TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024157273
公報種別
公開特許公報(A)
公開日
2024-11-07
出願番号
2023071532
出願日
2023-04-25
発明の名称
運転条件修正方法、運転条件修正装置、成形機及びコンピュータプログラム
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/76 20060101AFI20241030BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】学習器による逆提案を除外し、運転条件をより適切に修正することができる運転条件修正方法を提供する。
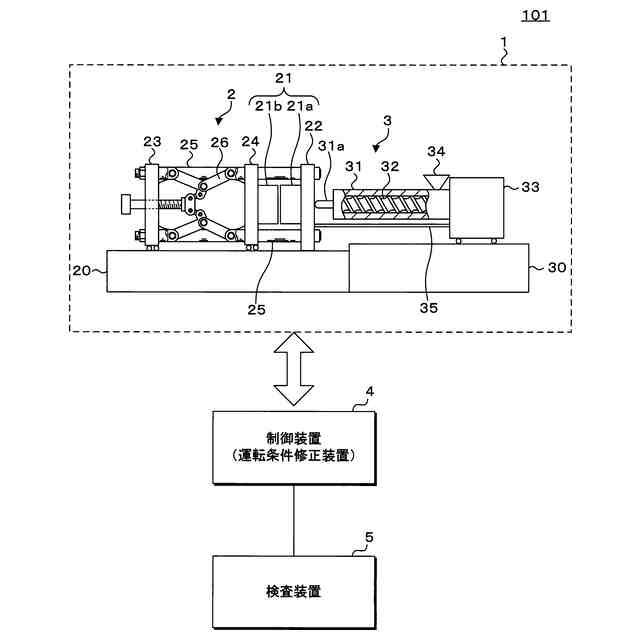
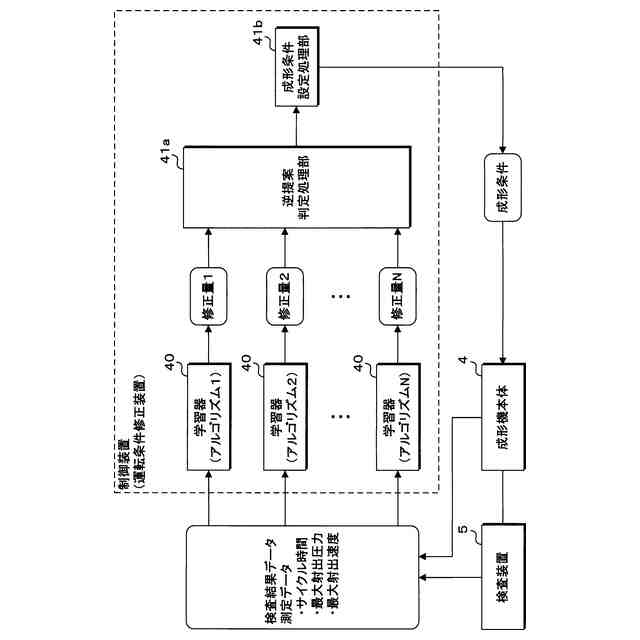
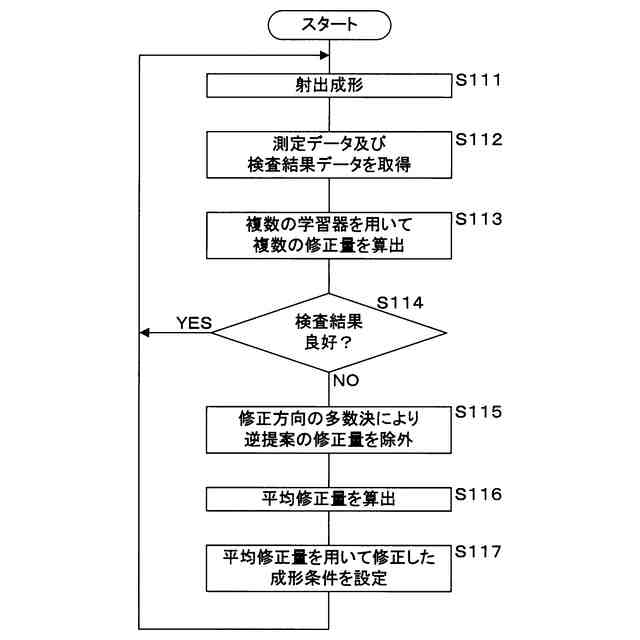
【解決手段】産業機械の運転条件を修正する運転条件修正方法であって、産業機械の状態を測定して得られる測定データ、及び産業機械にて製造された製品の状態を検査して得られる検査結果データを取得するステップと、測定データ及び検査結果データと、運転条件の修正量との関係を学習した複数の学習器を用いて、取得した測定データ及び検査結果データに基づいて運転条件の修正量を算出するステップと、複数の学習器を用いて算出された複数の修正量それぞれの修正方向の適否を判定する判定ステップと、修正方向が適切と判定された一又は複数の修正量に基づいて運転条件を修正するステップとを備える。
【選択図】図5
特許請求の範囲
【請求項1】
産業機械の運転条件を修正する運転条件修正方法であって、
前記産業機械の状態を測定して得られる測定データ、及び前記産業機械にて製造された製品の状態を検査して得られる検査結果データを取得するステップと、
前記測定データ及び前記検査結果データと、前記運転条件の修正量との関係を学習した複数の学習器を用いて、取得した前記測定データ及び前記検査結果データに基づいて前記運転条件の修正量を算出するステップと、
前記複数の学習器を用いて算出された複数の前記修正量それぞれの修正方向の適否を判定する判定ステップと、
前記修正方向が適切と判定された一又は複数の前記修正量に基づいて前記運転条件を修正するステップと
を備える運転条件修正方法。
続きを表示(約 1,300 文字)
【請求項2】
前記判定ステップは、
前記修正方向の多数決によって前記修正量の適否を判定する
請求項1に記載の運転条件修正方法。
【請求項3】
前記判定ステップは、
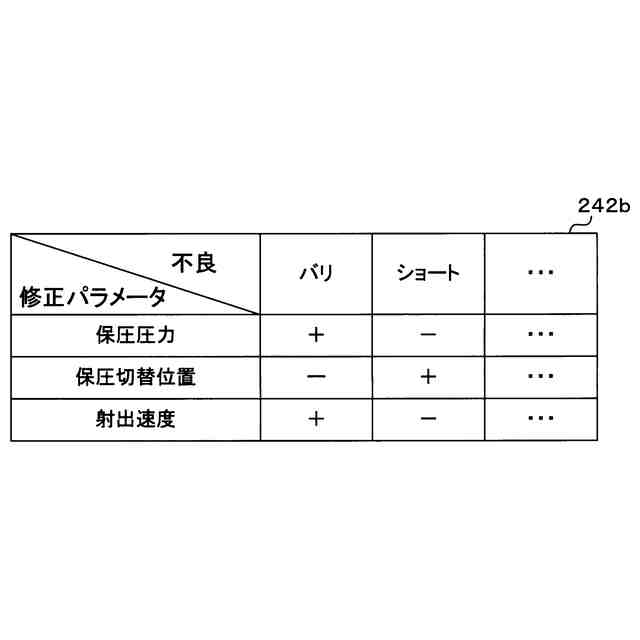
