TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024165872
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023082432
出願日
2023-05-18
発明の名称
ワーク位置取得方法およびワーク位置取得装置
出願人
カナデビア株式会社
代理人
個人
,
個人
,
個人
主分類
B25J
13/08 20060101AFI20241121BHJP(手工具;可搬型動力工具;手工具用の柄;作業場設備;マニプレータ)
要約
【課題】ワークの回転面の中心を容易に、かつ、精度よく取得する。
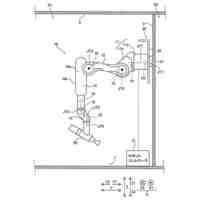
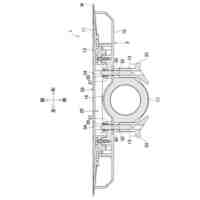
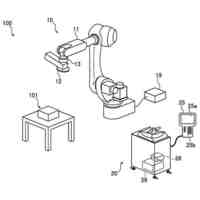
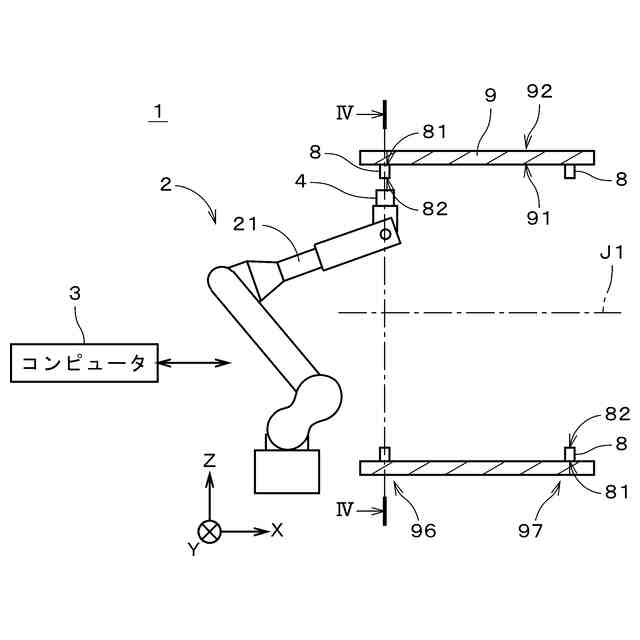
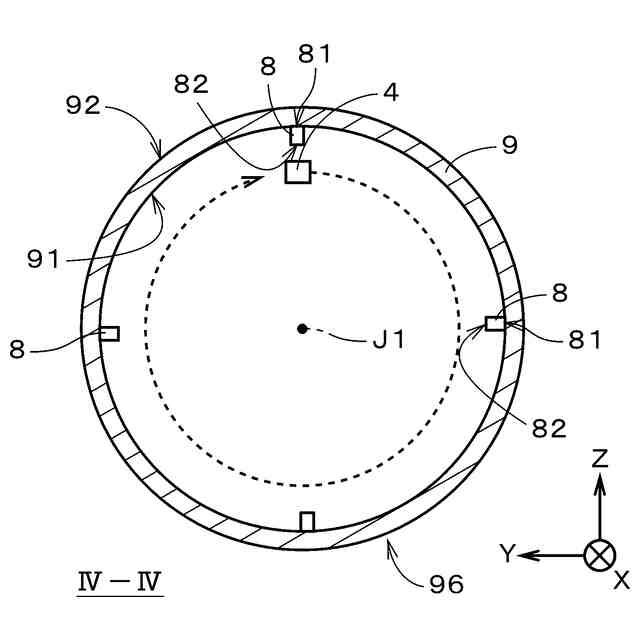
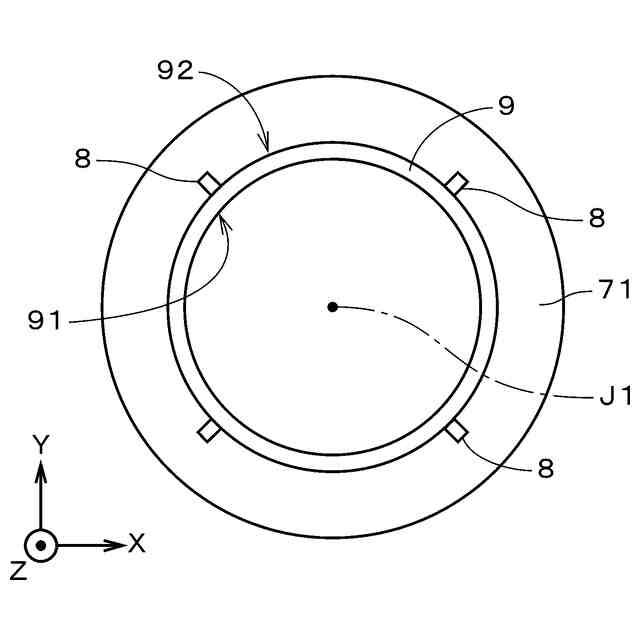
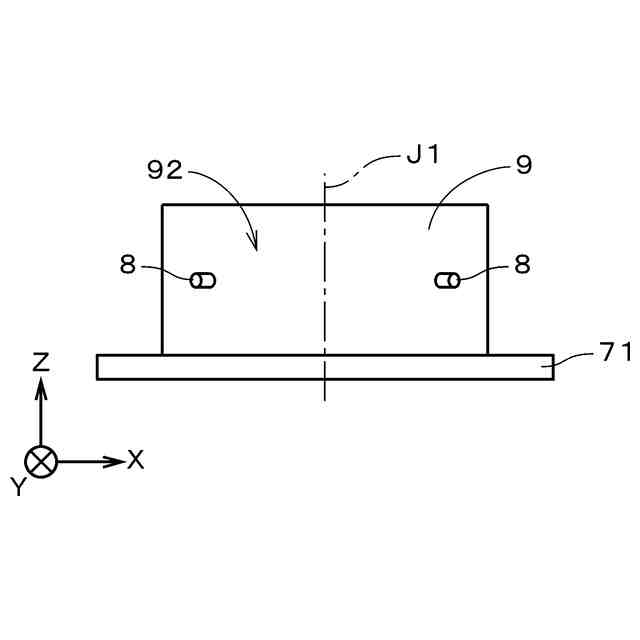
【解決手段】ワーク位置取得方法は、ワーク9に対して着脱可能である3個以上の被検出部8を、ワーク9の回転面上において周方向に沿って配列する工程と、形状測定機4が設けられたロボット2のアーム21の移動を行いつつ、回転面上の被検出部8を形状測定機4により順に測定する工程と、各被検出部8の測定時におけるアーム21の座標、および、形状測定機4による当該被検出部8の測定結果を用い、回転面上における当該被検出部8の取付位置の座標を求める工程と、被検出部8の取付位置の座標に基づいて、回転面の中心を求める工程とを備える。これにより、ワーク9の回転面の中心を容易に、かつ、精度よく取得することができる。
【選択図】図1
特許請求の範囲
【請求項1】
ロボットの座標系において、回転面を有するワークにおける前記回転面の中心を取得するワーク位置取得方法であって、
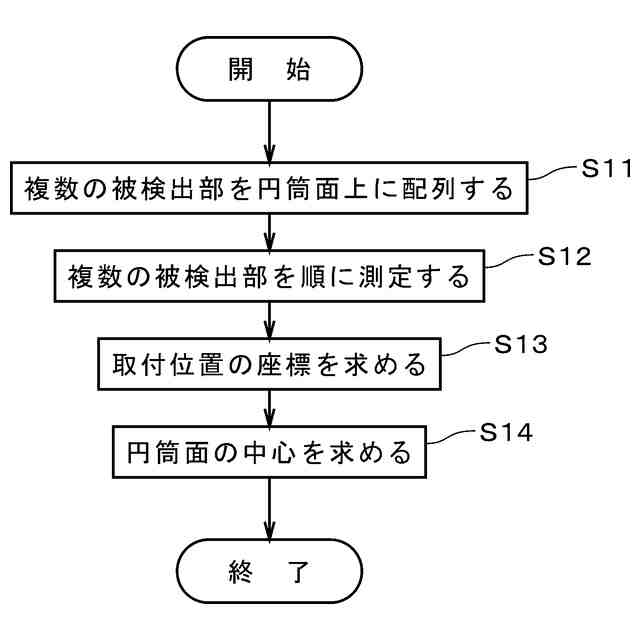
a)前記ワークに対して着脱可能である3個以上の被検出部を、前記ワークの前記回転面上において周方向に沿って配列する工程と、
b)前記ロボットのアームに非接触式の形状測定機が設けられており、前記アームの移動、および/または、前記回転面の中心軸に平行な軸を中心とした前記ワークの回転を行いつつ、前記回転面上の前記3個以上の被検出部を前記形状測定機により順に測定する工程と、
