TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024164982
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023080756
出願日
2023-05-16
発明の名称
歯車加工ツールおよび歯車加工方法
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
21/00 20060101AFI20241121BHJP(工作機械;他に分類されない金属加工)
要約
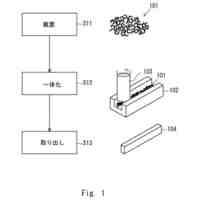
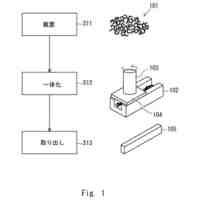
【課題】スカイビングカッタとポリッシュツールを交換する際の段取り替えを不要とすることで作業効率の向上を図ることが可能な歯車加工ツールを提供することを目的とする。
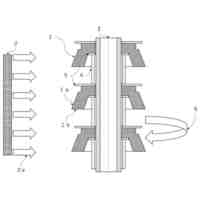
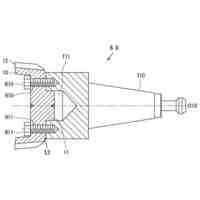
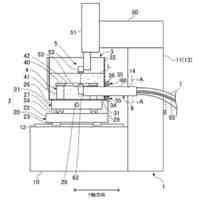
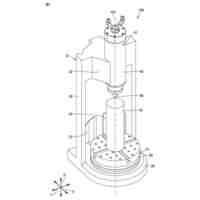
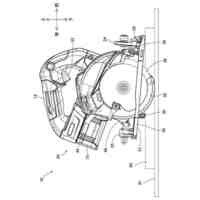
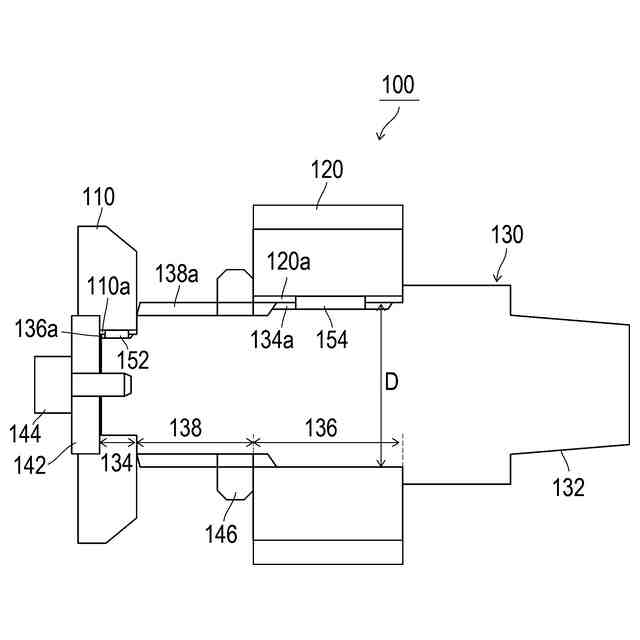
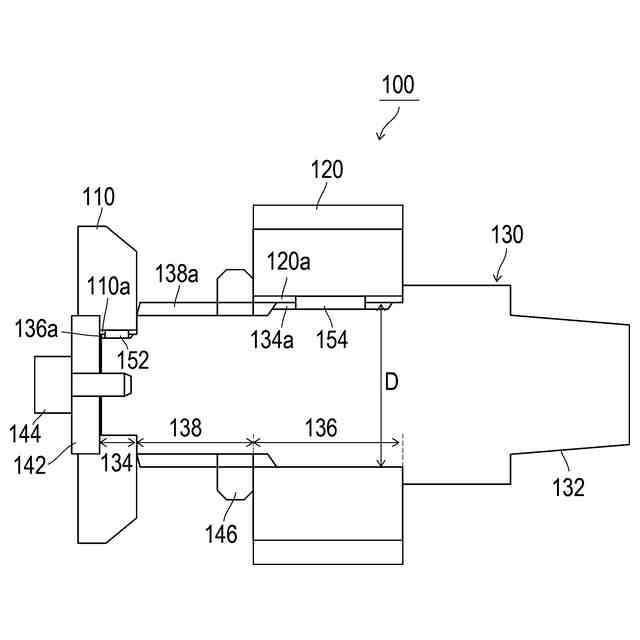
【解決手段】本発明の歯車加工ツール100の構成は、スカイビングカッタ110と、歯車形状のポリッシュツール120と、スカイビングカッタ110およびポリッシュツール120を保持するツールホルダ130とを備え、ツールホルダ130は、先端に形成されスカイビングカッタ110を保持するカッタ保持部134と、中途位置に形成されポリッシュツール120を嵌合するポリッシュツール嵌合部136と、を有することを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
スカイビングカッタと、
歯車形状のポリッシュツールと、
前記スカイビングカッタおよび前記ポリッシュツールを保持するツールホルダとを備え、
前記ツールホルダは、
先端に形成され前記スカイビングカッタを保持するカッタ保持部と、
中途位置に形成され前記ポリッシュツールを嵌合するポリッシュツール嵌合部と、
を有することを特徴とする歯車加工ツール。
続きを表示(約 350 文字)
【請求項2】
前記スカイビングカッタおよび前記ポリッシュツールは、キー溝構造によって前記ツールホルダに保持されていることを特徴とする請求項1に記載の歯車加工ツール。
【請求項3】
請求項1に記載の歯車加工ツールを用いて、径の異なる複数のギヤを有する多段ギヤのワークを歯車加工する歯車加工方法であって、
前記複数のギヤのうち、所定の前記ギヤと前記スカイビングカッタとの位置決めを行い、
前記スカイビングカッタによって前記所定のギヤの切削加工を行い、
