TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024165737
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023082205
出願日
2023-05-18
発明の名称
モールドコイルの製造方法及びモールドコイル
出願人
株式会社タムラ製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
H01F
41/04 20060101AFI20241121BHJP(基本的電気素子)
要約
【課題】コイルの変形を抑制しつつ、コイルの巻軸方向の長さを調整することができるモールドコイルの製造方法及びモールドコイルを提供する。
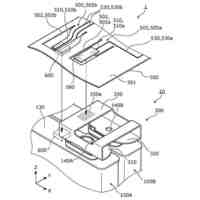
【解決手段】コイルをモールド成型するモールドコイルの製造方法であって、コイル2の巻軸方向の長さを所望の長さよりも長くなるように巻回する巻回工程と、コイル2を金型に収容する収容工程と、収容工程を経た後、コイル2を押圧部材9で巻軸方向に押し込む押圧工程と、押圧工程を経た後、樹脂を金型内に射出する射出工程と、を含む。コイル2は、巻軸と直交する一方端面である押圧面26を有する。押圧工程では、押圧部材9は押圧面26を押圧し、射出工程では、押圧面26に向かって樹脂が射出される。押圧面26は押圧部材9及び樹脂の射出圧で押圧されている。
【選択図】図15
特許請求の範囲
【請求項1】
コイルをモールド成型するモールドコイルの製造方法であって、
導電性部材を巻回することで前記コイルを作製する巻回工程と、
前記コイルを金型に収容する収容工程と、
前記収容工程を経た後、前記コイルを押圧部材で巻軸方向に押し込む押圧工程と、
前記押圧工程を経た後、樹脂を金型内に射出する射出工程と、
を含み、
前記コイルは、巻軸と直交する一方端面である押圧面を有し、
前記押圧工程では、前記押圧部材は前記押圧面を押圧し、
前記射出工程では、前記押圧面に向かって前記樹脂が射出され、前記押圧面は前記樹脂で押圧されていること、
を特徴とするモールドコイルの製造方法。
続きを表示(約 350 文字)
【請求項2】
前記押圧工程では、前記押圧部材は、前記押圧面の下側を押圧し、
前記射出工程では、前記樹脂は、前記押圧面の上側に向かって射出されていること、
を特徴とする請求項1に記載のモールドコイルの製造方法。
【請求項3】
コイルと、
前記コイルを被覆するモールド樹脂部と、
を備え、
前記コイルは、巻軸と直交する一方端面である押圧面を有し、
前記モールド樹脂部は、前記押圧面を被覆する押圧面被覆部を有し、
前記押圧面被覆部の上側に、モールド成型の際に前記モールド樹脂部を構成する樹脂が射出された痕である注入痕が形成され、
前記押圧面被覆部の下側に、凹み部が形成されていること、
を特徴とするモールドコイル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モールドコイルの製造方法及びモールドコイルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
OA機器、太陽光発電システム、自動車など様々な用途にコイル部品が用いられている。コイル部品としては、例えば、リアクトルが挙げられる。リアクトルは、電気エネルギーを磁気エネルギーに変換して蓄積及び放出する電磁気部品である。
【0003】
コイル部品は、主として、コア、コイル及び樹脂部材を備える。コアは、磁性材から成り、例えば、圧粉磁心等を挙げられる。コアの外周にコイルを巻回している。そして、コアとコイルの間には、コアとコイルを絶縁するため、樹脂部材が設けられている。
【0004】
近年、樹脂部材でモールド成型したモールドコイルが各所において使用されている。モールドコイルは、コイルを金型の所定の位置に配置し、樹脂を金型内に注入し、固化させる。このようにして、コイルの内周面及び外周面を樹脂部材で被覆させたモールドコイルが作製される。
【先行技術文献】
【特許文献】
【0005】
特開平08-321424号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
