TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024179185
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023097832
出願日
2023-06-14
発明の名称
異材溶接方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
9/23 20060101AFI20241219BHJP(工作機械;他に分類されない金属加工)
要約
【課題】軽量化を図りつつ、スパッタやスマットを低減して外観品質を向上させ、かつ、電極の消耗を抑制して効率的に溶接することが可能な異材溶接方法を提供する。
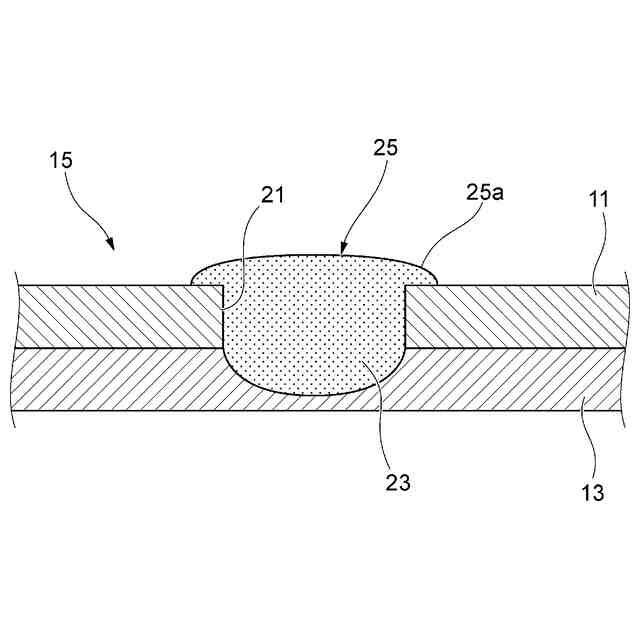
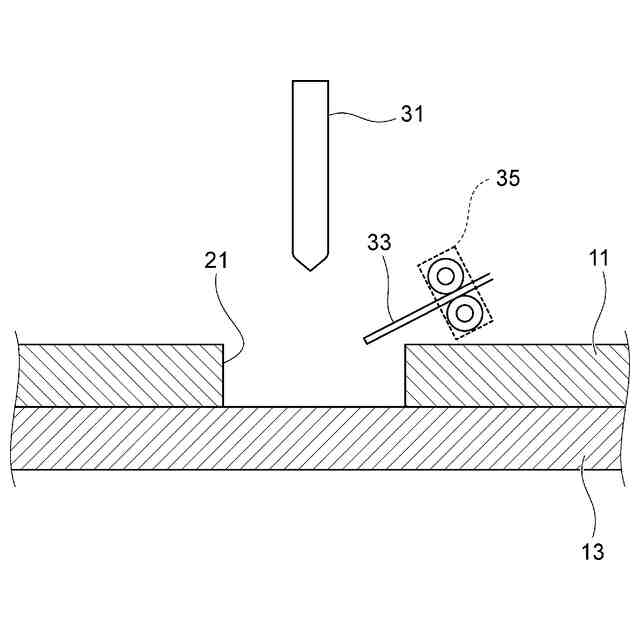
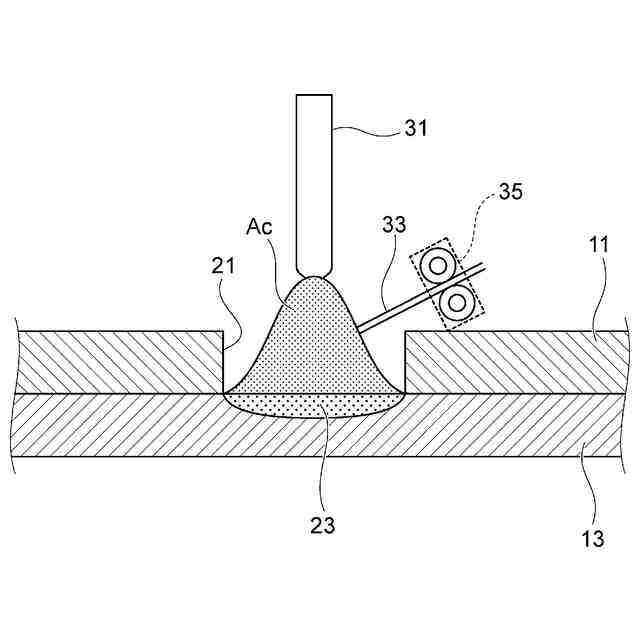
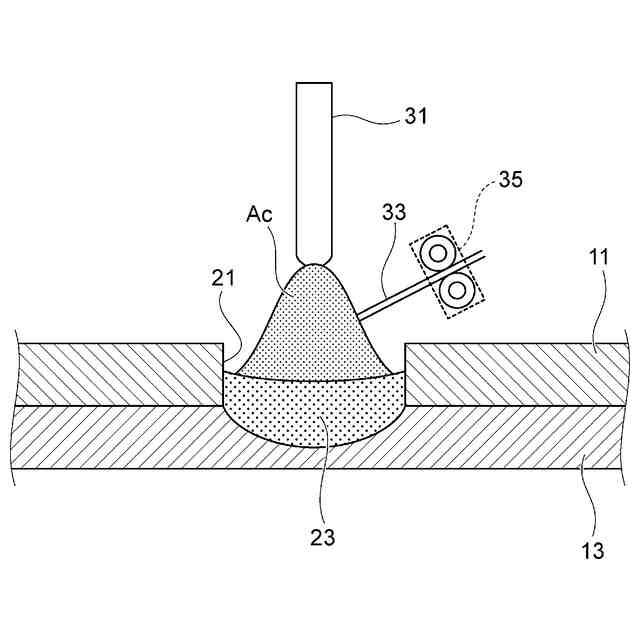
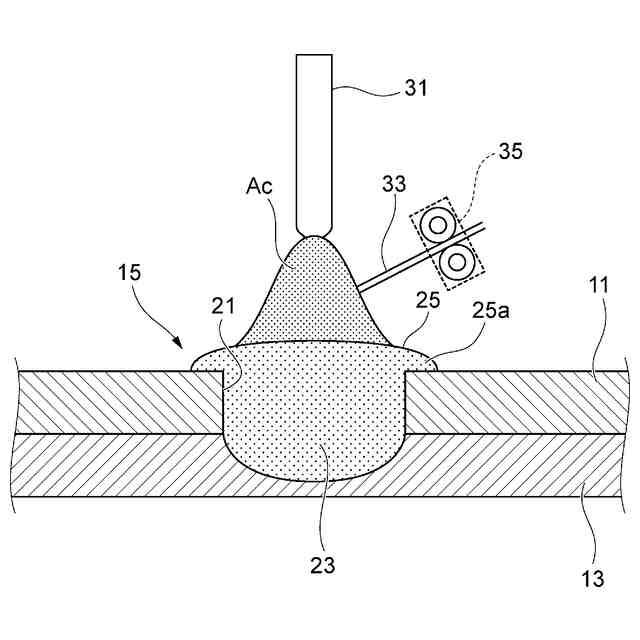
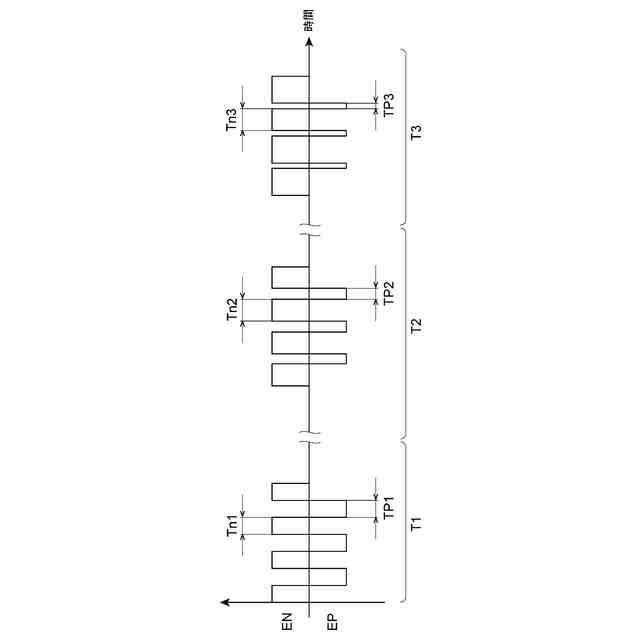
【解決手段】鉄または鋼からなる第一部材11とアルミニウムまたはアルミニウム合金からなる第二部材13とを重ね合わせる重ね合わせ工程と、第一部材11に予め形成した貫通孔21から第二部材13へ向かってアルミニウムまたはアルミニウム合金のフィラー材33を溶融させて充填させることにより、第一部材11と第二部材13とをアークスポット溶接する溶接工程と、を含み、溶接工程において、アークAcを発生させる電極31としてタングステンを用いて交流の溶接電流を付与するとともに、溶接開始期後に、溶接電流の1周期における電極31の陰極時間の割合が高くなるように制御する。
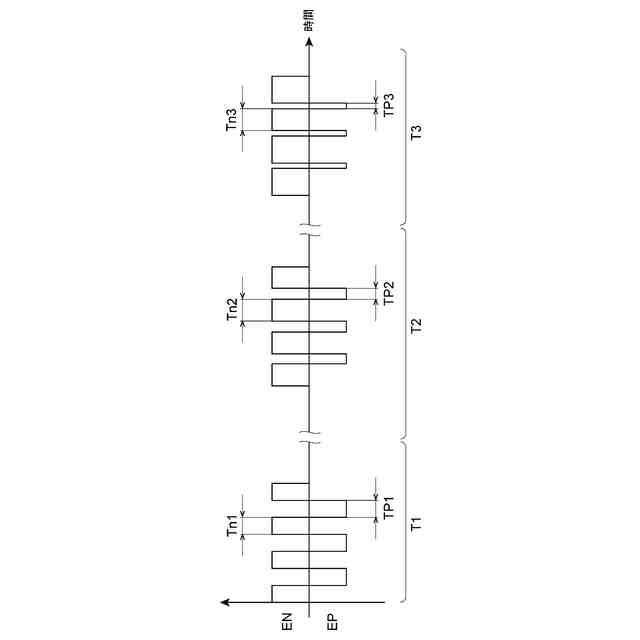
【選択図】図3
特許請求の範囲
【請求項1】
鉄または鋼からなる第一部材と、アルミニウムまたはアルミニウム合金からなる第二部材と、を接合する異材溶接方法であって、
前記第一部材と前記第二部材とを重ね合わせる重ね合わせ工程と、
