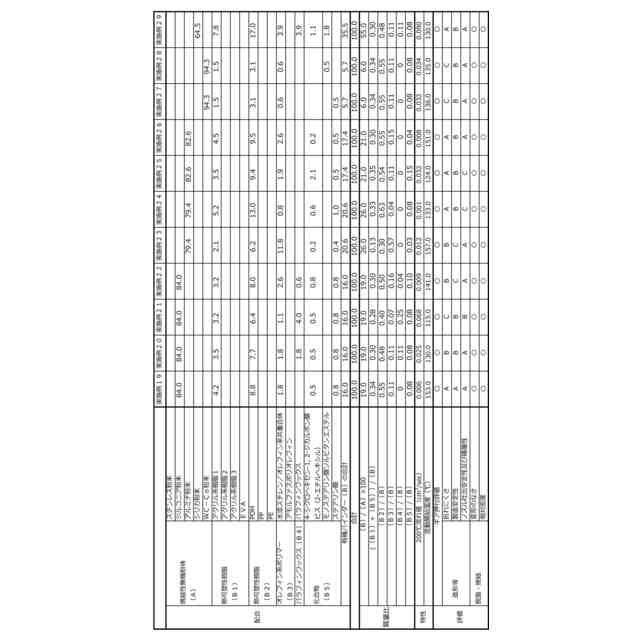
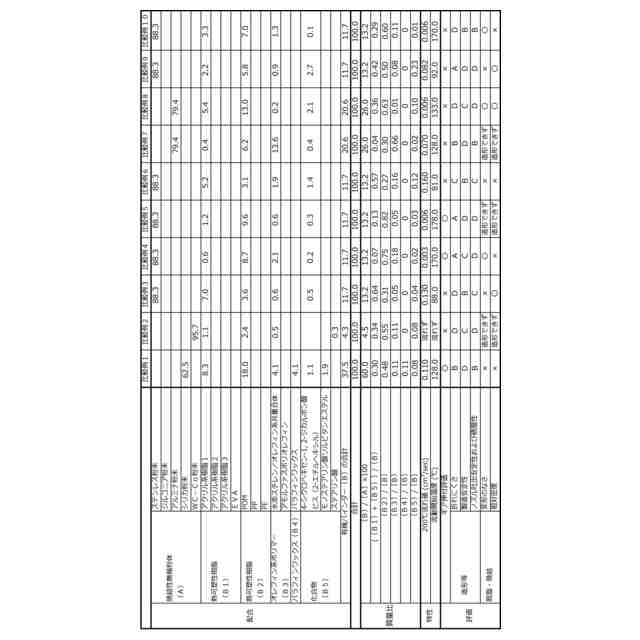
JIS(1999年度版)K7210付属書Cに準拠し、フローテスタを用いて得られる前記フィラメント用組成物の流れ値であって、前記フィラメント用組成物からなる試料への荷重が0.98MPa、ダイ穴の直径が1.0mm、ダイ穴の長さが1.0mmである条件の下、測定温度を200℃としたときに得られる前記流れ値が0.001~0.150cm
3
/secであり、かつ、
フローテスタを用いて前記フィラメント用組成物からなる試料の温度を5℃/minで25℃から昇温したときに、溶解した前記試料がダイから流れ出す時の前記試料の温度である流動開始温度であって、前記試料への荷重、ダイ穴の直径、及びダイ穴の長さが前記条件と同じである場合に得られる前記流動開始温度が84~189℃である、請求項1に記載の3Dプリンタのフィラメント用組成物。
【請求項7】
請求項1~6のいずれか1項に記載のフィラメント用組成物を用いて作製された3Dプリンタ用フィラメント。
【請求項8】
請求項7に記載の3Dプリンタ用フィラメントを用いて作製された前記焼結性無機粉末(A)の焼結体。
【請求項9】
焼結性無機粉末(A)の焼結体の製造方法であって、
請求項7に記載の3Dプリンタ用フィラメントを用いて、熱溶融積層方式の3Dプリンタによって積層構造体を造形する工程、造形した前記積層構造体を脱脂する工程、及び、脱脂した前記積層構造体中の焼結性無機粉末(A)を焼結する工程を含む、焼結体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィラメント式3Dプリンタに用いられるフィラメント用組成物に関し、また該フィラメント用組成物を用いた3Dプリンタ用フィラメント、焼結体及びその製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
3次元のデジタルデータに基づいて、立体造形物を積層造形する3Dプリンタは、様々な分野において実用化が進められている。3Dプリンタで立体造形物を製造する方式としては、主に、粉末床溶融結合法、結合材噴射法、材料押出法(MEX:Material Extrusion)、及び液槽光重合法が知られている。
【0003】
その中で、材料押出法は、熱溶融積層法(FDM:Fused Deposition Modeling)とも呼ばれ、熱可塑性樹脂からなる材料を溶融し、溶融した樹脂を一層ずつ積層して冷却固化することにより、熱可塑性樹脂からなる立体造形物を得る方式である。この方式は、用いる装置が簡便であることから広く普及が進んでいる。
【0004】
金属あるいはセラミックスの立体造形物を3Dプリンタにより製造する場合は、高出力のレーザーで直接焼結する粉末床溶融結合法や、光硬化樹脂にフィラーを分散する液槽光重合法が一般的に採用されている。しかしながら、これらの方式では、装置が高価になるという問題や積層速度が遅いという問題がある。
【0005】
これに対して、特許文献1は、材料押出法を用いて金属製品又はセラミックス製品を安価かつ高速に製造することができる技術を開示している。具体的には、例えば、特許文献1では、金属粉末を含む熱可塑性樹脂からペレットを作り、材料押出法により当該ペレットから造形物を形成し、当該造形物を所定の条件で加熱して脱脂し、最終的に当該造形物中の金属粉末を焼結させることにより金属製品を製造している。
【0006】
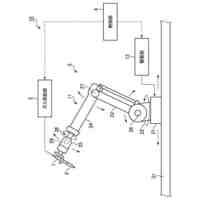
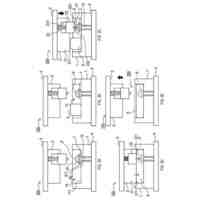
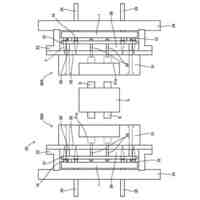
ペレットではなく、フィラメントを用いて造形物を製造するフィラメント式3Dプリンタが知られている。フィラメント式3Dプリンタでは、一般に、ロール状に巻いた直径1.75mm等のフィラメントが用いられる。フィラメント式3Dプリンタは、ギアで挟み込んだフィラメントを、当該ギアの回転によりヒーター部へ送り出すギア部を備える。フィラメント式3Dプリンタは、ギア部によりフィラメントをヒーター部へ送り出して溶融させ、これをノズル先端から吐出しながら、所定の形状に積層していく。
