TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024175512
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023093348
出願日
2023-06-06
発明の名称
螺旋管の製管装置
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20241211BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】内周解放型の製管装置において、帯状部材における未製管の後続帯部からの捩じりや引っ張りによる製管装置の倒れを防止する。
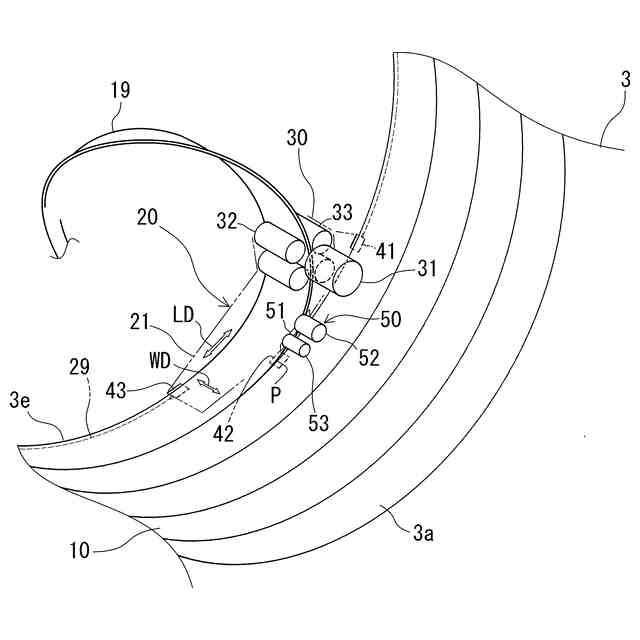
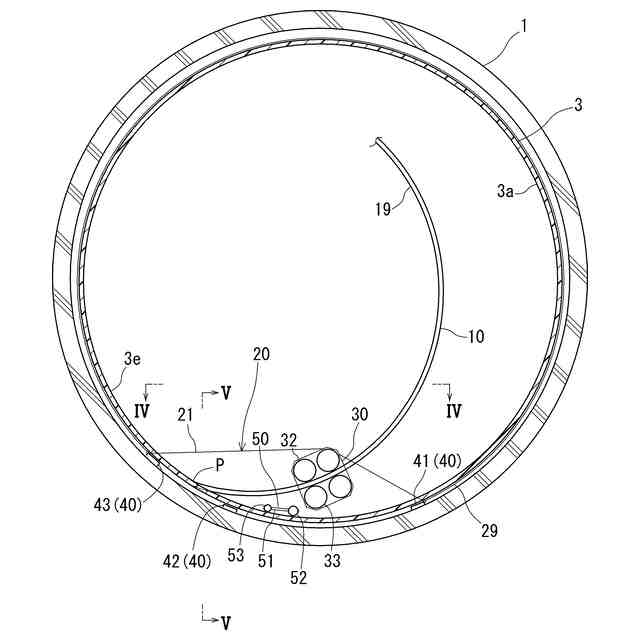
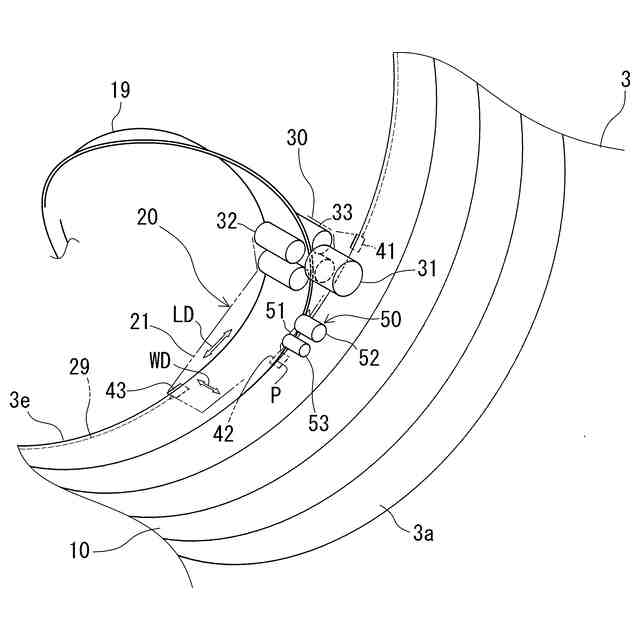
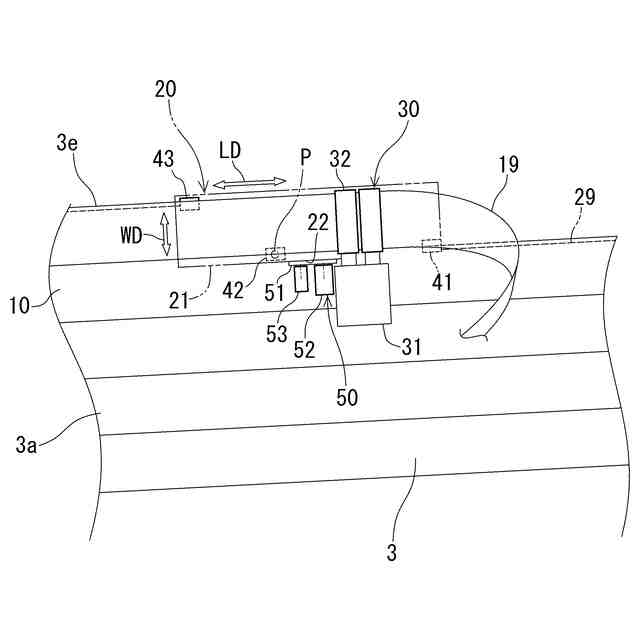
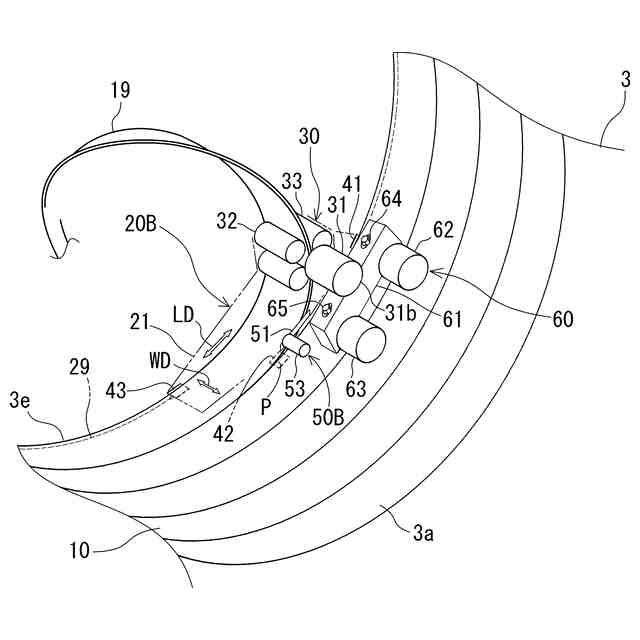
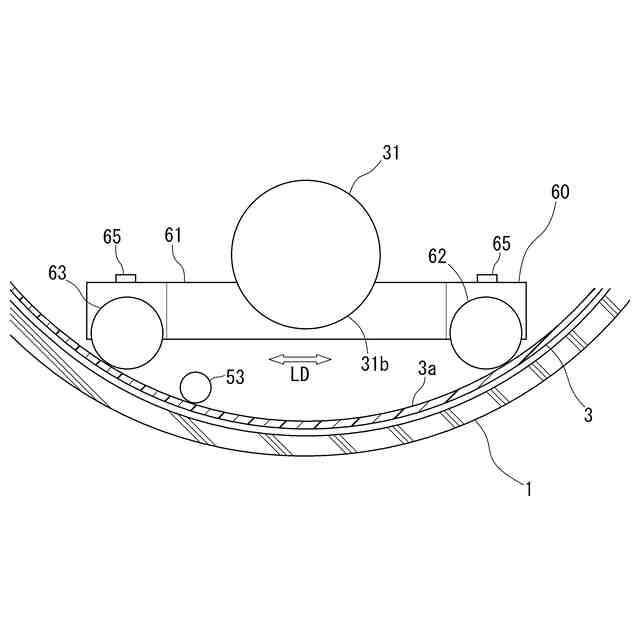
【解決手段】螺旋管3の前方側の管端部3eの一箇所に、製管装置20の装置フレーム21が設けられ、装置フレームには、駆動部30と管端ガイドが設けられ、駆動部の駆動ローラ32,33によって、帯状部材10の未製管の後続帯部19を挟み込んで管端部へ斜めに押し込むことによって、後続帯部を管端部に組み入れるととともに装置フレームを螺旋巻回方向へ推進させる推進力を得る。管端ガイドを管端部に螺旋巻回方向へスライド可能に係止させる。装置フレームにおける延伸方向の後方側の側方には、倒れ防止部材52,53を更生管3の先に製管された管部分3aの内周面に沿うように設ける。倒れ防止部材は、管部分の内周面との当たりによって装置フレームの延伸方向の後方側への傾斜を規制する。
【選択図】図3
特許請求の範囲
【請求項1】
帯状部材から螺旋管を製管しながら螺旋巻回方向へ推進される製管装置において、
