TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024177867
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2023096243
出願日
2023-06-12
発明の名称
異種金属接合継手の検査方法、異種金属接合継手の検査装置、溶接方法及び溶接システム
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
31/00 20060101AFI20241217BHJP(工作機械;他に分類されない金属加工)
要約
【課題】異種金属同士をスポット溶接する際に、継手強度を高い信頼性で検査でき、しかも、溶接後の即時の検査が可能で自動化が容易な異種金属接合継手の検査方法、異種金属接合継手の検査装置、溶接方法及び溶接システムを提供する。
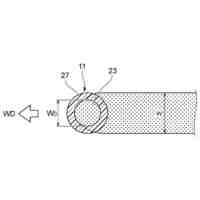
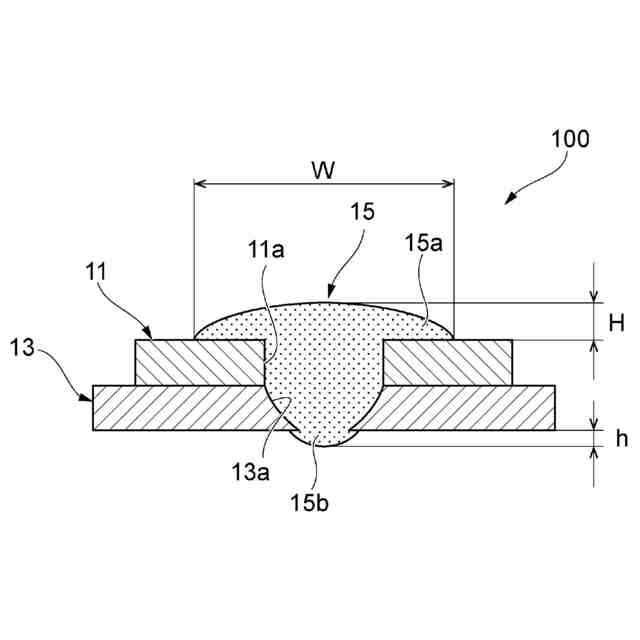
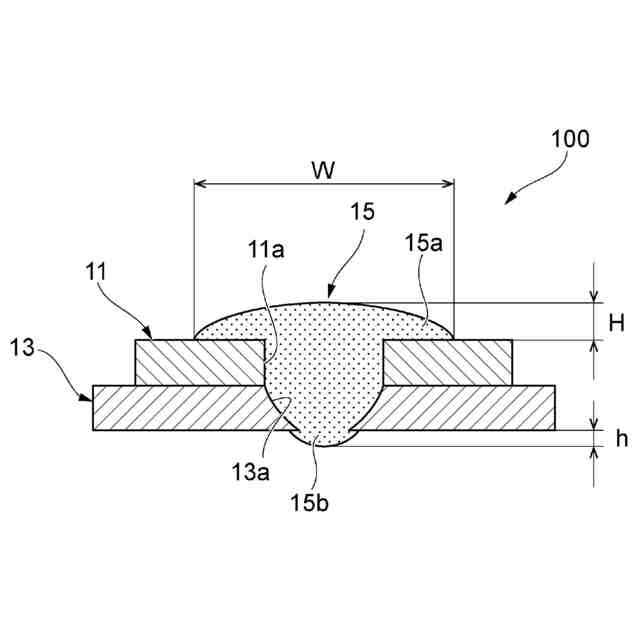
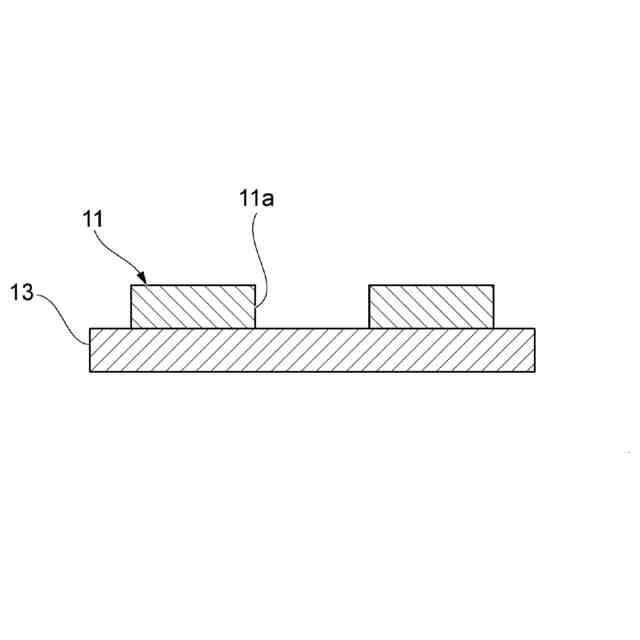
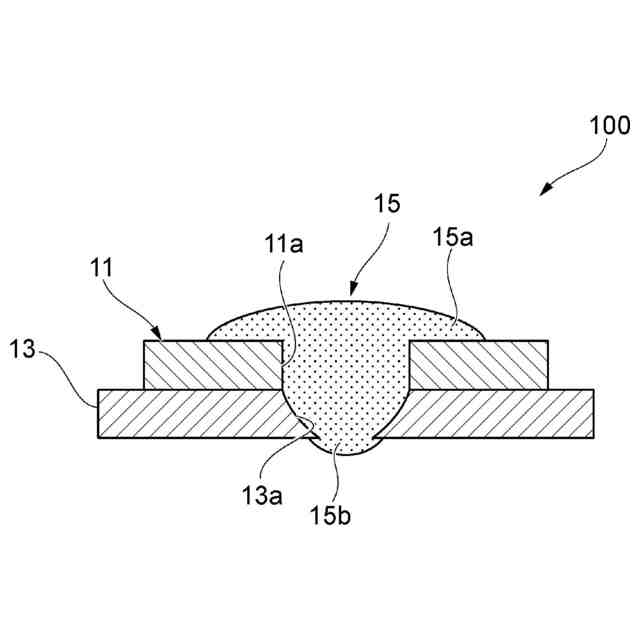
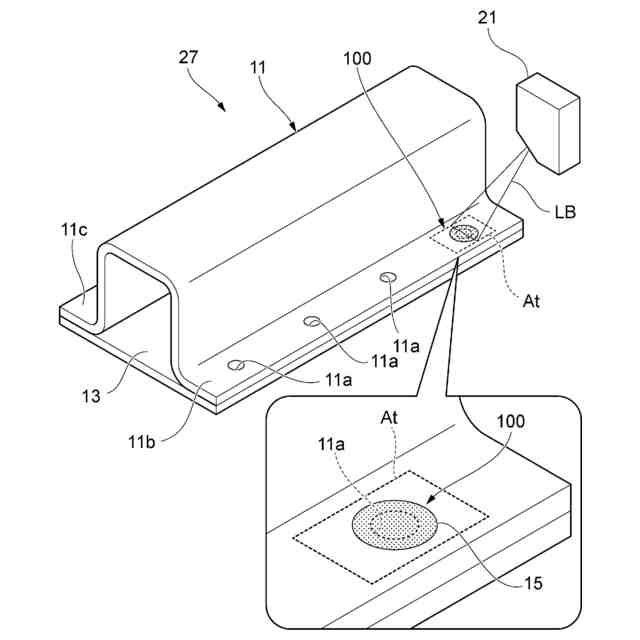
【解決手段】板厚方向に貫通孔11aを有する少なくとも1枚の鋼製の第1部材11と、非鉄金属製の第2部材13とを互いに重ね合わせた板組が、貫通孔11aの位置でスポット溶接された異種金属接合継手の検査方法は、スポット溶接により形成された溶接金属15が、第1部材11の第2部材13とは反対側の表面から突出した突出高さHを計測し、計測した突出高さHに応じてスポット溶接の溶接状態を判定するようにした。
【選択図】図1
特許請求の範囲
【請求項1】
板厚方向に貫通孔を有する少なくとも1枚の鋼製の第1部材と、非鉄金属製の第2部材とを互いに重ね合わせた板組が、前記貫通孔の位置でスポット溶接された異種金属接合継手の検査方法であって、
前記スポット溶接により形成された溶接金属が、前記第1部材の前記第2部材とは反対側の表面から突出した突出高さを計測し、
計測した前記突出高さに応じて前記スポット溶接の溶接状態を判定する、
異種金属接合継手の検査方法。
続きを表示(約 1,200 文字)
