TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024163792
公報種別
公開特許公報(A)
公開日
2024-11-22
出願番号
2023079673
出願日
2023-05-12
発明の名称
プラズマ加熱装置およびプラズマ加熱方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
H05H
1/26 20060101AFI20241115BHJP(他に分類されない電気技術)
要約
【課題】本発明は、レイアウトに制約があるような狭隘空間でもプラズマ加熱装置を設置できるようにすることを課題とし、そのようなプラズマ加熱装置や加熱方法を提供することを目的とする。
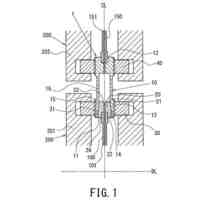
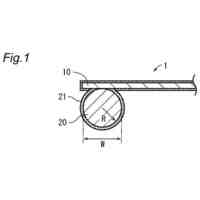
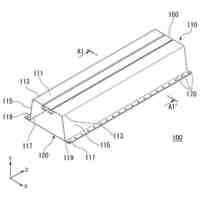
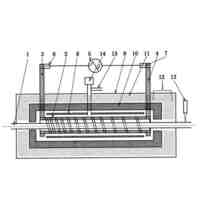
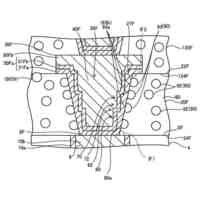
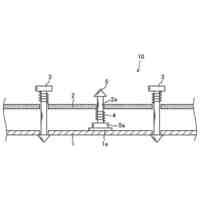
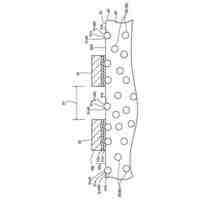
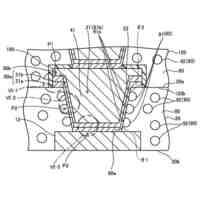
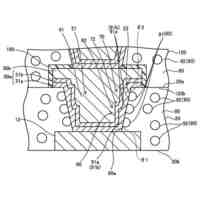
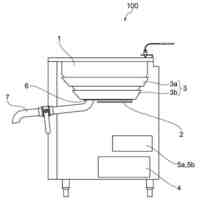
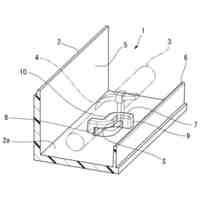
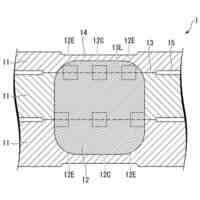
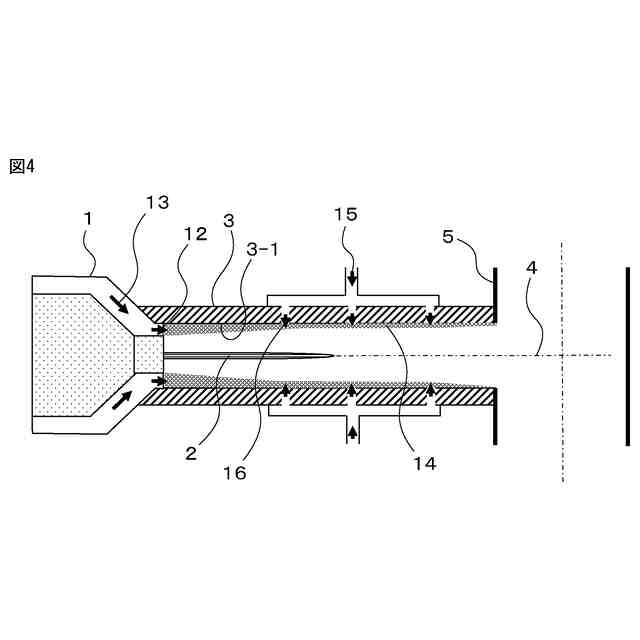
【解決手段】プラズマトーチ1の前部から被加熱物の存在する配管5までをダクト3で接続し、ダクト3内の外気を遮断した密閉空にプラズマジェット2を流すことで、外気に接触せず被加熱物を加熱できる。さらに、ダクト保護の観点から、内部に冷却ガスを吹き出し、ダクト3内面に冷却ガス層14を形成し、ダクトの内面をジェット2の高熱から保護する。プラズマジェット噴射口11周囲から吹き出す第1の冷却ガス12と、ダクト3の軸方向途中から吹き出す第2の冷却ガス16により、ダクト3の内面全体にわたり冷却ガス層14を形成することができる。
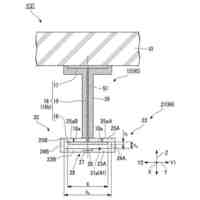
【選択図】図4
特許請求の範囲
【請求項1】
配管または容器の中の被加熱物を加熱するプラズマ加熱装置であって、
プラズマジェットを噴射するプラズマトーチと、
前記プラズマトーチと前記配管または前記容器との間に配置され、前記プラズマジェットが流れるダクトを有することを特徴とするプラズマ加熱装置。
続きを表示(約 780 文字)
【請求項2】
前記プラズマトーチの周囲には、前記ダクトの内面に沿うように第1の冷却ガスを吹き出す第1冷却ガス吹き出し口が設けられている、請求項1に記載のプラズマ加熱装置。
【請求項3】
