TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024163321
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2024159170,2021081093
出願日
2024-09-13,2021-05-12
発明の名称
レーザ溶接装置と、レーザ溶接方法
出願人
日本発條株式会社
代理人
弁理士法人スズエ国際特許事務所
主分類
B23K
26/00 20140101AFI20241114BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数の溶接部をレーザ光によって溶接するレーザ溶接装置において、最初に溶接する溶接部に溶接不良が生じることを抑制する。
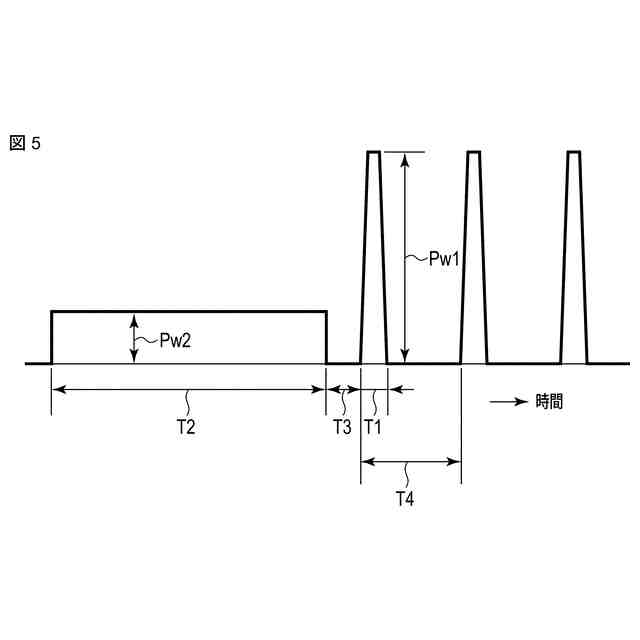
【解決手段】レーザ溶接装置20は、レーザ媒体50と、励起光源51と、制御部24とを有している。制御部24は、レーザ媒体50に励起エネルギーを注入するための駆動電力を励起光源51に供給する。制御部24は、最初に溶接する1番目の溶接部を溶接する前に、予備励起電力Pw2を予備供給時間T2にわたり励起光源51に供給することにより、予備励起のためのエネルギーをレーザ媒体50に注入する。予備供給時間T2が経過したのち、インターバルT3を経て、1番目の溶接部を溶接するための駆動電力Pw1が励起光源51に供給される。
【選択図】図2
特許請求の範囲
【請求項1】
レーザ光によってワークの複数の溶接部を溶接するレーザ溶接装置であって、
励起エネルギーが注入された状態において前記溶接部のための前記レーザ光を放出するレーザ媒体と、
駆動電力が供給された状態において前記レーザ媒体に前記励起エネルギーを注入する励起光源と、
前記励起エネルギーのための前記駆動電力を前記励起光源に供給する制御部とを有し、
前記制御部が、
前記複数の溶接部のうち最初に溶接する1番目の溶接部を溶接する前に、
予備励起電力を予備供給時間にわたり前記励起光源に供給することにより予備励起のためのエネルギーを前記レーザ媒体に注入する手段と、
前記予備供給時間が経過したのち前記1番目の溶接部を溶接する前に所定のインターバルを経過させる手段と、
を具備したことを特徴とするレーザ溶接装置。
続きを表示(約 210 文字)
【請求項2】
