TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024157413
公報種別
公開特許公報(A)
公開日
2024-11-07
出願番号
2023071766
出願日
2023-04-25
発明の名称
レーザ溶接方法およびレーザ溶接システム
出願人
本田技研工業株式会社
代理人
個人
,
個人
主分類
B23K
26/21 20140101AFI20241030BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工コスト上昇および導電率低下を防止しつつ、ブローホールを低減することができるレーザ溶接方法の提供。
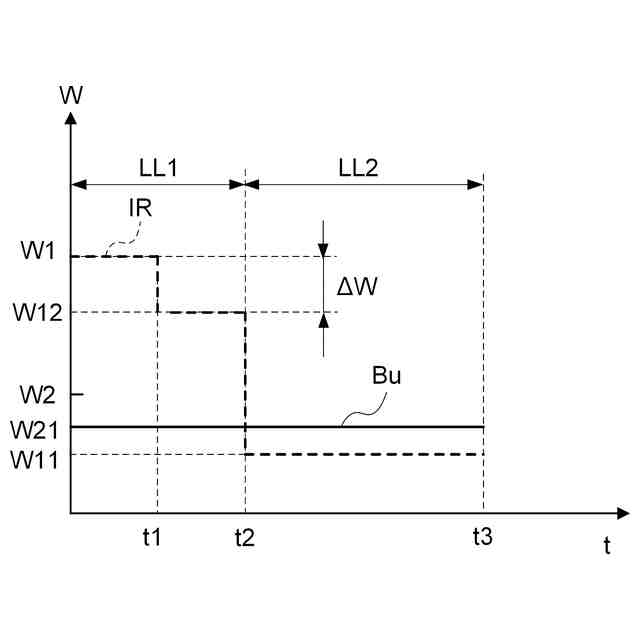
【解決手段】加工対象に対してレーザ光を照射することにより溶接を行うレーザ溶接方法であって、加工対象に第1レーザ光LL1を照射して加工対象を溶融する第1の工程と、第1の工程により溶融した溶融領域に、第1レーザ光LL1と異なる第2レーザ光LL2を照射して、溶融領域の溶融量を維持する第2の工程と、を含む。そして、例えば、図11に示すように、第1レーザ光LL1の照射開始から所定時間が経過したら、第1レーザ光LL1の出力を所定量だけ低下させ、第2レーザ光LL2の出力を第1レーザ光LL1の出力よりも小さく設定する。
【選択図】図11
特許請求の範囲
【請求項1】
加工対象に対してレーザ光を照射することにより溶接を行うレーザ溶接方法であって、
前記加工対象に第1レーザ光を照射して前記加工対象を溶融する第1の工程と、
前記第1の工程により溶融した溶融領域に、前記第1レーザ光と異なる第2レーザ光を照射して、前記溶融領域の溶融量を維持する第2の工程と、を含み、
(A)前記第1レーザ光の照射開始から所定時間が経過したら、前記第1レーザ光の出力を所定量だけ低下させ、前記第2レーザ光の出力を前記第1レーザ光の出力よりも小さく設定する、第1のレーザ光構成、
または、
(B)前記第1レーザ光は、800[nm]以上かつ1200[nm]以下の第1波長を有し第1出力のレーザ光を含み、前記第2レーザ光は、前記第1波長を有し出力が前記第1出力よりも小さくおよび/またはデフォーカス状態のレーザ光を含む、第2のレーザ光構成、