前記ワークと前記歯車加工ツールを相対的に移動させて、前記所定のギヤと前記ポリッシュツールの位置決めを行い、
前記ポリッシュツールによって前記所定のギヤの研磨加工を行うことを特徴とする歯車加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複合加工機において歯車の加工に用いられる工具を保持する歯車加工ツール、およびそれを用いた歯車加工方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、異なる加工工程を行う複数の装置を一体化した複合加工機が実用化されている。複合加工機としては例えば特許文献1に、「先端に刃部を有する棒状の第1刃具と、先端面及び周囲側面が切削面となる円筒状の刃部を有し該円筒状刃部の中心軸廻りに回転可能な第2刃具と、外周面に刃部を有する円板状刃具であって円板の中心軸廻りに回転可能な第3刃具とを有する複合加工機」が開示されている。
【0003】
特許文献1の複合加工機は、「前記第1刃具は、その刃部が、ワークの回転軸となる主軸を含む主軸面に対し直角方向に進退可能で且つ該進退方向を含む面内で該進退方向と直角な方向に移動可能であり、前記第2刃具は、その中心軸に沿って進退可能で且つ該進退方向を含む面内で該進退方向と直角な方向に移動可能であり、前記第3刃具は、その中心軸が前記主軸と平行で且つ主軸に対し進退可能である」ことを特徴としている。特許文献1によれば、単機能の加工機の刃具を効率よく組合せて各種ワークを効率よく加工し、汎用性が高い複合加工機を提供することができるとしている。
【先行技術文献】
【特許文献】
【0004】
特開2007-15081号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1ではワークである内燃機構のクランクを加工しているが、複合加工機で加工する他のワークとしては例えばギヤが挙げられる。熱処理後のギヤを仕上げ加工する際には一般に歯車研削が行われるが、二段ギヤのように複数のギヤ間のクリアランスが小さい場合には、歯車研削ではなく、ハードギヤスカイビング(スカイビング加工)が適している。
【0006】
しかしながら、ハードギヤスカイビングは、歯車研削に比して仕上げ面性状が粗くなる。このため、二段ギヤのようなワークにおいて面性状を更に向上させるためには、ハードギヤスカイビングを行った後にポリッシュツールによって仕上げ研磨を行う必要があった。すると、ハードギヤスカイビング加工機とは別のポリッシュ専用設備を必要としたり、複合加工機においてもスカイビングカッタをポリッシュツールに交換する段取り替えが発生したりし、作業効率(加工効率)の向上を妨げていた。
【0007】
本発明は、上記事情に鑑み、スカイビングカッタとポリッシュツールを交換する際の段取り替えを不要とすることで作業効率の向上を図ることが可能な歯車加工ツールおよび歯車加工方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の歯車加工ツールの代表的な構成は、スカイビングカッタと、歯車形状のポリッシュツールと、スカイビングカッタおよびポリッシュツールを保持するツールホルダとを備え、ツールホルダは、先端に形成されスカイビングカッタを保持するカッタ保持部と、中途位置に形成されポリッシュツールを嵌合するポリッシュツール嵌合部と、を有することを特徴とする。