レーザ光によってワークの溶接部を溶接するレーザ溶接方法であって、
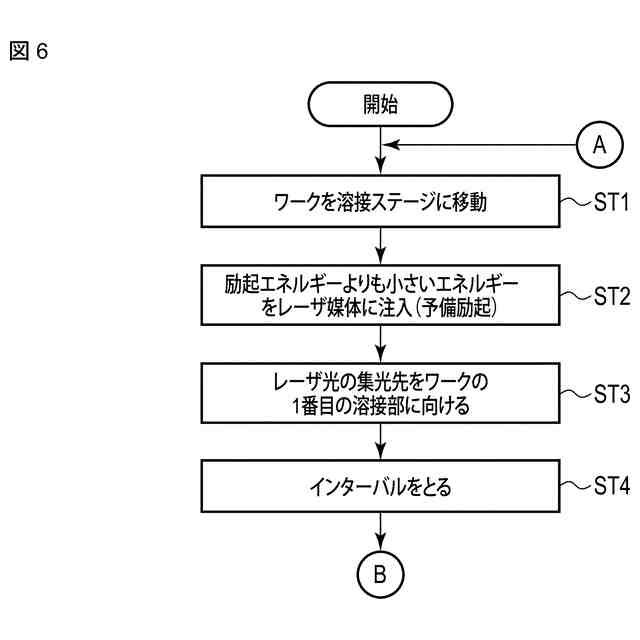
前記溶接部を溶接する前に、前記ワークが溶融しない強さの予備励起のためのエネルギーをレーザ媒体に注入することにより予備励起を行い、
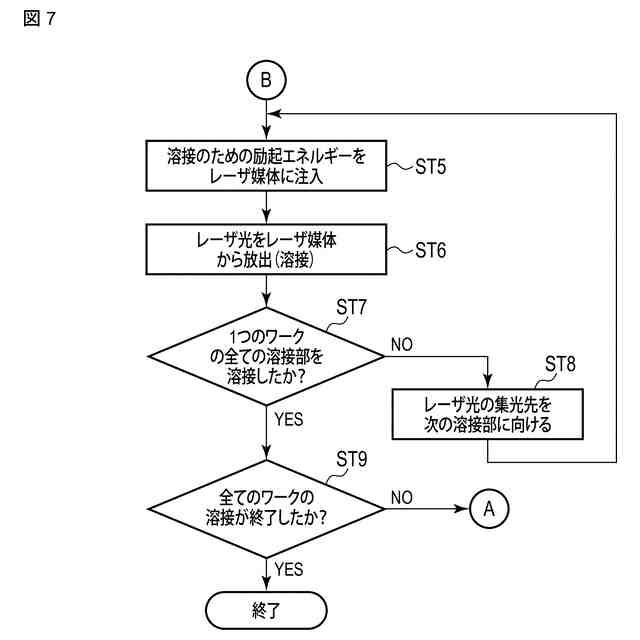
前記予備励起が行われたのち溶接のための励起エネルギーを前記レーザ媒体に注入し、前記レーザ媒体から前記レーザ光を放出させることにより前記溶接部を溶接することを特徴とするレーザ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、複数の溶接部を有するワークの前記溶接部を溶接するためのレーザ溶接装置と、レーザ溶接方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
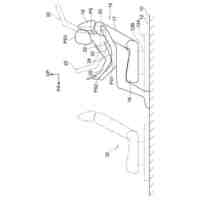
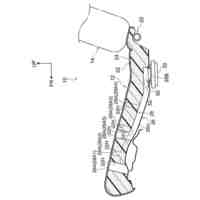
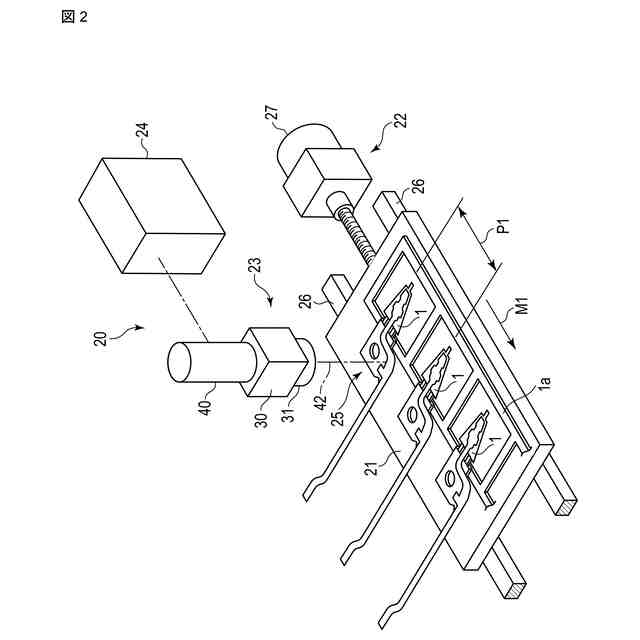
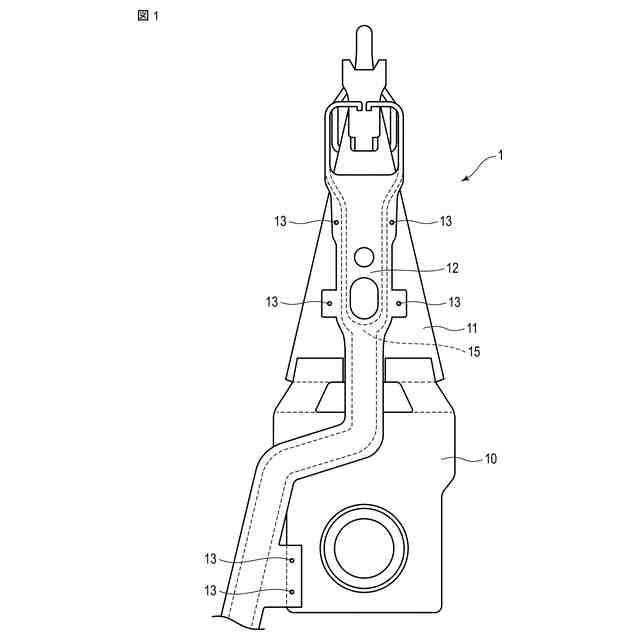
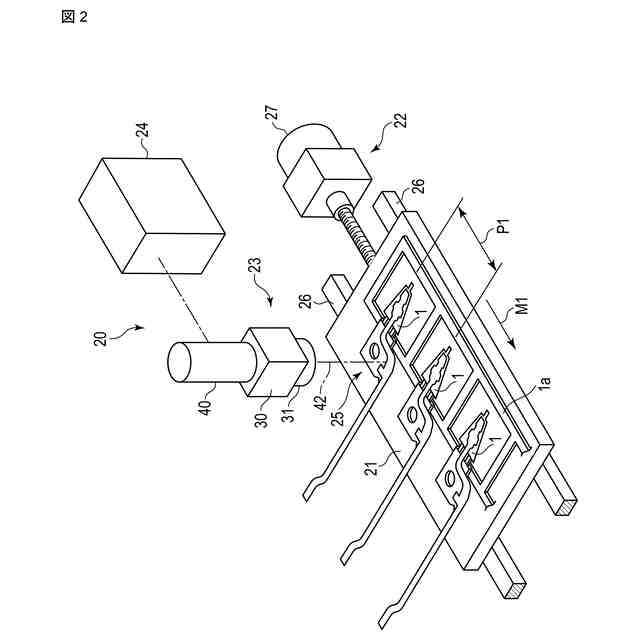
ディスク装置用サスペンションのように小さな複数の金属板からなるワークを溶接するために、特許文献1あるいは特許文献2に記載されたように、レーザ溶接が使用されることがある。例えばディスク装置用サスペンションは、ベースプレートと、ステンレス鋼の薄い板からなるロードビーム(load beam)と、ロードビームに沿って配置されたフレキシャ(flexure)とを含んでいる。前記フレキシャを前記ロードビームに固定したり、前記ロードビームを前記ベースプレートに固定したりするために、レーザ光を用いたスポット溶接(これ以降はレーザ溶接と称す)が適用されている。
【0003】
1つのワークに複数の溶接部を形成する場合、溶接時間を短縮するために、いわゆる高速パルス溶接が適用される。高速パルス溶接では、例えば1秒当たり100箇所を越える溶接部が溶接される。しかし高速パルス溶接は、複数の溶接部のうち最初に溶接する1番目の溶接部のレーザ光の出力が不安定となることがあり、溶接品質が問題となることがあった。
【0004】