前記第一部材に予め形成した貫通孔から前記第二部材へ向かってアルミニウムまたはアルミニウム合金のフィラー材を溶融させて充填させることにより、前記第一部材と前記第二部材とをアークスポット溶接する溶接工程と、
を含み、
前記溶接工程において、アークを発生させる電極としてタングステンを用いて交流の溶接電流を付与するとともに、溶接開始期後に、前記溶接電流の1周期における前記電極の陰極時間の割合が高くなるように制御する、
異材溶接方法。
続きを表示(約 160 文字)
【請求項2】
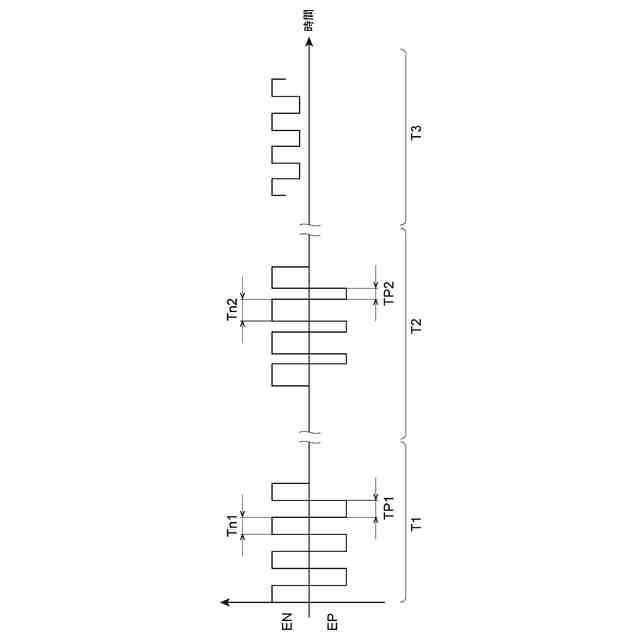
前記溶接工程において、溶接終了期において、前記溶接電流として、前記電極を陰極とする直流を付与するように制御する、
請求項1に記載の異材溶接方法。
【請求項3】
前記溶接終了期における直流からなる前記溶接電流をパルス電流とする、
請求項2に記載の異材溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、異材溶接方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来より、車両における乗員の安全性向上が求められており、係る目的のために車体の強度を向上させてきた。他方、地球温暖化問題等の深刻化を背景に、自動車の燃費改善の動きが加速している。燃費改善には車体の軽量化が有効であることが知られている。
【0003】
例えば、アルミニウム材を用いて軽量化を図るために、鋼板とアルミニウム板とを接合する技術が開発されている。この鋼材とアルミニウム材とを接合させる技術として、鋼板に予め貫通孔を形成してアルミニウム板上に重ね、アルミニウムの溶接ワイヤを用いてMIG(Metal Inert Gas)溶接によって貫通孔へ溶融アルミニウム材を充填して接合する異種金属アークスポット溶接法(DASW:Dissimilar metals Arc Spot Welding)が知られている。
【0004】
しかし、MIG溶接によるアークスポット溶接法では、消耗式電極となるアルミニウムの溶接ワイヤの先端にできた溶滴が溶融池外に飛び散って部品に付着するスパッタや溶接ワイヤ中のマグネシウムが蒸気となって酸化及び凝固して黒い煤のように母材に付着するスマットが生じやすい。
【0005】
