TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024163809
公報種別
公開特許公報(A)
公開日
2024-11-22
出願番号
2023079710
出願日
2023-05-12
発明の名称
ステーターの製造方法及びステーター
出願人
日本発條株式会社
代理人
個人
,
個人
主分類
H02K
15/12 20060101AFI20241115BHJP(電力の発電,変換,配電)
要約
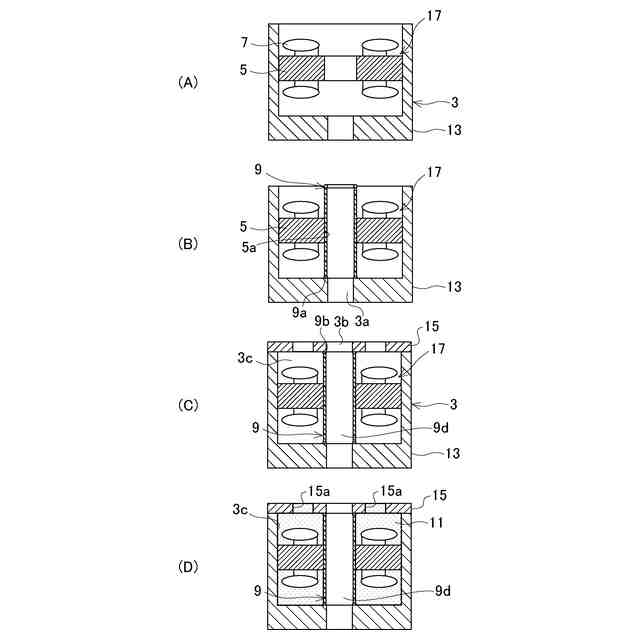
【課題】ステーターの損傷を抑制しつつ、ローターの配置スペースを確保することが可能なステーターの製造方法を提供する。
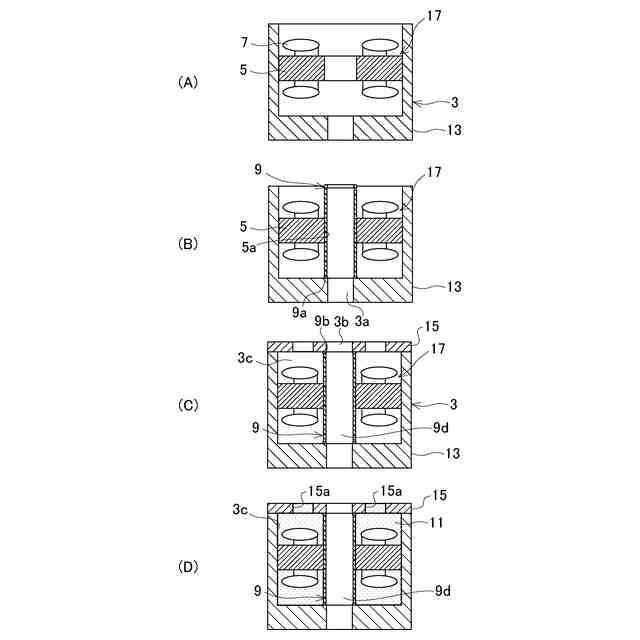
【解決手段】環状のステーターコア5にコイル7を取り付けた半製品17をケース3内に収容し、ステーターコア5の内周5aに非磁性体の筒状体9を位置させ、筒状体9の軸方向の端部9a及び9bの剛性が筒状体9の他の部分9cの剛性よりも低く、筒状体9の端部9a及び9bをそれぞれケース3に当接させることで半製品17が収容されたケース3の収容空間3cに対して筒状体9の内部空間9dを密閉し、収容空間3cに樹脂を充填して硬化させる。
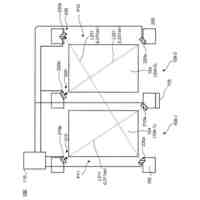
【選択図】図3
特許請求の範囲
【請求項1】
環状のステーターコアに取り付けられたコイルが樹脂により覆われたステーターの製造方法であって、
前記環状のステーターコアに前記コイルを取り付けた半製品をケース内に収容し、
前記ステーターコアの内周に非磁性体の筒状体を位置させ、前記筒状体の軸方向の端部の剛性が前記筒状体の他の部分の剛性よりも低く、
前記筒状体の前記端部をそれぞれ前記ケースに当接させることで前記半製品が収容された前記ケースの収容空間に対して前記筒状体の内部空間を密閉し、
前記収容空間に樹脂を充填して硬化させる、
ステーターの製造方法。
続きを表示(約 780 文字)
【請求項2】
請求項1のステーターの製造方法であって、
前記ケースは、モーターハウジングをエンドプレートによって閉止して構成され、前記収容空間に前記半製品を収容した状態で前記軸方向の両側に開口を備え、
前記筒状体は、前記端部がそれぞれ前記開口の縁部に当接し前記内部空間が前記開口に連通する、
ステーターの製造方法。
【請求項3】
請求項1のステーターの製造方法であって、
前記ケースは、モールド型であり、前記収容空間に充填された樹脂の硬化後に取り外される、
ステーターの製造方法。