1番目の溶接部に溶接不良が生じることを防ぐために、いわゆるレーザ光の捨て打ちが行なわれることがある。レーザ光の捨て打ちは、1番目の溶接部を溶接する直前に、レーザ光をワーク以外の箇所に照射したり、ワークの一部で溶接とは無関係のブランク部(blank portion)にレーザ光を照射したりしている。
【先行技術文献】
【特許文献】
【0005】
特開2005-95934号公報
特開平08-293299号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ディスク装置用サスペンションのように微小なワークの場合、レーザ光の捨て打ちを行なうためのスペースをワークの一部に確保できないことがある。ワークが溶接ステージに向かって移動している最中に捨て打ちを行なうと、レーザ光を所定位置に集光させることができないことがある。このためワークが溶接ステージに停止した状態において、捨て打ちを行なうことが望まれるが、1つ目の溶接部を溶接するまでに余計な時間が費やされることになるため、生産性が低下するという問題がある。
【0007】
従って本発明の目的は、1つのワークに多数の溶接部を形成する場合に、レーザ光の捨て打ちを行なうことなく、1つ目の溶接部に溶接不良が生じることを回避できるレーザ溶接装置と、レーザ溶接方法を提供することにある。
【課題を解決するための手段】
【0008】
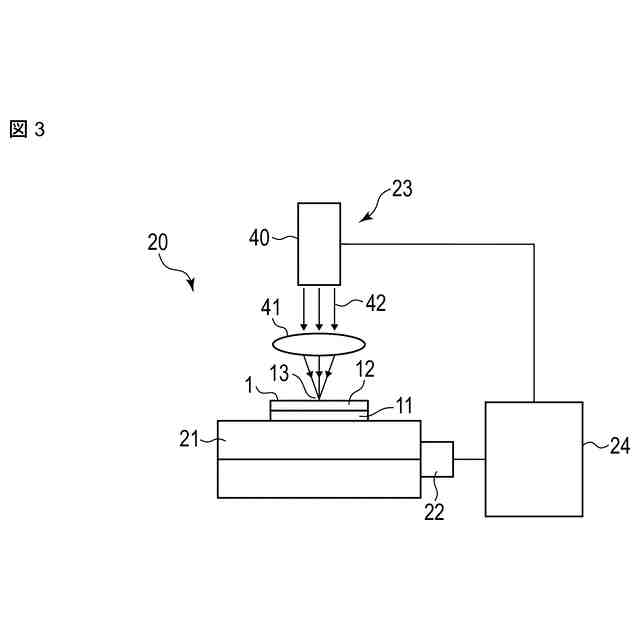
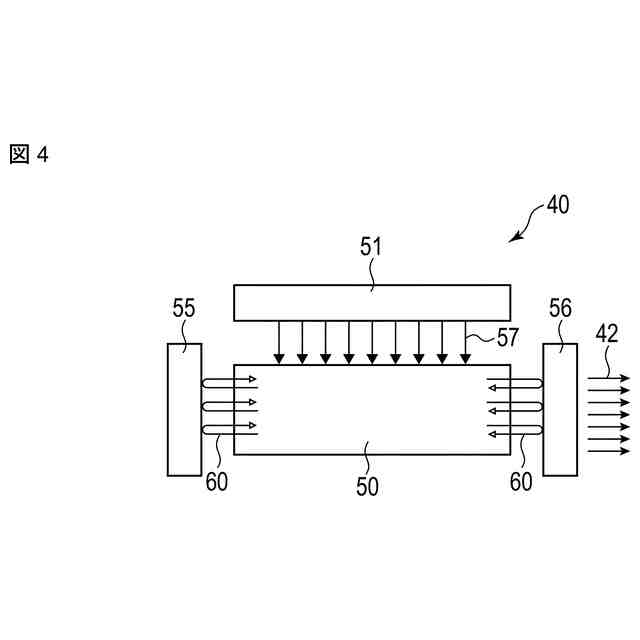
1つの実施形態は、レーザ光によってワークの複数の溶接部を溶接するレーザ溶接装置であって、励起エネルギーが注入された状態において前記溶接部のための前記レーザ光を放出するレーザ媒体と、駆動電力が供給された状態において前記レーザ媒体に前記励起エネルギーを注入する励起光源と、前記励起エネルギーのための前記駆動電力を前記励起光源に供給する制御部とを有している。
【0009】
前記制御部は、前記複数の溶接部のうち最初に溶接する1番目の溶接部を溶接する前に、予備励起のための電力(予備励起電力と称す)を、予備供給時間にわたり前記励起光源に供給する手段を含んでいる。1番目の溶接部を溶接する前に、前記励起エネルギーよりも小さいエネルギー(予備励起エネルギーと称す)が前記レーザ媒体に注入される。さらに前記制御部は、前記予備供給時間が経過したのち前記1番目の溶接部を溶接する前に、所定のインターバルを経過させる手段を具備している。