【請求項2】
前記スポット溶接により形成された溶接金属が、前記第2部材の前記第1部材とは反対側の裏面から突出した突出高さを計測し、
計測した前記表面からの突出高さと前記裏面からの突出高さとに応じて前記スポット溶接の溶接状態を判定する、
請求項1に記載の異種金属接合継手の検査方法。
【請求項3】
前記溶接金属の3点以上の前記突出高さを用いて前記スポット溶接の溶接状態を判定する、
請求項1に記載の異種金属接合継手の検査方法。
【請求項4】
前記溶接金属の前記突出高さを、レーザー変位計により計測する、
請求項1に記載の異種金属接合継手の検査方法。
【請求項5】
前記溶接金属の前記突出高さを、イメージセンサにより検出された撮像画像から計測する、
請求項1に記載の異種金属接合継手の検査方法。
【請求項6】
前記第2部材は、アルミニウム又はアルミニウム合金、若しくは、マグネシウム又はマグネシウム合金である、
請求項1に記載の異種金属接合継手の検査方法。
【請求項7】
前記スポット溶接の実施前に前記貫通孔の位置を計測し、
計測した前記貫通孔の位置に対応する前記溶接金属の前記突出高さに応じて前記溶接状態を判定する、
請求項1に記載の異種金属接合継手の検査方法。
【請求項8】
前記貫通孔の位置を、前記溶接金属の前記突出高さを計測する高さ計測器を用いて計測する、
請求項7に記載の異種金属接合継手の検査方法。
【請求項9】
板厚方向に貫通孔を有する少なくとも1枚の鋼製の第1部材と、非鉄金属製の第2部材とを互いに重ね合わせた板組を、前記貫通孔の位置でスポット溶接して異種金属接合継手を形成する溶接工程と、
前記スポット溶接により形成された溶接金属が、前記第1部材の前記第2部材とは反対側の表面から突出した突出高さと、前記スポット溶接により形成された溶接金属が前記第2部材の前記第1部材とは反対側の裏面から突出した突出高さとの少なくとも一方を計測する計測工程と、
計測した前記突出高さに応じて前記スポット溶接の溶接状態を判定する判定工程と、
前記スポット溶接の溶接状態が不良と判定された場合に、当該スポット溶接の溶接位置を補修する補修工程と、
を有する溶接方法。
【請求項10】
前記スポット溶接前に、前記貫通孔の位置を計測する工程を有し、
前記溶接工程では、計測された前記貫通孔の位置を、前記スポット溶接の目標位置にフィードバック制御して、次の前記スポット溶接の施工位置を補正する、