前記螺旋管における先に製管された管部分の延伸方向の前方側の管端部の一箇所に、該一箇所以外の前記管端部を内周側へ解放するように設けられた装置フレームと、
前記延伸方向の後方側すなわち延伸後方側から前記管端部に続く前記帯状部材の未製管の後続帯部を挟み込んで前記管端部へ押し込む少なくとも一対の駆動ローラ、及びこれら駆動ローラを回転駆動させる駆動モータを有し、前記装置フレームに設けられた駆動部と、
前記装置フレームに設けられるとともに、前記管端部に前記螺旋巻回方向へスライド可能に係止される管端ガイドと、
前記装置フレームにおける前記延伸後方側の側方に、前記管部分の内周面に沿うように設けられ、前記内周面との当たりによって前記装置フレームの前記延伸後方側への傾斜を規制する倒れ防止部材と
を備えたことを特徴とする製管装置。
続きを表示(約 410 文字)
【請求項2】
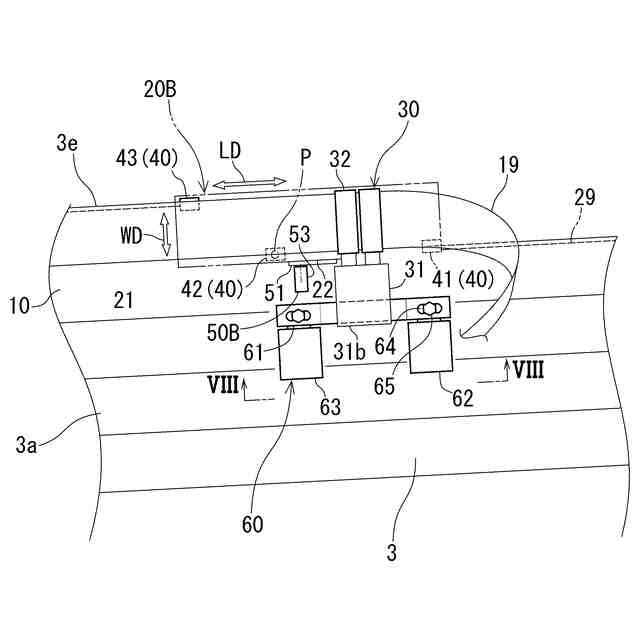
前記倒れ防止部材が、前記装置フレームの前記螺旋巻回方向と直交する装置幅方向に沿う軸まわりに回転可能な回転体を含む請求項1に記載の製管装置。
【請求項3】
前記倒れ防止部材が、前記装置フレームの前記螺旋巻回方向を向く装置長さ方向の中間部から前記延伸後方側へ突出されている請求項1に記載の製管装置。
【請求項4】
前記駆動モータが、前記装置フレームから前記延伸後方側へ突出されており、
前記駆動モータの筐体に、前記倒れ防止部材を支持する支持部材が設けられている請求項1に記載の製管装置。
【請求項5】
前記駆動モータを挟んで前記螺旋巻回方向を向く装置長さ方向の両側にそれぞれ前記倒れ防止部材が設けられている請求項4に記載の製管装置。
【請求項6】
前記両側の倒れ防止部材どうしの離間距離が調節可能である請求項5に記載の製管装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、帯状部材から螺旋管を製管する装置に関し、特に、螺旋巻回方向へ推進されながら製管を行なう自走式の製管装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
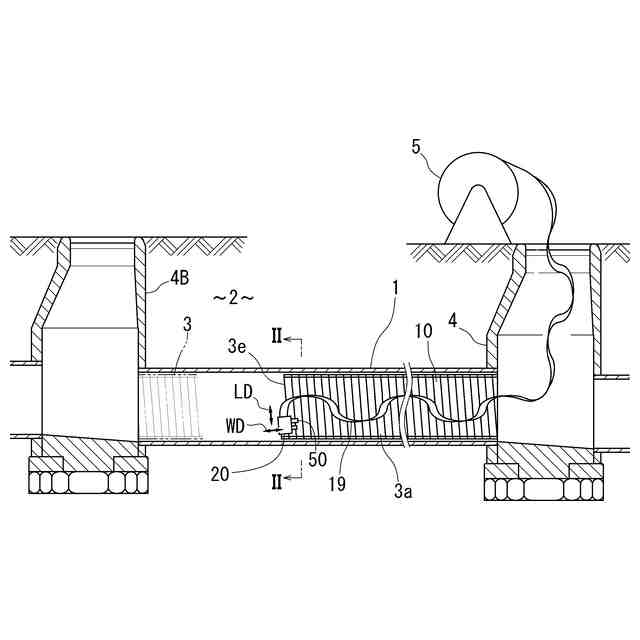