前記ダクトの内面には、前記ダクトの内部に向けて第2の冷却ガスを吹き出す第2冷却ガス吹き出し口が設けられている、請求項2に記載のプラズマ加熱装置。
【請求項4】
前記第2冷却ガス吹き出し口が前記ダクトの軸方向に複数個設置されている、請求項3に記載のプラズマ加熱装置。
【請求項5】
前記第2冷却ガス吹き出し口は、前記プラズマトーチが設けられている側と反対側の前記ダクトの内面に設けられている、請求項4に記載のプラズマ加熱装置。
【請求項6】
配管または容器の中の被加熱物を加熱するプラズマ加熱方法であって、
プラズマジェットを噴射するプラズマトーチと前記配管または前記容器との間に配置されたダクト内に前記プラズマジェットを噴射させて、前記被加熱物を加熱することを特徴とするプラズマ加熱方法。
【請求項7】
前記プラズマトーチの周囲から、前記ダクトの内面に沿うように第1の冷却ガスを吹き出す、請求項6に記載のプラズマ加熱方法。
【請求項8】
前記ダクトの内面から、前記ダクトの内部に向けて第2の冷却ガスを吹き出す、請求項7に記載のプラズマ加熱方法。
【請求項9】
前記ダクトの軸方向の複数個所から前記第2の冷却ガスを吹き出す、請求項8に記載のプラズマ加熱方法。
【請求項10】
前記プラズマトーチが設けられている側と反対側の前記ダクトの内面から、前記ダクトの内部に向けて前記第2の冷却ガスを吹き出す、請求項8に記載のプラズマ加熱方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プラズマトーチを利用した加熱装置(プラズマ加熱装置)およびプラズマ加熱装置を用いた加熱方法(プラズマ加熱方法)に関するものである。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
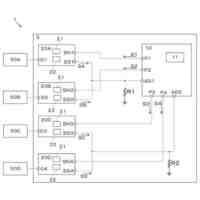
プラズマ加熱は、プラズマトーチ(以下、単にトーチと呼ぶ場合がある。)から発生するプラズマジェット(以下、単にジェットと呼ぶ場合がある。)により、被加熱物を加熱するものである。プラズマトーチは、トーチ内のカソードとアノードの間にプラズマ作動ガスを流し、カソードとアノード間に高電圧を印加することにより作動ガスをプラズマ化し、プラズマジェットを噴射する。プラズマ加熱は、このプラズマジェットの輻射熱で被加熱物を加熱するものである。プラズマ温度は2000℃~5000℃程度の超高温となるため、例えば1000℃以下の高温気体の昇温方法として提案されている。
【0003】
例えば、特許文献1に鉄鋼業における高炉への適用が提案されている。高炉は鉄鉱石を高温還元して溶けた鉄(溶銑)を取り出す装置であり、高炉の羽口から1200℃以上の高温空気(熱風とも呼ぶ。)を炉内に吹き込んでいる。その際に吹き込む高温空気は高炉外部の熱風炉で空気を所定の温度まで加熱し、得られた高温空気が、熱風炉と高炉を接続する熱風本管内を通り羽口まで輸送される。特許文献1では、バッチ切り替え式の熱風炉に代えて連続式であるレキュペレータを適用し、レキュペレータで700℃程度まで予熱し、つぎに所定の温度まで加熱するためにプラズマ加熱を利用することが提案されている。
【先行技術文献】
【特許文献】
【0004】