請求項9に記載の溶接方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、異種金属接合継手の検査方法、異種金属接合継手の検査装置、溶接方法及び溶接システムに関する。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
従来より、車両における乗員の安全性向上が求められており、係る目的のために車体の強度を向上させてきた。他方、地球温暖化問題等の深刻化を背景に、自動車の燃費改善の動きが加速している。燃費改善には車体の軽量化が有効であることが知られている。この車体の軽量化の一策として、現在の主要材料となっている鋼を軽量素材であるアルミニウム、マグネシウム等の軽金属に置換する試みが積極的に進められている。鋼と軽金属とを組み合わせるには、必然的にこれらを接合する箇所が設けられるが、これまでの同種材料同士を接合する溶接と比較して、異材同士の溶接は困難になることが多く、溶接部の信頼性、健全性を担保することが重要となっている。
【0003】
一般に、スポット溶接を含む構造物の溶接継手に対しては、溶接後に検査を行い、継手の信頼性、健全性を担保することが求められる。このことは、異材接合の分野においても同様である。例えば、アルミニウム溶接ワイヤを用いた鉄とアルミニウムとの異材接合法として、異種金属アークスポット溶接法(以下、DASW:Dissimilar Arc Spot Weldingともいう。)が開発されている(例えば、特許文献1参照)。また、それ以外にもレーザー光を熱源として、レーザー光照射部に溶接ワイヤを供給するレーザー溶接や、レーザーとアークとを併用するハイブリッド溶接等による異材同士のスポット溶接法についても検討が進められている。
【先行技術文献】
【特許文献】
【0004】
特開昭52-114446号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記したDASW、レーザー溶接やハイブリッド溶接によるスポット溶接法によれば、鋼材とアルミニウム等の軽金属とを強固に接合できる。しかしながら、これら接合方法、接合機構においては、標準的な継手の検査方法が未だ確立されていない。一方で、従来から広く使用される抵抗スポット溶接による継手の検査方法はいくつか存在し、たがねによる破壊試験、超音波探傷試験(UT:Ultrasonic Testing)等による溶接部の非破壊検査が知られている。その他にも、放射線透過試験(RT:Radiographic Testing)、磁気探傷試験(MT:Magnetic Particle Testing)等の非破壊検査も知られている。しかし、これらの方法をDASWに適用するには、以下に示す課題がある。