を備える、レーザ溶接方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載のレーザ溶接方法において、
前記第1レーザ光の出力を所定量だけ低下させる際には、照射時間の経過に伴って連続的に徐々に低下させる、レーザ溶接方法。
【請求項3】
請求項1に記載のレーザ溶接方法において、
前記加工対象は並置された複数の導体の導体端部であって、前記所定量の低下は複数段階で行われ、
前記複数段階の各段階におけるレーザ光照射においては、複数の前記導体端部の各々におけるレーザ光の走査は、往復走査の整数倍に設定される、レーザ溶接方法。
【請求項4】
請求項1から請求項3までのいずれか一項に記載のレーザ溶接方法において、
前記第1のレーザ光構成における前記第1レーザ光は、前記第1波長を有し第2出力のレーザ光と、400[nm]以上かつ500[nm]以下の第2波長を有し前記第2出力よりも小さい第3出力のレーザ光とを含み、
前記第1のレーザ光構成における前記第2レーザ光は、前記第2波長を有し前記第3出力のレーザ光を含む、レーザ溶接方法。
【請求項5】
請求項1から請求項4までのいずれか一項に記載のレーザ溶接方法において、
前記加工対象は並置された複数の導体の導体端部であって、
前記第1の工程および前記第2の工程においては、レーザ光を前記導体端部に個別に走査する、レーザ溶接方法。
【請求項6】
請求項1から請求項4までのいずれか一項に記載のレーザ溶接方法において、
前記加工対象は並置された複数の導体の導体端部であって、
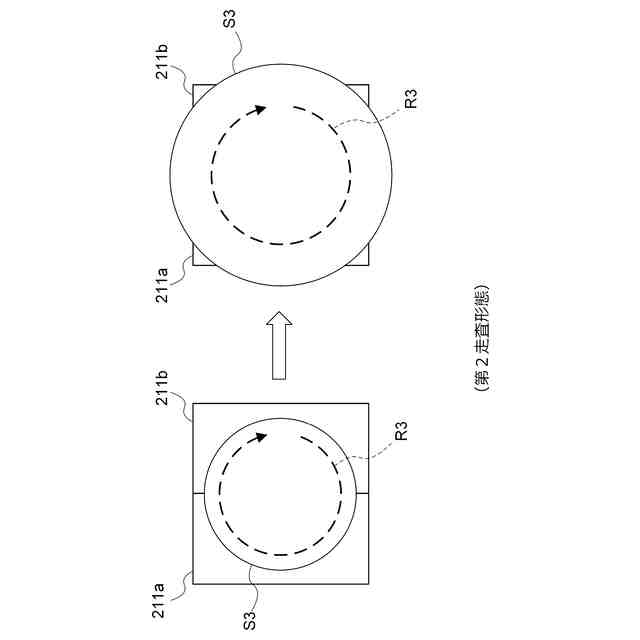
各導体端部に形成された各溶融領域が合流して一つの合併溶融領域が形成されるまでは、レーザ光を前記導体端部に個別に走査し、
前記合併溶融領域が形成された後は、前記導体端部の各々を跨ぐようにレーザ光を走査する、レーザ溶接方法。
【請求項7】
第1レーザ光を発生する第1レーザ光発生装置と、
前記第1レーザ光と異なる第2レーザ光を発生する第2レーザ光発生装置と、