前記検査結果データが示す不良の種類と、前記運転条件の適切な修正方向とを対応付けたテーブルを、取得した前記検査結果データをキーにして参照することにより、前記修正量の適否を判定する
請求項1に記載の運転条件修正方法。
【請求項4】
前記産業機械は射出成形機であり、
前記テーブルは、
樹脂粘度に起因するバリを示すデータと、保圧切替位置の適切な変更値が正であることを示すデータと、保圧切替速度の適切な変更値が負であることを示すデータと、保圧切替圧力の適切な変更値が負であることを示すデータとを対応付けて含む
請求項3に記載の運転条件修正方法。
【請求項5】
前記産業機械は射出成形機であり、
前記テーブルは、
樹脂粘度に起因するショートを示すデータと、保圧切替位置の適切な変更値が負であることを示すデータと、保圧切替速度の適切な変更値が正であることを示すデータと、保圧切替圧力の適切な変更値が正であることを示すデータとを対応付けて含む
請求項3に記載の運転条件修正方法。
【請求項6】
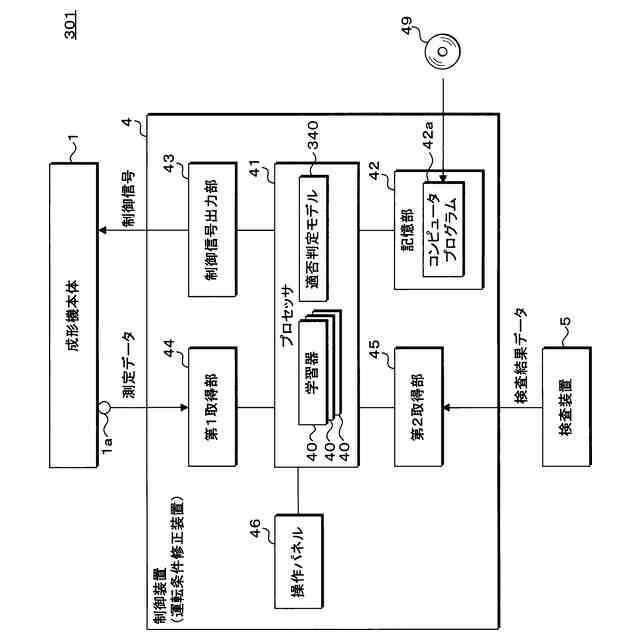
前記修正量が入力された場合、該修正量の適否を示した適否データを出力する適否判定モデルに、算出された前記修正量を入力することによって、前記修正量の適否を判定する
請求項1に記載の運転条件修正方法。
【請求項7】
前記複数の学習器の少なくとも一つは、Adam、モーメンタム、又はAdagradを用いて前記測定データ及び前記検査結果データと、前記修正量との関係を学習してある
請求項1に記載の運転条件修正方法。
【請求項8】
前記修正方向が適切と判定された複数の前記修正量の平均値を算出するステップを備え、
算出された前記平均値に基づいて前記運転条件を修正する請求項1から請求項7のいずれか1項に記載の運転条件修正方法。
【請求項9】
産業機械の運転条件を修正する運転条件修正装置であって、
前記産業機械の状態を測定して得られる測定データ、及び前記産業機械にて製造された製品の状態を検査して得られる検査結果データを取得する取得部と、
前記測定データ及び前記検査結果データと、前記運転条件の修正量との関係を学習しており、取得した前記測定データ及び前記検査結果データに基づいて前記運転条件の修正量を算出する複数の学習器と、
前記複数の学習器を用いて算出された複数の前記修正量それぞれの修正方向の適否を判定する判定部と、
前記修正方向が適切と判定された一又は複数の前記修正量に基づいて前記運転条件を修正する修正部と
を備える運転条件修正装置。
【請求項10】
請求項9に記載の運転条件修正装置を備える成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、運転条件修正方法、運転条件修正装置、成形機及びコンピュータプログラムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