【0010】
前記実施形態において、前記複数の溶接部を走査するためのガルバノスキャナを含む走査機構を有してもよい。前記レーザ媒体が放出するパルス状の前記レーザ光が、前記ガルバノスキャナを介して複数の溶接部に順に照射されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
車両用シート
3日前
日本発條株式会社
車両用シート
3日前
日本発條株式会社
車両用シート
16日前
日本発條株式会社
二部材同士の接合構造
16日前
日本発條株式会社
無励磁作動型ブレーキ装置
2日前
日本発條株式会社
無励磁作動型ブレーキ装置
2日前
日本発條株式会社
車両用シート及びその製造方法
17日前
日本発條株式会社
ステーターの製造方法及びステーター
2日前
日本発條株式会社
ランバーサポート装置及び車両用シート
16日前
日本発條株式会社
ワークのクリーニング装置と、クリーニング方法
24日前
日本発條株式会社
プローブユニット
9日前
日本発條株式会社
レーザ溶接装置と、レーザ溶接方法
3日前
個人
作業用治具
25日前
個人
トーチノズル
24日前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
組み付け装置
16日前
シヤチハタ株式会社
組立ライン
18日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社不二越
タップ
3日前
エンシュウ株式会社
工作機械
24日前
ダイハツ工業株式会社
冷却構造
16日前
株式会社ダイヘン
インチング制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
4日前
株式会社FUJI
ワーク置き台
1か月前
ブラザー工業株式会社
工作機械
1か月前
旭精工株式会社
シャフトブレーキ
1か月前
光精工株式会社
クーラントタンク
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
株式会社メタルクリエイト
切削装置
10日前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
古川精機株式会社
タッピングガイド
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