前記第1レーザ光および前記第2レーザ光を加工対象に照射する光学装置と、
前記第1レーザ光発生装置、前記第2レーザ光発生装置および前記光学装置の動作を制御する制御装置と、を備え、
前記制御装置は、
前記加工対象に前記第1レーザ光を照射して前記加工対象を溶融させ、次いで、溶融した溶融領域に前記第2レーザ光を照射して前記溶融領域の溶融量を維持させるように、前記第1レーザ光発生装置、前記第2レーザ光発生装置および前記光学装置の動作を制御する、レーザ溶接システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ溶接方法およびレーザ溶接システムに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
回転電機や電力変換装置などの電気機器は大電流を低い抵抗で流す必要があり、角線のような太い導線や導体板を使用し、これらを接合して使用している(例えば、特許文献1参照)。このような導線や導体板に酸素含有量が比較的多いタフピッチ銅などを用いた場合には、溶接部にブローホールが多く形成され、強度不足や電気抵抗の増加が問題となる。そこで、特許文献1に記載の溶接方法では、接合対象である導体を溶融しながらリンを含む溶加材(脱酸材)を付加することで、ブローホールを抑制した溶接を可能としている。
【先行技術文献】
【特許文献】
【0003】
特許第7162144号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、脱酸材を使用した接合では、接合のサイクルタイムが伸び、脱酸材の材料コストもかかってしまうため、加工コストの上昇を招く。また、脱酸材の影響で導電率の低下も招く。
【課題を解決するための手段】
【0005】
本発明の一態様によるレーザ溶接方法は、加工対象に対してレーザ光を照射することにより溶接を行うレーザ溶接方法であって、前記加工対象に第1レーザ光を照射して前記加工対象を溶融する第1の工程と、前記第1の工程により溶融した溶融領域に、前記第1レーザ光と異なる第2レーザ光を照射して、前記溶融領域の溶融量を維持する第