例えば、下水道管等の老朽化した既設管の内壁に沿って、帯状部材からなる螺旋管状の更生管をライニングすることによって、既設管を更生する方法が知られている(特許文献1、2等参照)。帯状部材の両縁には凹凸嵌合部が形成されている。該帯状部材が、製管装置によって螺旋状に巻回されて、対向する凹凸嵌合部どうしが嵌合される。これによって、更生管(螺旋管)が製管される。
【0003】
特許文献1、2には、螺旋巻回方向へ推進されながら更生管の製管を行なう自走式の製管装置が開示されている。
特許文献1の製管装置は、製管中の更生管の管端部を内周側から規制するリンクローラと呼ばれる環状の内周規制体を備えた内周規制型の製管装置である。
【0004】
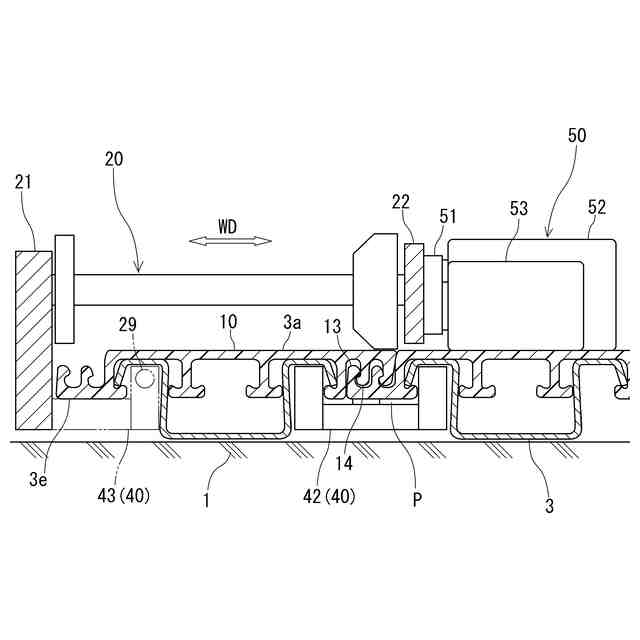
特許文献2には、前記内周規制体を有しない内周解放型(内周規制体レス)の製管装置が開示されている。当該内周解放型の製管装置は、更生管の延伸方向の前方側の管端部に配置された装置フレームと、少なくとも一対の駆動ローラと、管端部に沿ってスライド可能に係止された管端ガイドとを含む。装置フレームには、管端部を内周側から規制するリンクローラ等の内周規制体が設けられておらず、装置フレームの配置箇所以外の管端部が内周側へ解放されている。
【0005】
帯状部材における未製管の後続帯部は、更生管における先に製管された管部分の内部に通されることによって、延伸方向の後方側すなわち延伸後方側から製管装置の一対の駆動ローラの間に導入される。これら駆動ローラによって、後続帯部が挟み付けられるとともに管端部へ向けて斜めに押し込まれる。これによって、後続帯部と管端部の凹凸嵌合部どうしが凹凸嵌合され、後続帯部が管端部に組み込まれる。このとき、駆動ローラによる押し込みの反力が推進力となって、装置フレームが螺旋巻回方向へ推進される。これによって、更生管が延伸される。
【先行技術文献】
【特許文献】
【0006】
特開2015-112790号公報
特開2019-084728号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