【請求項4】
請求項1のステーターの製造方法であって、
前記筒状体は、前記端部とその他の部分とで異なる樹脂からなる、
ステーターの製造方法。
【請求項5】
請求項1~4の何れか一項のステーターの製造方法であって、
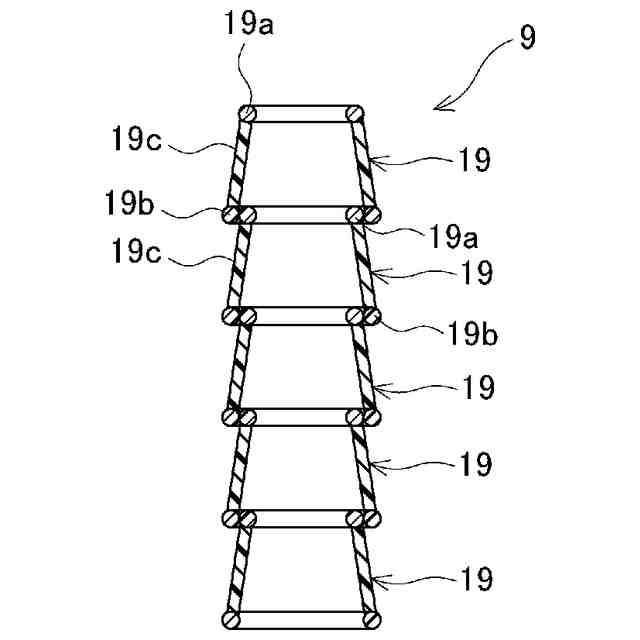
前記筒状体は、複数の筒体を軸方向に結合してなり、各筒体は、前記軸方向の端部の剛性が他の部分の剛性よりも低い、
ステーターの製造方法。
【請求項6】
請求項5のステーターの製造方法であって、
前記各筒体の前記端部の一方が前記端部の他方よりも径が小さく、
前記軸方向で隣接する筒体間において前記端部が嵌合する、
ステーターの製造方法。
【請求項7】
環状のステーターコアと、
前記ステーターコアに取り付けられたコイルと、
前記ステーターコアの内周に位置する非磁性体の筒状体と、
前記コイルを覆うと共に前記筒状体と一体化された樹脂部と、
を備え、
前記筒状体の軸方向の端部の剛性が前記筒状体の他の部分の剛性よりも低い、
ステーター。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ステーターコアに取り付けられたコイルが樹脂により覆われたステーターの製造方法及びステーターに関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来のステーターの製造方法としては、例えば特許文献1に記載のように、樹脂モールドを用いるものがある。この製造方法では、環状のステーターコアにコイルを取り付けた半製品をハウジング内に収容し、ハウジングにカバーを取り付けて内部に樹脂を充填する。
【0003】
こうして製造されたステーターは、ステーターコアの内周にローターが配置されて回転電機を構成する。このため、従来の製造方法では、ステーターコアの内周に円柱部を配置して樹脂が充填されないようにし、ローターの配置スペースを確保している。
【0004】
かかる円柱部は、樹脂が硬化した後に取り外す必要がある。しかし、高温状態で樹脂が硬化すると、室温状態では樹脂が収縮するため、円柱部の取り外しに高負荷を必要とし、ステーターを損傷するおそれがあった。
【先行技術文献】
【特許文献】
【0005】
特許6107401号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
解決しようとする問題点は、ローターの配置スペースを確保するためにステーターが損傷するおそれがあった点である。
【課題を解決するための手段】
【0007】