コイルを成型する際、巻回ばらつきが生じる。そのため、コイルの巻軸方向の長さは、所望の長さよりも若干長く作製し、モールド成型の際にコイルを巻軸方向に押圧することにより所望の長さに調整する。
【0007】
コイルの長さの調整する手法は、モールド成型の際の樹脂の射出圧でコイルを押圧することが知られている。図16に示すように、樹脂を射出するゲートGを巻軸と直交するコイル200の端面に1箇所設け、当該端面に向けて樹脂を射出する手法である。コイル200は、樹脂の射出圧で巻軸方向に押圧される。しかし、ゲートGの位置が1箇所であると、コイル200を均一に押圧できない。また、射出圧は高圧なので、ゲートG位置付近のコイル200の端面が押しつぶされてしまう。そのため、コイル200が変形し、所望の形状に成型できない虞がある。
【0008】
そこで、ゲートGの数を増やし、均一に押圧する手法がある。例えば、図17に示すように、ゲートGの数をコイル200の上下に2つ設ける。この場合、ゲートGが1つに場合に比べると、均一に押圧することができる。しかし、ゲートGの数を増やすと、樹脂の合流地点となるウェルド部の数が増える。ウェルド部の強度は低いため、モールドコイルの耐久性に影響を与える。
【0009】
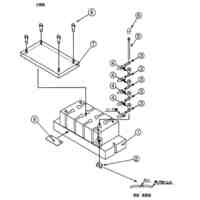
これらの問題を解決するため、射出圧ではなく、押圧部材でコイルの端面を押圧する手法がある。例えば、図18に示すように、巻軸と直交するコイル200の端面の四隅を押圧部材90で押圧する。この場合、コイル200の端面を均一に押圧することができる。しかし、押圧部材90でコイル200の端面を押圧する場合、ゲートGの位置は、コイルの上面になる。例えば、図18に示すように、押圧部材90で押圧する端面とは反対の端面側上面にゲートGが設けられる。この場合、ゲートGから射出された樹脂は、押圧部材90によって押圧されている端面に向かって流動する(図18の黒塗り矢印方向)。即ち、樹脂は、押圧部材90の押圧方向とは反対に流動する。そのため、押圧部材90による押圧を妨げ、コイル200を所望の長さに調整することが困難になる場合がある。
【0010】
本発明は、上記課題を解決するためになされたものであり、その目的は、コイルの変形を抑制しつつ、コイルの巻軸方向の長さを調整することができるモールドコイルの製造方法及びモールドコイルを提供することになる。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タワー式増設端子台
1日前
個人
複円環アレーアンテナ
1か月前
個人
接触式電気的導通端子
21日前
日星電気株式会社
同軸ケーブル
28日前
オムロン株式会社
入力装置
1か月前
株式会社GSユアサ
蓄電装置
1か月前
日本バイリーン株式会社
電極支持体
29日前
株式会社GSユアサ
蓄電装置
13日前
個人
安全プラグ安全ソケット
23日前
太陽誘電株式会社
全固体電池
27日前
株式会社GSユアサ
蓄電装置
1か月前
オムロン株式会社
電磁継電器
1か月前
株式会社GSユアサ
蓄電装置
1か月前
株式会社ADEKA
全固体二次電池
13日前
株式会社GSユアサ
蓄電装置
1か月前
三菱電機株式会社
漏電遮断器
1か月前
桑野工業株式会社
同軸プラグ
6日前
TDK株式会社
電子部品
1か月前
マクセル株式会社
配列用マスク
27日前
株式会社ダイヘン
開閉器
27日前
マクセル株式会社
配列用マスク
27日前
日本特殊陶業株式会社
保持装置
27日前
三菱電機株式会社
アンテナ装置
7日前
トヨタ自動車株式会社
蓄電装置
13日前
TDK株式会社
電子部品
今日
ローム株式会社
半導体装置
今日
アスザック株式会社
搬送用ハンド
21日前
ソニーグループ株式会社
発光素子
1か月前
日本無線株式会社
レーダアンテナ
1か月前
トヨタ自動車株式会社
電池パック
14日前
トヨタ自動車株式会社
電池パック
7日前
ソニーグループ株式会社
発光素子
1日前
三菱電機株式会社
端子構造
27日前
ローム株式会社
半導体装置
今日
ホシデン株式会社
多方向入力装置
27日前
トヨタ自動車株式会社
電池パック
今日
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