発明者の知見によれば、自走式製管装置のうち、特に前記内周解放型の製管装置においては、帯状部材の未製管の後続帯部から捩じりや引っ張り等の力を受けることで延伸後方側へ倒れることがある。例えば、製管装置へ導入前の後続帯部が巻き癖付与機で巻き癖を付与されていなかったり、更生管の内径が小径であったりすると、後続帯部が、巻きピッチが大きく巻き径が小さい弦巻き螺旋状に絞られた状態になるため、後続帯部から製管装置に加わる力のうち延伸後方側への力成分が大きくなり、製管装置が倒れやすい。製管装置が倒れると、凹凸嵌合部どうしの嵌合不良や、管端ガイドの脱落その他の製管装置の脱線が起き、製管不良となる。
【0008】
なお、前掲特許文献1等の内周規制型の製管装置においては、リンクローラ等の内周規制体が管端部に張り付いて拘束されているから、前述したような倒れが発生することはほとんどない。
本発明は、かかる事情に鑑み、自走式かつ内周解放型の製管装置において、帯状部材における未製管の後続帯部からの延伸後方側への力による製管装置の倒れを防止することを目的とする。
【課題を解決するための手段】
【0009】
前記課題を解決するために、本発明は、帯状部材から螺旋管を製管しながら螺旋巻回方向へ推進される製管装置において、
前記螺旋管における先に製管された管部分の延伸方向の前方側の管端部の一箇所に、該一箇所以外の前記管端部を内周側へ解放するように設けられた装置フレームと、
前記延伸方向の後方側すなわち延伸後方側から前記管端部に続く前記帯状部材の未製管の後続帯部を挟み込んで前記管端部へ押し込む少なくとも一対の駆動ローラ、及びこれら駆動ローラを回転駆動させる駆動モータを有し、前記装置フレームに設けられた駆動部と、
前記装置フレームに設けられるとともに、前記管端部に前記螺旋巻回方向へスライド可能に係止される管端ガイドと、
前記装置フレームにおける前記延伸後方側の側方に、前記管部分の内周面に沿うように設けられ、前記内周面との当たりによって前記装置フレームの前記延伸後方側への傾斜を規制する倒れ防止部材と
を備えたことを特徴とする。
【0010】
当該製管装置によれば、駆動ローラによる後続帯部の押し込みによって、後続帯部が管端部に組み込まれて製管が進むとともに、製管装置の螺旋巻回方向への推進力が生じる。