本発明は、環状のステーターコアに取り付けられたコイルが樹脂により覆われたステーターの製造方法であって、前記環状のステーターコアに前記コイルを取り付けた半製品をケース内に収容し、前記ステーターコアの内周に非磁性体の筒状体を位置させ、前記筒状体の軸方向の端部の剛性が前記筒状体の他の部分の剛性よりも低く、前記筒状体の前記端部をそれぞれ前記ケースに当接させることで前記半製品が収容された前記ケースの収容空間に対して前記筒状体の内部空間を密閉し、前記収容空間に樹脂を充填して硬化させる、ステーターの製造方法を提供する。
【0008】
また、本発明は、環状のステーターコアと、前記ステーターコアに取り付けられたコイルと、前記ステーターコアの内周に位置する非磁性体の筒状体と、前記コイルを覆うと共に前記筒状体と一体化された樹脂部と、を備え、前記筒状体の軸方向の端部の剛性が前記筒状体の他の部分の剛性よりも低い、ステーターを提供する。
【発明の効果】
【0009】
本発明は、ステーターの損傷を抑制しつつ、ローターの配置スペースを確保することができる。
【図面の簡単な説明】
【0010】
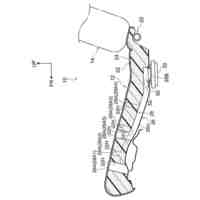
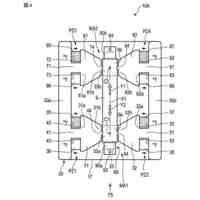
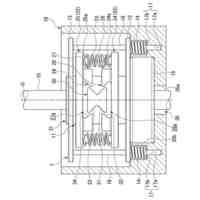
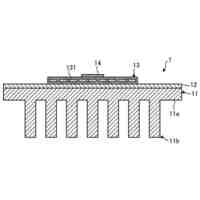
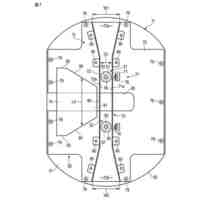
図1は、本発明の実施例1に係るステーターを示す概略断面図である。
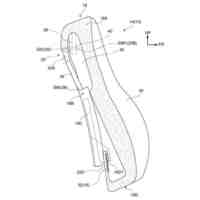
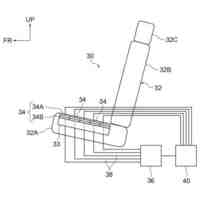
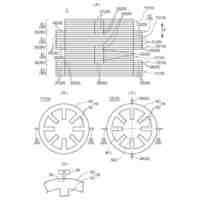
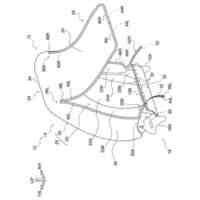
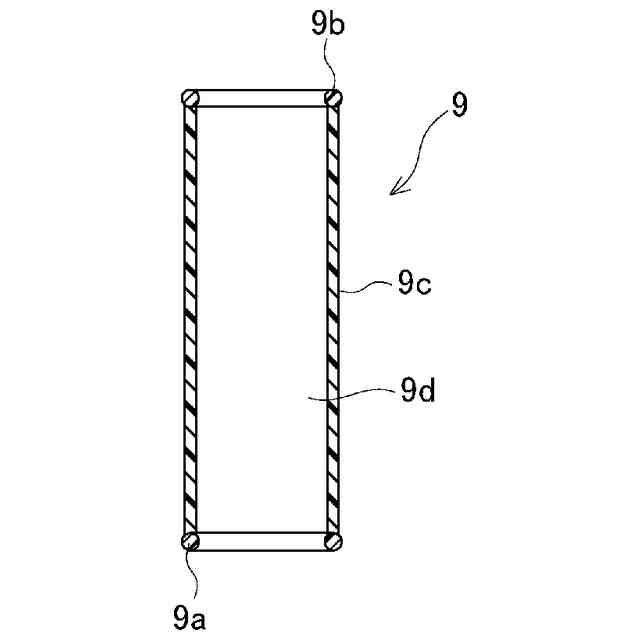
図2は、図1のステーターに用いられる筒状体を示す拡大断面図である。
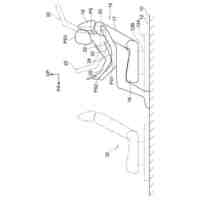
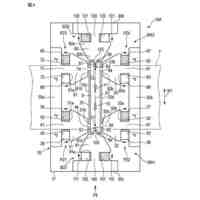
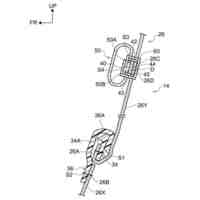
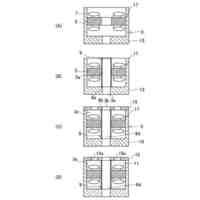
図3は、本発明の実施例1にかかるステーターの製造方法を示す断面図である。