2の工程と、を含み、(A)前記第1レーザ光の照射開始から所定時間が経過したら、前記第1レーザ光の出力を所定量だけ低下させ、前記第2レーザ光の出力を前記第1レーザ光の出力よりも小さく設定する第1のレーザ光構成、または、(B)前記第1レーザ光は、800[nm]以上かつ1200[nm]以下の第1波長を有し第1出力のレーザ光を含み、前記第2レーザ光は、前記第1波長を有し出力が前記第1出力よりも小さくおよび/またはデフォーカス状態のレーザ光を含む、第2のレーザ光構成、を備える。
本発明の一態様によるレーザ溶接システムは、第1レーザ光を発生する第1レーザ光発生装置と、前記第1レーザ光と異なる第2レーザ光を発生する第2レーザ光発生装置と、前記第1レーザ光および前記第2レーザ光を加工対象に照射する光学装置と、前記第1レーザ光発生装置、前記第2レーザ光発生装置および前記光学装置の動作を制御する制御装置と、を備え、前記制御装置は、前記加工対象に前記第1レーザ光を照射して前記加工対象を溶融させ、次いで、溶融した溶融領域に前記第2レーザ光を照射して前記溶融領域の溶融量を維持させるように、前記第1レーザ光発生装置、前記第2レーザ光発生装置および前記光学装置の動作を制御する。
【発明の効果】
【0006】
本発明によれば、加工コスト上昇および導電率低下を防止しつつ、ブローホールを低減することができる。
【図面の簡単な説明】
【0007】
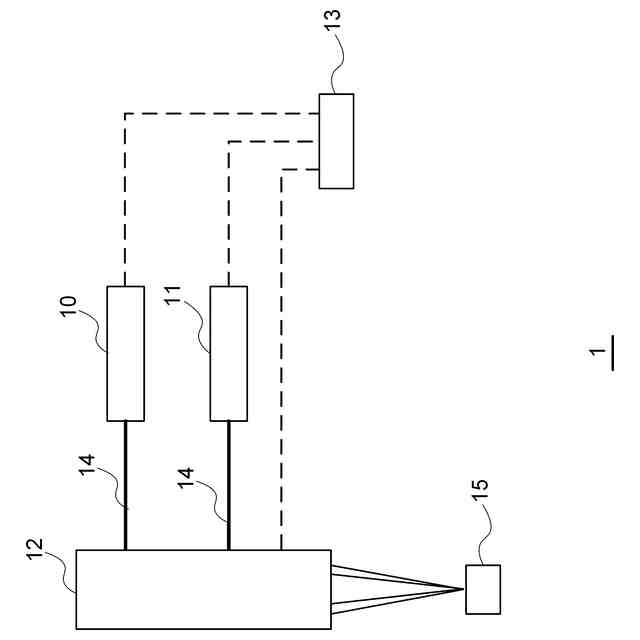
図1は、本実施形態のレーザ溶接システムの概略構成を示すブロック図である。
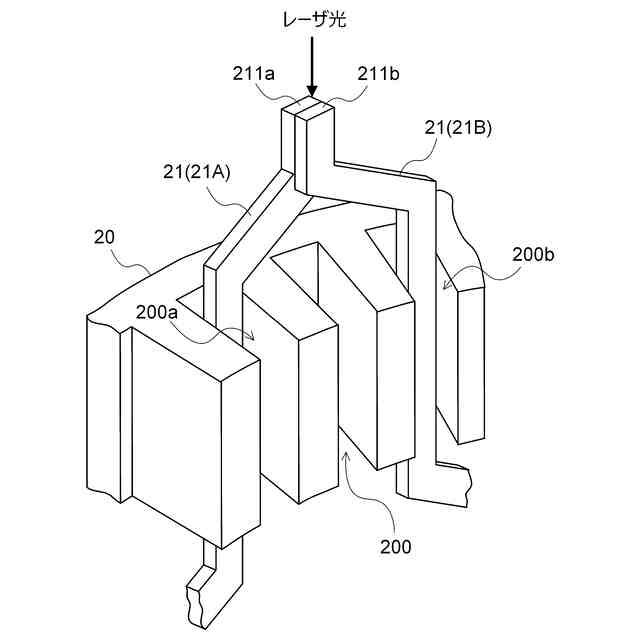
図2は、レーザ溶接の加工対象の一例を示す図である。
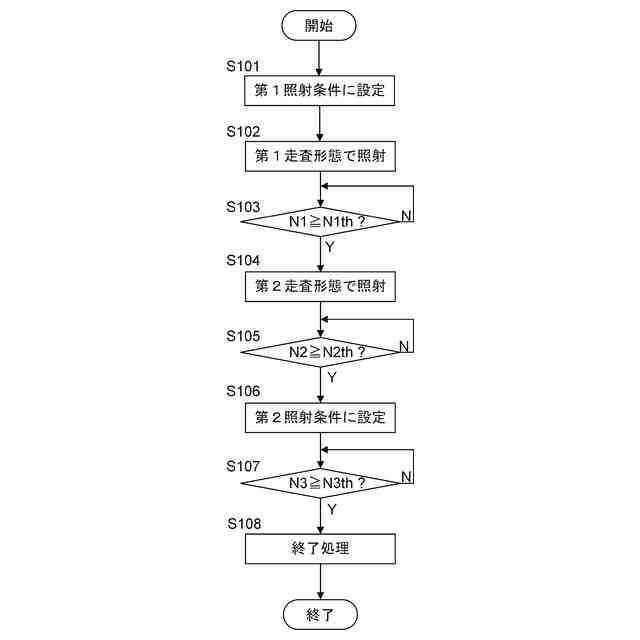
図3は、実施形態におけるレーザ溶接の制御を説明するフローチャートである。
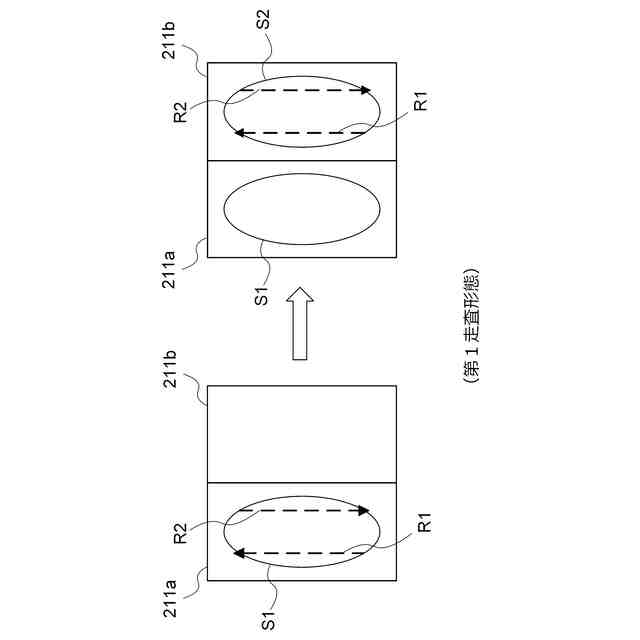
図4は、第1走査形態を示す模式図である。
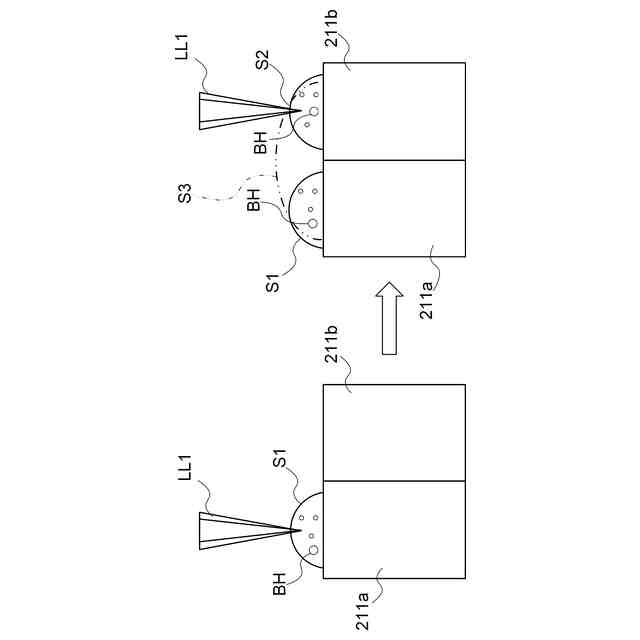