c)前記b)工程において前記アームを移動する場合、各被検出部の測定時における前記アームの座標、および、前記形状測定機による前記各被検出部の測定結果を用い、前記b)工程において前記ワークを回転する場合、前記各被検出部の測定時における前記ワークの回転角、および、前記形状測定機による前記各被検出部の測定結果を用い、前記b)工程において前記アームを移動し、かつ、前記ワークを回転する場合、前記各被検出部の測定時における前記アームの座標および前記ワークの回転角、並びに、前記形状測定機による前記各被検出部の測定結果を用い、前記回転面上における前記各被検出部の取付位置の座標を求める工程と、
d)前記3個以上の被検出部の取付位置の座標に基づいて、前記回転面の中心を求める工程と、
を備えるワーク位置取得方法。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載のワーク位置取得方法であって、
前記形状測定機が、物体の断面プロファイルを測定するレーザセンサであるワーク位置取得方法。
【請求項3】
請求項2に記載のワーク位置取得方法であって、
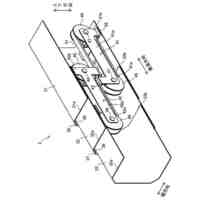
前記b)工程において、前記形状測定機が前記周方向に略垂直な前記断面プロファイルを測定する状態で、前記形状測定機が前記回転面に沿って前記周方向に相対移動するワーク位置取得方法。
【請求項4】
請求項2に記載のワーク位置取得方法であって、
前記c)工程において、前記断面プロファイルが示す前記回転面上の物体の高さが、所定範囲に含まれる場合に、前記物体が被検出部として扱われるワーク位置取得方法。
【請求項5】
請求項2ないし4のいずれか1つに記載のワーク位置取得方法であって、
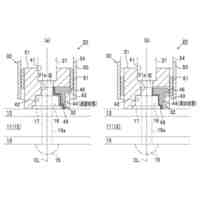
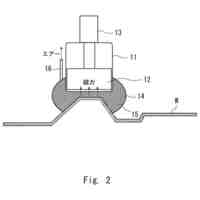
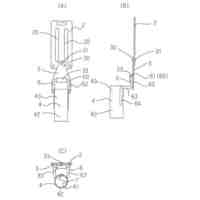
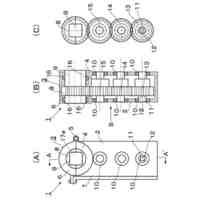
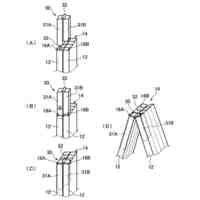
前記各被検出部において、前記回転面に接触する第1面と、前記第1面に対向する第2面とが平行であり、
前記b)工程において、前記各被検出部に対して2箇所以上で前記断面プロファイルが測定され、
前記c)工程において、前記各被検出部の前記第2面が求められ、前記各被検出部の取付位置が、前記第2面上の所定の点から、前記第2面に垂直かつ前記第1面に向かう方向にずれた位置として求められるワーク位置取得方法。
【請求項6】
請求項5に記載のワーク位置取得方法であって、
前記各被検出部の前記第2面および前記第1面の形状が円であり、前記第2面上の前記所定の点が前記円の中心であるワーク位置取得方法。