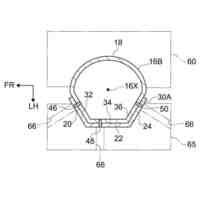
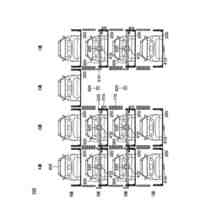
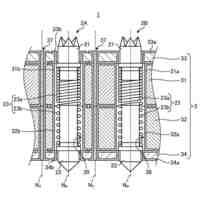
図4は、本発明の実施例2に係るステーターの製造方法に用いられる筒状体を示す概略断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
接合体
1か月前
日本発條株式会社
接合体
1か月前
日本発條株式会社
ステージ
1か月前
日本発條株式会社
駐車装置
1か月前
日本発條株式会社
駐車装置
1か月前
日本発條株式会社
駐車装置
1か月前
日本発條株式会社
ロック装置
今日
日本発條株式会社
ロック装置
今日
日本発條株式会社
車両用シート
20日前
日本発條株式会社
車両用シート
7日前
日本発條株式会社
車両用シート
7日前
日本発條株式会社
シートバック
1か月前
日本発條株式会社
車両用シート
今日
日本発條株式会社
ヘッド駆動装置
1日前
日本発條株式会社
ヘッド駆動装置
1日前
日本発條株式会社
体圧調整シート
今日
日本発條株式会社
二部材同士の接合構造
20日前
日本発條株式会社
無励磁作動型ブレーキ装置
6日前
日本発條株式会社
無励磁作動型ブレーキ装置
6日前
日本発條株式会社
積層体及び積層体の製造方法
1か月前
日本発條株式会社
シートカバー及び車両用シート
1日前
日本発條株式会社
車両用シート及びその製造方法
21日前
日本発條株式会社
ヘッドレスト及び車両用シート
今日
トヨタ自動車株式会社
ワッシャ
1か月前
日本発條株式会社
駐車装置および駐車装置の制御方法
1か月前
日本発條株式会社
シートクッション及び車両用シート
1か月前
日本発條株式会社
ステーターの製造方法及びステーター
6日前
日本発條株式会社
スライドレール装置及び車両用シート
1か月前
日本発條株式会社
ランバーサポート装置及び車両用シート
20日前
日本発條株式会社
ワークのクリーニング装置と、クリーニング方法
28日前
日本発條株式会社
積層体
今日
日本発條株式会社
シート表皮、表皮パッドアセンブリ及びシートバックの製造方法
1か月前
日本発條株式会社
プローブユニット
13日前
日本発條株式会社
充電装置を備えた駐車装置
1か月前
日本発條株式会社
連結機構を備えた搬送装置
今日
日本発條株式会社
テープドライブ装置と、テープドライブ装置のヘッド部の状態を検出する方法
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