機械学習器を用いて、成形品が良品に近づくよう射出成形機の成形条件を修正する成形機システムがある(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2022-045698号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、学習器が提案する成形条件の修正精度は100%ではないため、学習器が逆提案を行う場合があり、成形条件が不適切に修正されることがあるという問題があった。逆提案とは、成形品の不良を悪化させる提案である。
この問題は射出成形機に限るものではなく、学習器を用いて運転条件を修正するその他の産業機械も同様の問題を有している。
【0005】
本開示の目的は、学習器による逆提案を除外し、運転条件をより適切に修正することができる運転条件修正方法、運転条件修正装置、成形機及びコンピュータプログラムを提供することにある。
【課題を解決するための手段】
【0006】
本開示の一側面に係る運転条件修正方法は、産業機械の運転条件を修正する運転条件修正方法であって、前記産業機械の状態を測定して得られる測定データ、及び前記産業機械にて製造された製品の状態を検査して得られる検査結果データを取得するステップと、前記測定データ及び前記検査結果データと、前記運転条件の修正量との関係を学習した複数の学習器を用いて、取得した前記測定データ及び前記検査結果データに基づいて前記運転条件の修正量を算出するステップと、前記複数の学習器を用いて算出された複数の前記修正量それぞれの修正方向の適否を判定する判定ステップと、前記修正方向が適切と判定された一又は複数の前記修正量に基づいて前記運転条件を修正するステップとを備える。
【0007】
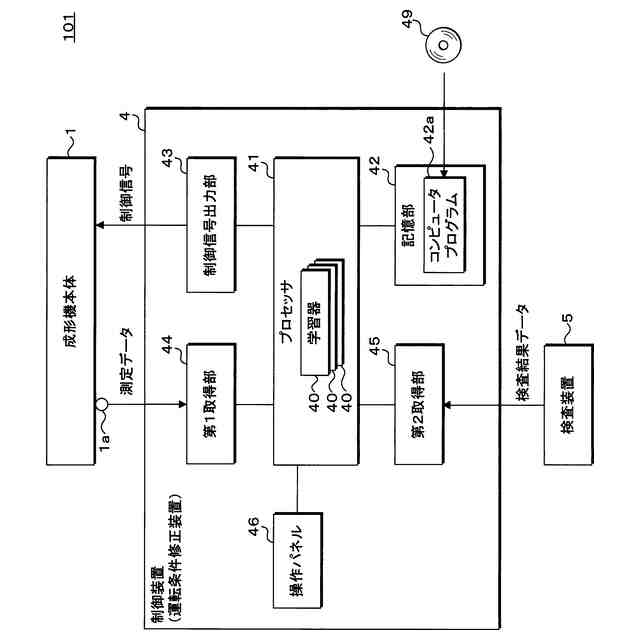
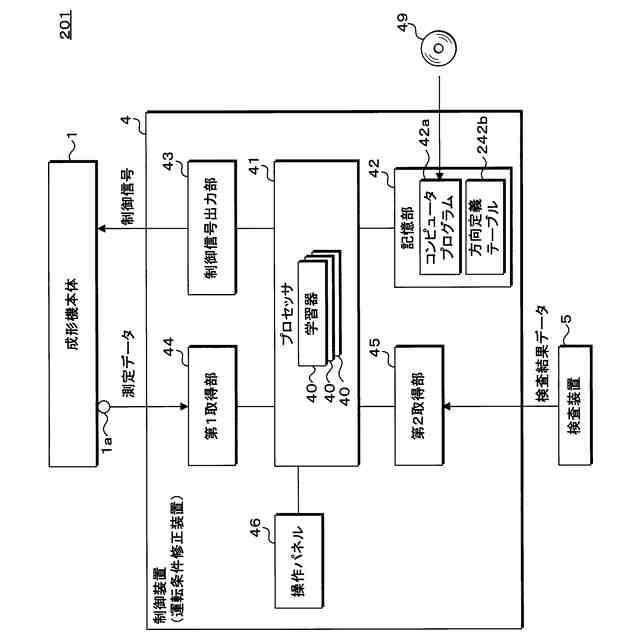
本開示の一側面に係る運転条件修正装置は、産業機械の運転条件を修正する運転条件修正装置であって、前記産業機械の状態を測定して得られる測定データ、及び前記産業機械にて製造された製品の状態を検査して得られる検査結果データを取得する取得部と、前記測定データ及び前記検査結果データと、前記運転条件の修正量との関係を学習しており、取得した前記測定データ及び前記検査結果データに基づいて前記運転条件の修正量を算出する複数の学習器と、前記複数の学習器を用いて算出された複数の前記修正量それぞれの修正方向の適否を判定する判定部と、前記修正方向が適切と判定された一又は複数の前記修正量に基づいて前記運転条件を修正する修正部とを備える。
【0008】
本開示の一側面に係る成形機は、上記運転条件修正装置を備える。
【0009】