これに対し、TIG(Tungsten Inert Gas)溶接は、一般にスパッタ及びスマットの発生量が少ないとされている。これは非消耗式のタングステン電極を用い、不活性のアルゴンガス、ヘリウムガスもしくはその混合ガスをシールドガスとしてアークを発生させ、そこにアルミニウムの溶接ワイヤを少しずつ挿入して溶融させることにより、ワイヤの蒸発が抑制されることなどが理由としてあげられる。このため、TIG溶接は、例えば、ジェットエンジンや原子力構造物などにおいて、コストよりも外観や品質が重視される部分の溶接に使われることが多い。
【0006】
このTIG溶接において、タングステン電極を陰極(EN:Electrode Negative、棒マイナス)とすると、電極直下にアークが集中して幅が狭く深い溶け込みを得ることができる。このため、TIG溶接は、通常、タングステン電極を陰極として行われる。
【0007】
これに対して、TIG溶接において、タングステン電極を陽極(EP:Electrode Positive、棒プラス)とした場合、母材表面の酸化被膜を除去するクリーニング効果が得られる。アルミニウムの母材表面を覆っている酸化被膜は、融点や比重がアルミニウム自体より高く、除去しないで溶接すると、酸化物が溶融池に残って溶接欠陥の原因となりやすい。このため、タングステン電極を陽極としたTIG溶接によりクリーニング効果を得ることは、アルミニウムの溶接には有効となる。しかし、母材に形成される電気の通り道である陰極点が母材の表面を激しく動き回るため、熱が集中せずに幅が広く浅い溶け込みとなること、タングステン電極への入熱が大きくなり、電極が消耗しやすいことから、実用的ではない。
【0008】
したがって、TIG溶接でアルミニウムに溶接する場合、溶接電流として、タングステン電極を陽極とした場合及びタングステン電極を陰極とした場合のそれぞれの利点を併せ持つ交流の溶接電流を適用するのが好ましい。
【0009】
特許文献1には、非消耗性電極と被溶接物との間に供給する溶接電流の極性を周期的に切り換えてアルミニウム合金を溶接するTIGアーク溶接方法が開示されている。この溶接方法では、溶接終了時に正極性直流電流を0.5秒以上1.0秒以下通電することによって、熱の集中による溶落ち、交番する電流のアーク力によるクレータ割れを抑えている。
【0010】