【0006】
たがねを用いる破壊試験の場合、溶接部や母材へのダメージが避けられず、溶接後の状態に完全に復元することが難しい。超音波探傷試験の場合、DASWの溶接部は突起があるため、探触子を接触させ難いこと、また、溶接後の高温の状態で探触子を接触させられないため、即時の検査が難しいこと、そして、アルミニウムの溶接金属を対象とした場合、溶接金属内に細かなブローホールが存在していることが多く、所望の反射波を得るのが難しいこと、等の課題がある。レーザーUTでは、探触子を用いずに非接触で溶接部を検査できるが、ブローホールについては上記した課題が残る。また、溶接部における超音波の伝播特性には温度依存性があるため、溶接後の即時の検査へ適用することは難しい。放射線透過試験では、安全に配慮した設備の導入が不可欠となり、また、内部欠陥の確認には向いているが、重要となるナゲット径や余盛形状を判別することは困難である。磁気探傷試験は、磁性材料の鋼に対して用いられる方法であり、DASWのような異種金属接合では所望の検査結果が得られない。
【0007】
そこで本発明は、異種金属同士をスポット溶接する際に、継手強度を高い信頼性で検査でき、しかも、溶接後の即時の検査が可能で自動化が容易な異種金属接合継手の検査方法、異種金属接合継手の検査装置、溶接方法及び溶接システムを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は下記の構成からなる。
(1) 板厚方向に貫通孔を有する少なくとも1枚の鋼製の第1部材と、非鉄金属製の第2部材とを互いに重ね合わせた板組が、前記貫通孔の位置でスポット溶接された異種金属接合継手の検査方法であって、
前記スポット溶接により形成された溶接金属が、前記第1部材の前記第2部材とは反対側の表面から突出した突出高さを計測し、
計測した前記突出高さに応じて前記スポット溶接の溶接状態を判定する、
異種金属接合継手の検査方法。
(2) 板厚方向に貫通孔を有する少なくとも1枚の鋼製の第1部材と、非鉄金属製の第2部材とを互いに重ね合わせた板組を、前記貫通孔の位置でスポット溶接して異種金属接合継手を形成する溶接工程と、