【先行技術文献】
【特許文献】
【0007】
WO2020/003901号
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のようなフィラメント式3Dプリンタを金属やセラミックスの造形に用いることができれば、粉末床溶融結合法等を採用した場合に生じる装置価格及び積層速度等の問題を解決でき、また、普及が進んでいる安価な3Dプリンタによっても金属製品やセラミックス製品を作製することが可能となる。
【0009】
しかしながら、特許文献1に開示された3次元プリンタ用組成物を、例えば直径1.75mmのフィラメント状にすると、脆くて折れやすいため、ロール状に巻き取ることが困難である。また、フィラメントに可塑剤等を添加して柔軟性を付与しても、ギア部周辺でフィラメントが座屈したり、折れたり、削れたりするため、フィラメントを正常に送れなくなるといった不具合が生じる。
【0010】
また、金属やセラミックスの造形に用いるフィラメントには、通常の樹脂造形体用のフィラメントと同様に所望する形状を造形可能であることに加え、脱脂と焼結を経て得られる焼結体の外観が優れていることも求められる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
27日前
株式会社プロテリアル
合金粉末の製造方法
1か月前
芝浦機械株式会社
成形機
3か月前
芝浦機械株式会社
成形機
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
株式会社キャステム
鋳造品の製造方法
1か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
トヨタ自動車株式会社
突き折り棒
12日前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
トヨタ自動車株式会社
金型冷却構造
16日前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
17日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
日立Astemo株式会社
成形装置
1か月前
株式会社神戸製鋼所
鋼の製造方法
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
1か月前
セイコーエプソン株式会社
製造方法
24日前
日本鋳造株式会社
押湯切断装置および押湯切断方法
10日前
トヨタ自動車株式会社
金型
11日前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
24日前
トヨタ自動車株式会社
ダイカスト装置
2日前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
1か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
2か月前
日本製鉄株式会社
鋳片の連続鋳造方法
24日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
1か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
1か月前
フタバ産業株式会社
成形品の製造方法
3か月前
JFEスチール株式会社
異常検出方法
2か月前
株式会社プロテリアル
タンディッシュ及びインゴットの製造方法
3か月前
個人
アルミ鋳造鋳物砂のアルミ切粉分離方法及び装置
3か月前
山陽特殊製鋼株式会社
FeCo系合金製の積層造形物
3か月前
個人
バーナーチップ及びその取付構造
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