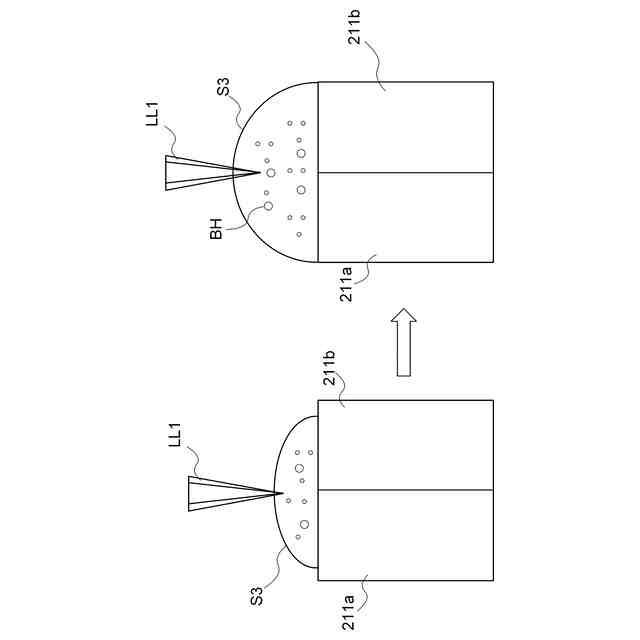
図5は、溶融領域が形成された端部を導体側方から見た図である。
図6は、第2走査形態を示す模式図である。
図7は、合併溶融領域が形成された端部を導体側方から見た図である。
図8は、レーザ光照射と溶融量およびブローホール量との関係を定性的に説明するグラフである。
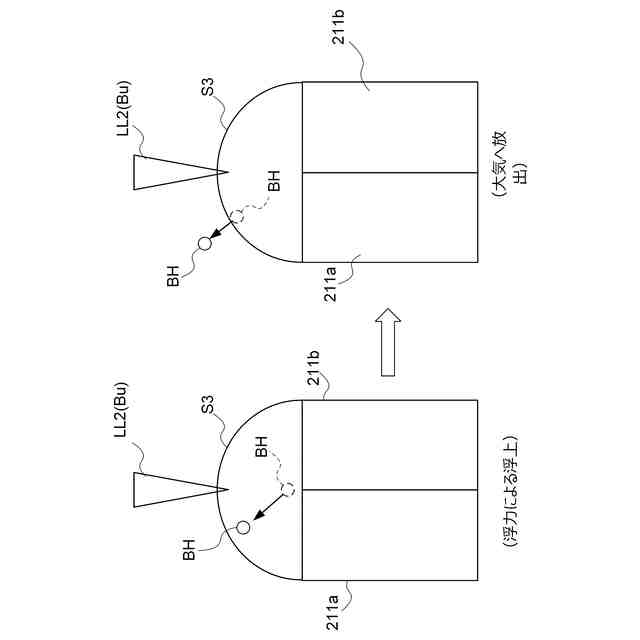
図9は、ブローホールの大気放出を説明する図である。
図10は、変形例1を説明する図である。
図11は、変形例2を説明する図である。
図12は、複数段階で出力を低下させる例を示す図である。
図13は、連続的に出力を低下させる例を示す図である。
図14は、変形例3を説明する図である。
図15は、変形例4を説明するフローチャートである。
図16は、板材を重ね合わせて溶接する場合を示す図である。
【発明を実施するための形態】
【0008】
以下、図を参照して本発明を実施するための形態について説明する。以下の記載および図面は、本発明を説明するための例示であって、説明の明確化のため、適宜、省略および簡略化がなされている。また、以下の説明では、同一または類似の要素および処理には同一の符号を付し、重複説明を省略する場合がある。なお、以下に記載する内容はあくまでも本発明の実施の形態の一例を示すものであって、本発明は以下の実施の形態に限定されるものではなく、他の種々の形態でも実施をすることが可能である。
【0009】
図1は、本実施形態のレーザ溶接システム1の概略構成を示すブロック図である。レーザ溶接システム1は、第1のレーザ光発生装置10、第2のレーザ光発生装置11、光学装置12、制御装置13および光ファイバ14を備えている。レーザ光発生装置10,11はそれぞれレーザ発振器を備えている。レーザ光発生装置10は、波長が800[nm]以上かつ1200[nm]以下である第1波長レーザ光を発生する。レーザ光発生装置11は、波長が400[nm]以上かつ500[nm]以下である第2波長レーザ光を発生する。
【0010】