【請求項7】
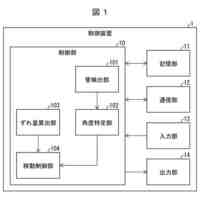
ロボットの座標系において、回転面を有するワークにおける前記回転面の中心を取得するワーク位置取得装置であって、
前記ロボットのアームに設けられる非接触式の形状測定機と、
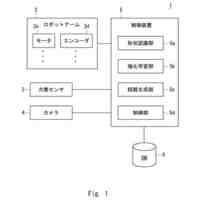
前記ワークに対して着脱可能である3個以上の被検出部が、前記ワークの前記回転面上において周方向に沿って配列されており、前記アームの移動、および/または、前記回転面の中心軸に平行な軸を中心とした前記ワークの回転を行いつつ、前記回転面上の前記3個以上の被検出部を前記形状測定機により順に測定する測定制御部と、
前記測定制御部が前記アームを移動する場合、各被検出部の測定時における前記アームの座標、および、前記形状測定機による前記各被検出部の測定結果を用い、前記測定制御部が前記ワークを回転する場合、前記各被検出部の測定時における前記ワークの回転角、および、前記形状測定機による前記各被検出部の測定結果を用い、前記測定制御部が前記アームを移動し、かつ、前記ワークを回転する場合、前記各被検出部の測定時における前記アームの座標および前記ワークの回転角、並びに、前記形状測定機による前記各被検出部の測定結果を用い、前記回転面上における前記各被検出部の取付位置の座標を求める取付位置算出部と、
前記3個以上の被検出部の取付位置の座標に基づいて、前記回転面の中心を求める中心算出部と、
を備えるワーク位置取得装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロボットの座標系において、回転面を有するワークにおける当該回転面の中心を取得する技術に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
産業用ロボットを用いて溶接やガス切断等の加工を行う場合、ロボットに加工対象のワークの位置を事前に教示する作業が必要となる。当該作業では、例えば、オペレータがティーチングペンダントを操作して、ロボットのアームの先端をワーク表面に移動させ、ワーク表面の位置をロボットに教示(手動教示)する。円筒胴等の円筒面を有するワークでは、オペレータがロボットのアームの先端を円筒面上の複数の位置に移動させることにより、ロボットの座標系における当該円筒面の中心が取得される。
【0003】
特許文献1のロボット制御装置では、ワークの基準となる3つ以上の点がカメラによって認識され、認識された各点とカメラとの相対位置関係が決定される。そして、当該相対位置関係により、CAD/CAMで得られた仮想的なプログラム位置に補正がかけられる。特許文献2および3では、ワークに取り付けられたマーク(ターゲット)を撮像することにより、ワークの位置を特定する手法が開示されており、ワークに対して着脱可能な磁石を当該マークとして用いることも記載されている。特許文献4では、レーザセンサを用いてワークの位置を検出することが記載されている。