前記スポット溶接により形成された溶接金属が、前記第1部材の前記第2部材とは反対側の表面から突出した突出高さと、前記スポット溶接により形成された溶接金属が前記第2部材の前記第1部材とは反対側の裏面から突出した突出高さとの少なくとも一方を計測する計測工程と、
計測した前記突出高さに応じて前記スポット溶接の溶接状態を判定する判定工程と、
前記スポット溶接の溶接状態が不良と判定された場合に、当該スポット溶接の溶接位置を補修する補修工程と、
を有する溶接方法。
(3) 板厚方向に貫通孔を有する少なくとも1枚の鋼製の第1部材と、非鉄金属製の第2部材とを互いに重ね合わせた板組が、前記貫通孔の位置でスポット溶接された異種金属接合継手の検査装置であって、
前記スポット溶接により形成された溶接金属が、前記第1部材の前記第2部材とは反対側の表面から突出した突出高さを計測する高さ計測部と、
計測した前記高さに応じて前記スポット溶接の溶接状態を判定する判定部と、
を備える異種金属接合継手の検査装置。
(4) (3)に記載の異種金属接合継手の検査装置と、
前記スポット溶接により前記第1部材と前記第2部材とを接合して前記異種金属接合継手を形成する溶接装置と、
を備え、
前記スポット溶接の溶接状態が不良と判定された場合に、前記溶接装置を駆動して不良と判定された前記スポット溶接の溶接位置を補修する補修機能を有する、
溶接システム。
【発明の効果】
【0009】
本発明によれば、異種金属同士をスポット溶接する際に、継手強度を高い信頼性で検査できる。しかも、溶接後の即時の検査が可能で、自動化も容易となる。
【図面の簡単な説明】
【0010】
図1は、異種金属接合継手の要部を示す断面図である。
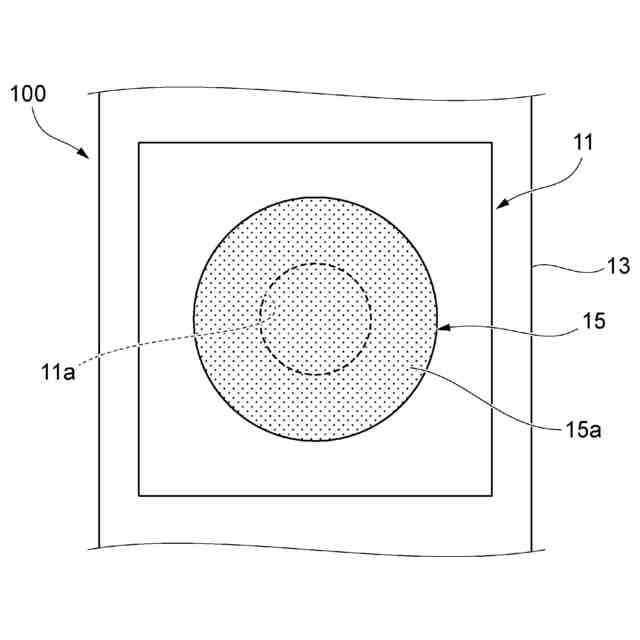
図2は、図1に示す異種金属接合継手の平面図である。
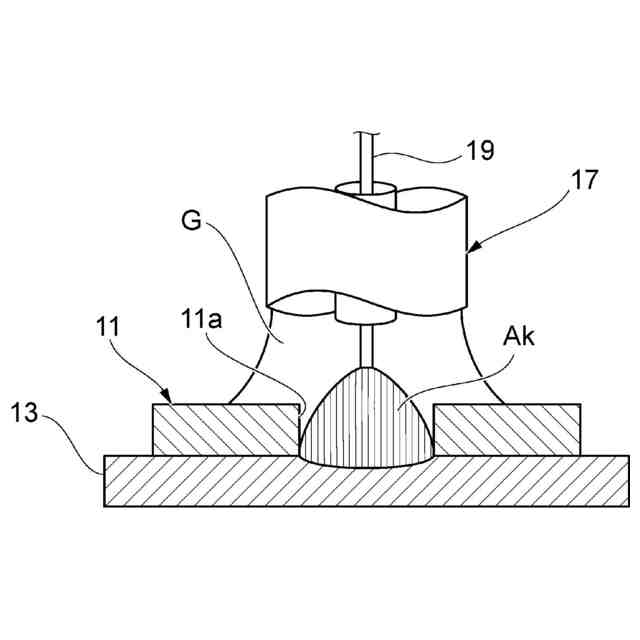
図3Aは、貫通孔を有する鋼板とアルミニウム板との異種金属接合継手の形成手順を示す工程説明図である。
図3Bは、貫通孔を有する鋼板とアルミニウム板との異種金属接合継手の形成手順を示す工程説明図である。
図3Cは、貫通孔を有する鋼板とアルミニウム板との異種金属接合継手の形成手順を示す工程説明図である。
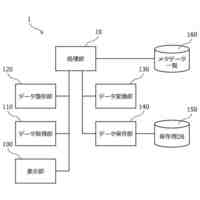
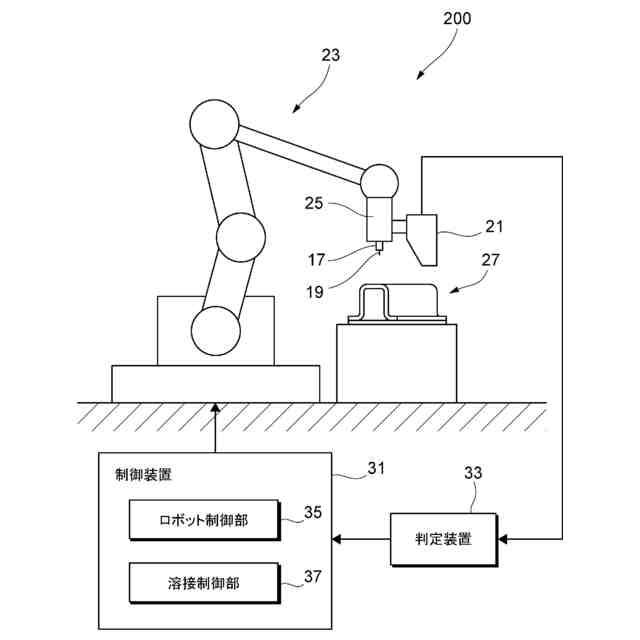
図4は、高さ計測器が設けられた溶接ロボットを含む溶接システムの概略構成図である。