特開昭63-216905号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のように、配管内の高温ガスをプラズマ加熱する場合、プラズマジェットを配管内に噴射するように、その配管の外側にプラズマトーチを設置することになる。その際、プラズマトーチを設置する際に、既存の周辺配管や機器障害物などの既存設備との干渉が問題となり、設置スペースの制約を受ける。例えば、化学プラントや鉄鋼設備のように多くの配管や機器類が配置されている環境では、レイアウトの制約から被加熱ガスが流れる配管に直接プラズマトーチを配置することはできない場合が多い。
【0006】
本発明は、このような問題を解決し、レイアウトの制約があるような狭隘空間でもプラズマ加熱装置を設置できるようにすることを課題とし、そのようなプラズマ加熱装置や加熱方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは課題を達成するため鋭意開発を進め以下の知見を得た。
(ア)
プラズマトーチの大きさや、付属する配管や配線のための必要スペースに比べプラズマジェットの径が小さいことに着目し、トーチ前部から被加熱物の存在する配管や容器までを外気から遮断されたダクトで接続し、ダクト内にプラズマジェットを流すことで、外気に接触せず被加熱物を加熱できることを想起した。例えば、プラズマジェットの径は10~30mm程度のものが多いが、プラズマトーチはその3~10倍の大きさになる。さらに、プラズマトーチにはプラズマ作動ガスや冷却ガス(シュラウトガスとも呼ぶ。)などの配管や、高圧電流配線を配置しなければならない。そのため、プラズマトーチを設置するためには、プラズマジェット径の10~20倍の大きさのスペースが必要になる。そのためプラズマジェットを流すことが可能なダクトでプラズマトーチと配管や容器とを接続することにより、プラズマジェット径の10~20倍の大きさのスペースが確保できない場合であっても、プラズマ加熱装置を配置することができることを見出した。
【0008】
(イ)
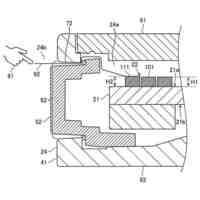
プラズマトーチの前部にダクトを設置し、ダクト内にプラズマジェットを噴射した場合、ジェットの熱によりダクトの内面が高温に晒されダメージを受ける。ダクトの内面に耐火物ライニングなどによる保護層を形成したとしても、その保護層が熱によるダメージを受けることも避けられない。そこで、トーチの周囲(ダクトの一方の端)からダクトの内面に沿うように冷却ガスを吹き出し、ダクトの内面に沿うように冷却ガス層を形成させることを想起した。これにより、ダクトの内面に(耐火物の保護層がある場合はその保護層も含めて)ダメージを受けることなく、ダクトの内面をプラズマジェットの高熱から保護することが可能となる。
【0009】
(ウ)
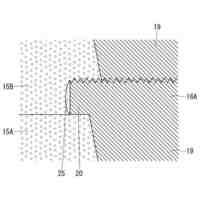
一方、ダクトの全長が長くなると、トーチ周囲から吹き出した冷却ガスがプラズマジェットにより高温化したガスとが混合し、トーチからある程度の距離を過ぎると冷却ガス層が形成されず、ダクトの内面全体を保護できなくなる。トーチ周囲からの冷却ガスの流量や速度を上げ、冷却ガス層が形成される範囲を広くすることも可能であるが、それにも限界がある。さらに、冷却ガス速度を上げるための設備投資も大掛かりなる。