【先行技術文献】
【特許文献】
【0004】
特許第2767417号公報
特開2019-200677号公報
特開2009-125839号公報
特許第5805457号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように、ロボットの座標系における円筒面の中心を取得する場合、オペレータがロボットのアームの先端を円筒面上の複数の位置に移動させる(すなわち、手動教示する)必要がある。しかしながら、作業に長時間を要したり、オペレータによって精度がばらつくことがある。また、ワークが大径の円筒胴である等、円筒面の直径が大きい(例えば、数mである)場合には、円筒面を目視確認しながら手動教示するのは容易ではなく、足場等の段取りも必要となる。これらの問題は、円筒面以外の回転面(例えば、半球面や円錐面等)を有するワークにおいても同様である。
【0006】
本発明は上記課題に鑑みなされたものであり、ワークの回転面の中心を容易に、かつ、精度よく取得することを目的としている。
【課題を解決するための手段】
【0007】
本発明の態様1は、ロボットの座標系において、回転面を有するワークにおける前記回転面の中心を取得するワーク位置取得方法であって、a)前記ワークに対して着脱可能である3個以上の被検出部を、前記ワークの前記回転面上において周方向に沿って配列する工程と、b)前記ロボットのアームに非接触式の形状測定機が設けられており、前記アームの移動、および/または、前記回転面の中心軸に平行な軸を中心とした前記ワークの回転を行いつつ、前記回転面上の前記3個以上の被検出部を前記形状測定機により順に測定する工程と、c)前記b)工程において前記アームを移動する場合、各被検出部の測定時における前記アームの座標、および、前記形状測定機による前記各被検出部の測定結果を用い、前記b)工程において前記ワークを回転する場合、前記各被検出部の測定時における前記ワークの回転角、および、前記形状測定機による前記各被検出部の測定結果を用い、前記b)工程において前記アームを移動し、かつ、前記ワークを回転する場合、前記各被検出部の測定時における前記アームの座標および前記ワークの回転角、並びに、前記形状測定機による前記各被検出部の測定結果を用い、前記回転面上における前記各被検出部の取付位置の座標を求める工程と、d)前記3個以上の被検出部の取付位置の座標に基づいて、前記回転面の中心を求める工程とを備える。
【0008】
本発明の態様2は、態様1のワーク位置取得方法であって、前記形状測定機が、物体の断面プロファイルを測定するレーザセンサである。
【0009】