図5は、接合体の異種金属接合継手を、高さ計測器により高さ計測する様子を模式的に示す説明図である。
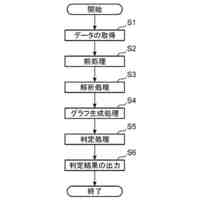
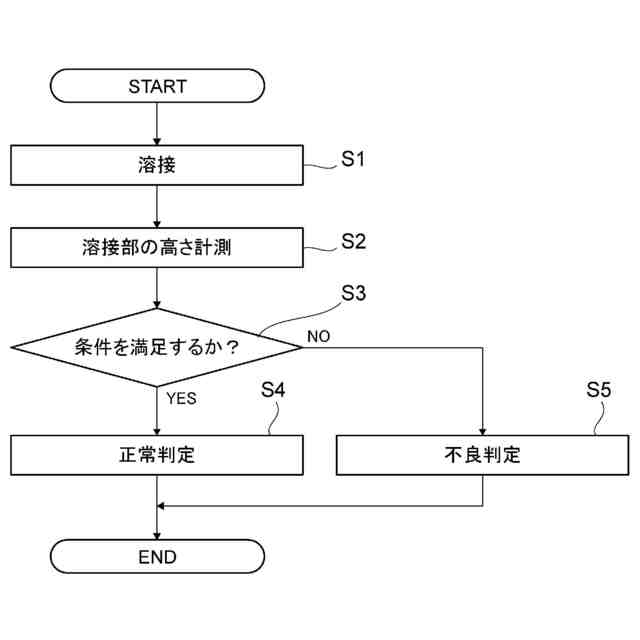
図6は、異種金属接合継手の検査方法の基本的な手順を示すフローチャートである。
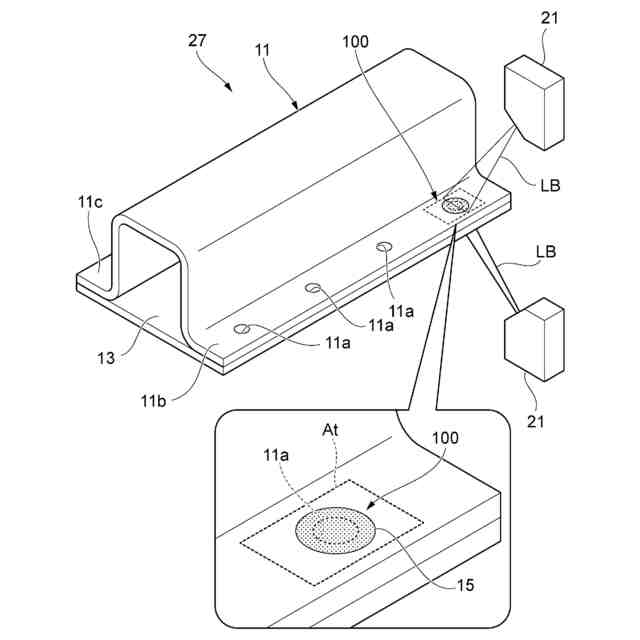
図7は、接合体の異種金属接合継手を、表側と裏側から高さ計測器により高さ計測する様子を模式的に示す説明図である。
図8Aは、正常と判定された異種金属接合継手の切断面の断面写真である。
図8Bは、不良と判定された異種金属接合継手の切断面の断面写真である。
図9は、高さ計測器からの計測データにより求めた高さプロファイルを示すグラフである。
図10は、高さプロファイルと基準高さ分布とを示すグラフである。
図11は、高さプロファイルと基準高さ分布とを示すグラフである。
図12は、第1部材の貫通孔を溶接前に計測した場合の高さプロファイルを示す説明図である。
図13は、図12に示す中心線に基づき作成した基準高さ分布を示す説明図である。
図14は、計測された高さプロファイルと図13に示す基準高さ分布とを比較した様子を示す説明図である。
図15は、計測された高さプロファイルと図13に示す基準高さ分布とを比較した様子を示す説明図である。
図16は、溶接部の突出形状を溶接後に計測した場合の高さプロファイルを示す説明図である。
図17は、図15に示す中心線に基づき作成した基準高さ分布を示す説明図である。
図18は、計測された高さプロファイルから抽出した代表点の位置関係を、基準と比較する様子を示す説明図である。
図19は、計測された高さプロファイルから抽出した代表点の位置関係を、基準と比較する様子を示す説明図である。
図20は、溶接後に計測した溶接金属の高さプロファイルと、溶接前の溶接位置である貫通孔を計測した高さプロファイルを示す説明図である。
図21は、溶接後に第1部材の貫通孔に形成される溶接金属の体積を説明する説明図である。
図22は、第1部材と第2部材とを接合する溶接金属の断面図と正面図を示す説明図である。
図23は、溶接金属の表余盛の外縁形状をXY面で示す説明図である。
図24は、溶接金属の表余盛の外縁形状をXY面で示す説明図である。
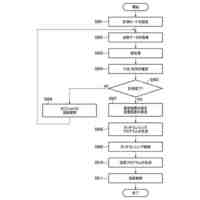