光ファイバ14は、レーザ光発生装置10,11から出力されたレーザ光を光学装置12に導く。光学装置12は、レーザ光発生装置10,11から入力されたレーザ光を加工対象15に向かって照射するための光学系である。図示しないが、光学装置12は、コリメートレンズ、集光レンズ、ミラー、フィルタ等を備えている。光学装置12は、加工対象15上でレーザ光を走査可能に構成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
2か月前
個人
作業用治具
29日前
個人
トーチノズル
28日前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
組み付け装置
20日前
シヤチハタ株式会社
組立ライン
22日前
トヨタ自動車株式会社
治具
1か月前
エンシュウ株式会社
工作機械
28日前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社不二越
タップ
7日前
ダイハツ工業株式会社
冷却構造
20日前
株式会社MOLDINO
ドリル
3か月前
株式会社ダイヘン
アーク溶接制御方法
8日前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社FUJI
ワーク置き台
1か月前
株式会社ダイヘン
インチング制御方法
1か月前
光精工株式会社
クーラントタンク
1か月前
株式会社不二越
エンドミル
2か月前
旭精工株式会社
シャフトブレーキ
1か月前
株式会社メタルクリエイト
切削装置
14日前
古川精機株式会社
タッピングガイド
1か月前
住友重機械工業株式会社
レーザ装置
1日前
株式会社ムラタ溶研
剪断装置
2か月前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
株式会社アイシン
金属部材の接合方法
1か月前
カヤバ株式会社
溶接方法及び溶接構造
1か月前
トヨタ自動車株式会社
レーザ加工装置
1か月前
ブラザー工業株式会社
工作機械
2か月前
エンシュウ株式会社
摩擦撹拌接合装置
28日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