本発明の態様3は、態様2のワーク位置取得方法であって、前記b)工程において、前記形状測定機が前記周方向に略垂直な前記断面プロファイルを測定する状態で、前記形状測定機が前記回転面に沿って前記周方向に相対移動する。
【0010】
本発明の態様4は、態様2(態様2または3であってもよい。)のワーク位置取得方法であって、前記c)工程において、前記断面プロファイルが示す前記回転面上の物体の高さが、所定範囲に含まれる場合に、前記物体が被検出部として扱われる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
カナデビア株式会社
電池
24日前
カナデビア株式会社
生成装置
9日前
カナデビア株式会社
サクション基礎
9日前
カナデビア株式会社
燃料ガス生成装置および燃料ガス生成方法
24日前
カナデビア株式会社
情報処理装置、情報処理方法および情報処理プログラム
24日前
カナデビア株式会社
監視装置、監視装置の制御方法、および、監視システム
24日前
カナデビア株式会社
情報処理装置、分類方法、分類プログラム、および制御システム
16日前
カナデビア株式会社
全固体電池の製造方法、全固体電池の製造装置、および、全固体電池
1か月前
カナデビア株式会社
制御装置、清掃装置、清掃装置の制御方法、および制御プログラム
24日前
個人
腰袋
16日前
株式会社マキタ
電動工具
9日前
株式会社マキタ
電動工具
24日前
日本車輌製造株式会社
締め付け工具
24日前
川崎重工業株式会社
ロボットアーム
24日前
川崎重工業株式会社
ロボットアーム
24日前
川崎重工業株式会社
ロボットリスト
24日前
川崎重工業株式会社
ロボットシステム
24日前
日本信号株式会社
作業機制御システム
9日前
CKD株式会社
吸着型搬送装置
1か月前
ジヤトコ株式会社
圧入装置
1か月前
株式会社安川電機
ロボット
1か月前
株式会社京阪エンジニアリング
脱着装置
10日前
株式会社安川電機
ロボット
1か月前
川崎重工業株式会社
塗装ロボット
1か月前
株式会社安川電機
ロボット
1か月前
トヨタ自動車株式会社
把持装置、把持方法
3日前
株式会社スター精機
ワーク搬送装置
13日前
株式会社マキタ
集塵アタッチメント
9日前
株式会社アマダ
磁気吸着装置
1か月前
川崎重工業株式会社
ロボットシステム
16日前
モトコマ株式会社
寄せポンチホルダー
25日前
トヨタ自動車株式会社
制御装置及び制御方法
24日前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
個人
ターンバックル用工具
1か月前
有限会社松尾エンジニアリング
連結部材
25日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