【0009】
上記スカイビングカッタおよびポリッシュツールは、キー溝構造によってツールホルダに保持されているとよい。
【0010】
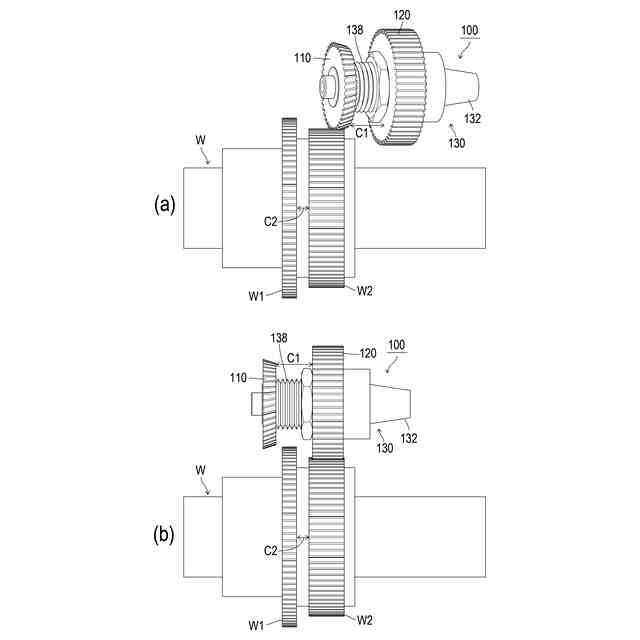
上記課題を解決するために、本発明の歯車加工方法の代表的な構成は、上記に記載の歯車加工ツールを用いて、径の異なる複数のギヤを有する多段ギヤのワークを歯車加工する歯車加工方法であって、複数のギヤのうち、所定のギヤとスカイビングカッタとの位置決めを行い、スカイビングカッタによって所定のギヤの切削加工を行い、ワークと歯車加工ツールを相対的に移動させて、所定のギヤと前記ポリッシュツールの位置決めを行い、ポリッシュツールによって所定のギヤの研磨加工を行うことを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
歯切工具およびその製造方法
6日前
株式会社不二越
ソレノイドバルブ用互換スペーサ
今日
株式会社不二越
オフラインダイレクトティーチング装置
今日
株式会社不二越
スカイビングカッタおよびそれを用いた歯車加工治具
今日
株式会社不二越
回転センサ付き軸受装置
今日
個人
スラッジ除去装置
今日
個人
複合金属回転式ホーン
今日
株式会社FUJI
工作機械
1日前
株式会社トーキン
溶接用トーチ
6日前
トヨタ自動車株式会社
検査方法
10日前
株式会社ツガミ
工作機械
10日前
トヨタ自動車株式会社
取付装置
今日
株式会社オーエム製作所
工作機械
13日前
三菱電機株式会社
ねじ取り出し装置
14日前
株式会社関本管工
エルボ管保持装置
6日前
DMG森精機株式会社
工作機械
10日前
株式会社不二越
超硬合金製ドリル
14日前
津田駒工業株式会社
バリ取り用スピンドル装置
今日
株式会社ダイヘン
2重シールドティグ溶接方法
今日
トヨタ自動車株式会社
銅切削屑の一体化方法
6日前
トヨタ自動車株式会社
銅切削屑の一体化方法
今日
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
今日
株式会社神戸製鋼所
溶接継手の製造方法
10日前
株式会社TMEIC
超音波振動接合装置
13日前
西部電機株式会社
浸漬式ワイヤ放電加工機
6日前
ダイハツ工業株式会社
チャック装置
13日前
村田機械株式会社
工作機械及び工作機械システム
13日前
津田駒工業株式会社
電動バイス
13日前
株式会社不二越
歯切工具およびその製造方法
6日前
株式会社ダイヘン
消耗電極アーク溶接の溶接終了制御方法
今日
浜松ホトニクス株式会社
レーザ加工装置
今日
DMG森精機株式会社
工作機械
今日
株式会社マキタ
コアドリル
13日前
株式会社マキタ
コアドリル
13日前
株式会社マキタ
コアドリル
13日前
株式会社マキタ
携帯用切断機
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