そこで、本発明者らは、プラズマトーチ周囲(ダクトの一端側)から吹き出された冷却ガスのみによって冷却ガス層を形成するのではなく、プラズマトーチ周囲から吹き出された冷却ガスとダクトの内面から吹き出された冷却ガスとによってダクトの内面全体に冷却ガス層を形成することができ、ダクトの内面全体をプラズマジェットの高熱から保護することが可能になることを見出した。
【0010】
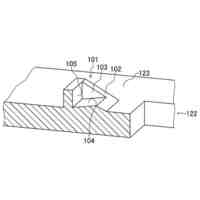
ダクトの内面から吹き出される冷却ガスは、ダクトの内面に沿うように吹き出すことが望ましいが、ダクト内の中心軸に向かって吹き出してもよい。ダクト内の中心軸に向かって冷却ガスを吹き出すことによって、冷却ガスはプラズマガス流に乗ってダクトの内面に沿って流れるため、ダクトの内面全体に冷却ガス層を形成することができる。
本発明は上記知見に基づき成されたものであり、その要旨は以下のとおりである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼線
24日前
日本製鉄株式会社
脱炭精錬方法
11日前
日本製鉄株式会社
還元鉄の溶解方法
18日前
日本製鉄株式会社
ねじ継手ユニットの製造方法
24日前
日本製鉄株式会社
スポット溶接継手の製造方法
3日前
日本製鉄株式会社
金属材料の多軸評価試験構造
11日前
日本製鉄株式会社
鋼片処理装置及び鋼片処理方法
11日前
日本製鉄株式会社
冷延鋼板及び冷延鋼板の製造方法
17日前
日本製鉄株式会社
不定形耐火物及び不定形耐火物の製造方法
12日前
日本製鉄株式会社
経路追従制御装置および経路追従制御方法
18日前
日本製鉄株式会社
耐火梁、床構造、及び耐火被覆材の施工方法
今日
日本製鉄株式会社
原子間力顕微鏡用プローブ及び鋼材の評価方法
11日前
日本製鉄株式会社
抵抗スポット溶接継手の製造方法、及び自動車部品の製造方法
3日前
日本製鉄株式会社
自動車車体の構造部材
20日前
日本製鉄株式会社
抵抗スポット溶接継手、自動車用部品、及び抵抗スポット溶接継手の製造方法
24日前
日本製鉄株式会社
抵抗スポット溶接継手の製造方法
3日前
産業振興株式会社
ドラム型磁選機および破砕不適物の分別方法
24日前
個人
誘導加熱装置
1か月前
日本精機株式会社
表示装置
1か月前
イビデン株式会社
配線基板
3日前
アズビル株式会社
係止構造
10日前
日本精機株式会社
フラッシャ駆動回路
4日前
イビデン株式会社
配線基板
1か月前
シャープ株式会社
電子機器
17日前
イビデン株式会社
配線基板
2か月前
シャープ株式会社
電子装置
2か月前
イビデン株式会社
プリント配線板
3日前
イビデン株式会社
プリント配線板
1か月前
株式会社明治ゴム化成
磁性体部品
28日前
株式会社クラベ
線状体及び面状ユニット
10日前
東洋電装株式会社
点灯回路
3日前
イビデン株式会社
プリント配線板
2か月前
株式会社ルミカ
発光具
1か月前
タニコー株式会社
加熱調理器
17日前
株式会社ルミカ
発光具
1か月前
サクサ株式会社
結束バンドの固定構造
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