図25は、予備穴の位置の検知と、溶接及び高さ計測と、不良判定された溶接部の補修工程とを含む検査手順を示すフローチャートである。
図26は、図25に示す検査を1点毎から複数点を纏めて実施するように変更した検査手順を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
自動車用バッテリーケース
3日前
株式会社神戸製鋼所
銅板部材及びその密着曲げ加工方法
1日前
株式会社神戸製鋼所
ワーク計測方法、および溶接システム
1日前
株式会社神戸製鋼所
滑り軸受焼付き予兆検知方法および該装置
1日前
株式会社神戸製鋼所
積層造形方法及び積層造形装置並びにプログラム
1日前
株式会社神戸製鋼所
データ変換装置、データ変換方法、及びプログラム
1日前
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
個人
コンタクトチップ
3か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
有限会社津谷工業
切削工具
1か月前
株式会社不二越
タップ
1か月前
エンシュウ株式会社
工作機械
2か月前
株式会社ダイヘン
スタッド溶接電源
3か月前
株式会社ダイヘン
インチング制御方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社FUJI
ワーク置き台
3か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
トヨタ自動車株式会社
積層コア
2日前
旭精工株式会社
シャフトブレーキ
3か月前
光精工株式会社
クーラントタンク
3か月前
株式会社不二越
歯車研削盤
1か月前
株式会社不二越
歯車加工機
29日前
株式会社メドメタレックス
ドリル
1日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
津田駒工業株式会社
工作機械用の主軸装置
2か月前
古川精機株式会社
タッピングガイド
3か月前
サムテック株式会社
加工物製造方法
1日前
トヨタ自動車株式会社
位相測定方法
1日前
株式会社メタルクリエイト
切削装置
1か月前
三和テッキ株式会社
レーザ付着物除去装置
3か月前
株式会社浪速試錐工業所
防風カバー
1か月前
住友重機械工業株式会社
レーザ装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