本開示の一側面に係るコンピュータプログラムは、産業機械の運転条件を修正する処理をコンピュータに実行させるためのコンピュータプログラムであって、前記コンピュータに、前記産業機械の状態を測定して得られる測定データ、及び前記産業機械にて製造された製品の状態を検査して得られる検査結果データを取得するステップと、前記測定データ及び前記検査結果データと、前記運転条件の修正量との関係を学習した複数の学習器を用いて、取得した前記測定データ及び前記検査結果データに基づいて前記運転条件の修正量を算出するステップと、前記複数の学習器を用いて算出された複数の前記修正量それぞれの修正方向の適否を判定する判定ステップと、前記修正方向が適切と判定された一又は複数の前記修正量に基づいて前記運転条件を修正するステップとを実行させる。
【発明の効果】
【0010】
本開示によれば、学習器による逆提案を除外し、運転条件をより適切に修正することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
今日
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
金型の製造方法
10か月前
東レ株式会社
プリプレグテープ
2か月前
津田駒工業株式会社
連続成形機
8か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
輝創株式会社
接合方法
10か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社シロハチ
真空チャンバ
1か月前
株式会社リコー
シート剥離装置
3か月前
帝人株式会社
成形体の製造方法
4か月前
東レ株式会社
延伸フィルムの製造方法
10か月前
グンゼ株式会社
印刷層の除去方法
10か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
六浦工業株式会社
接着装置
10か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
株式会社城北精工所
押出成形用ダイ
8か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
3か月前
小林工業株式会社
振動溶着機
5か月前
トヨタ自動車株式会社
真空成形方法
6か月前
トヨタ自動車株式会社
真空成形装置
6か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社FTS
ブローニードル
今日
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社日本製鋼所
射出成形機
20日前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社スリーエス
光造形装置
6か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