また、特許文献2には、非消耗性電極と被溶接物との間に供給する溶接電流の極性を周期的に切り換えてアルミニウム合金を溶接する溶接方法において、非平衡矩形波交流電流と非消耗性電極がマイナスのみとなるパルス電流とを切り換えることにより、板厚の厚いアルミニウム合金における溶け込み深さを増加させることが示されている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
個人
コンタクトチップ
3か月前
シヤチハタ株式会社
組立ライン
2か月前
日東精工株式会社
組み付け装置
2か月前
有限会社津谷工業
切削工具
29日前
株式会社不二越
タップ
1か月前
株式会社ダイヘン
スタッド溶接電源
3か月前
エンシュウ株式会社
工作機械
2か月前
トヨタ自動車株式会社
積層コア
1日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
インチング制御方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社不二越
歯車加工機
28日前
株式会社不二越
歯車研削盤
1か月前
株式会社メドメタレックス
ドリル
今日
旭精工株式会社
シャフトブレーキ
3か月前
津田駒工業株式会社
工作機械用の主軸装置
2か月前
株式会社ダイヘン
アークスタート制御方法
2か月前
三和テッキ株式会社
レーザ付着物除去装置
3か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
株式会社メタルクリエイト
切削装置
1か月前
株式会社FUJI
自動化用パレット
16日前
住友重機械工業株式会社
レーザ装置
1か月前
サムテック株式会社
加工物製造方法
今日
トヨタ自動車株式会社
位相測定方法
今日
古川精機株式会社
タッピングガイド
3か月前
株式会社浪速試錐工業所
防風カバー
1か月前
工機ホールディングス株式会社
作業機
28日前
株式会社ダイヘン
溶接電源装置
3か月前
エンシュウ株式会社
摩擦撹拌接合装置
2か月前
株式会社大林組
構造物形成方法
3か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
ブラザー工業株式会社
工作機械
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