後続帯部が絞られた状態(巻きピッチが大きく巻き径が小さい弦巻き螺旋状)であると、製管時の製管装置が後続帯部から捩じりや引っ張り等の延伸後方側への力を強く受ける。このような延伸後方側への力によって製管装置が傾こうとすると、倒れ防止部材が管部分の内周面に当たる。これによって、製管装置が延伸後方側へ倒れるのが防止され、嵌合不良や脱線等の製管不良を回避できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
金型の製造方法
11か月前
東レ株式会社
シート成形口金
11か月前
津田駒工業株式会社
連続成形機
10か月前
シーメット株式会社
光造形装置
15日前
東レ株式会社
プリプレグテープ
3か月前
CKD株式会社
型用台車
22日前
個人
射出ミキシングノズル
3か月前
グンゼ株式会社
ピン
29日前
株式会社日本製鋼所
押出機
3か月前
輝創株式会社
接合方法
11か月前
株式会社FTS
成形装置
15日前
株式会社リコー
シート剥離装置
5か月前
株式会社シロハチ
真空チャンバ
2か月前
東レ株式会社
一体化成形品の製造方法
5か月前
東レ株式会社
延伸フィルムの製造方法
11か月前
帝人株式会社
成形体の製造方法
6か月前
グンゼ株式会社
印刷層の除去方法
11か月前
六浦工業株式会社
接着装置
11か月前
三菱自動車工業株式会社
予熱装置
3か月前
株式会社リコー
画像形成システム
1か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社リコー
シート処理システム
5か月前
個人
ノズルおよび熱風溶接機
2日前
トヨタ自動車株式会社
真空成形方法
7か月前
トヨタ自動車株式会社
3Dプリンタ
1か月前
日東工業株式会社
インサート成形機
1か月前
トヨタ自動車株式会社
真空成形装置
8か月前
個人
超高速射出点描画による熱溶解積層法
12か月前
東レ株式会社
溶融押出装置および押出方法
1日前
KTX株式会社
シェル型の作製方法
6か月前
小林工業株式会社
振動溶着機
6か月前
株式会社リコー
シート処理システム
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































