TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024155667
公報種別
公開特許公報(A)
公開日
2024-10-31
出願番号
2023133053
出願日
2023-08-17
発明の名称
ウェーハの切削方法および積層ウェーハの加工方法
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B24B
7/04 20060101AFI20241024BHJP(研削;研磨)
要約
【課題】ウェーハの外周端部のチッピングおよび割れを抑制しつつ面取り部を除去することができるウェーハの切削方法および積層ウェーハの加工方法を提供すること。
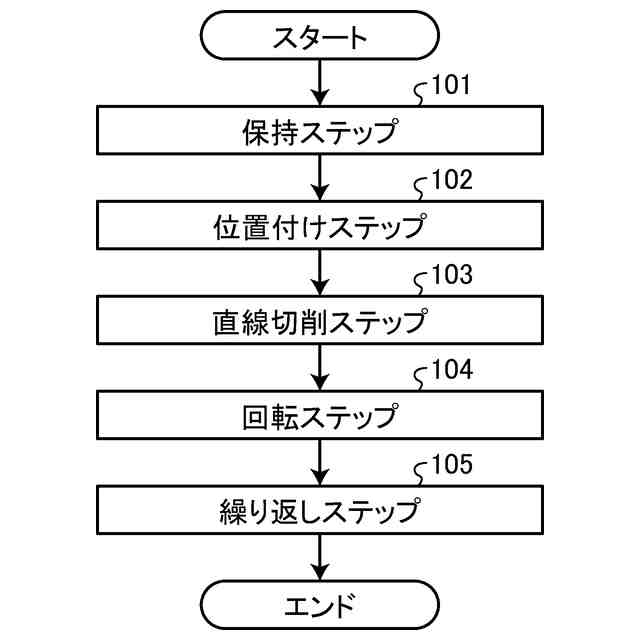
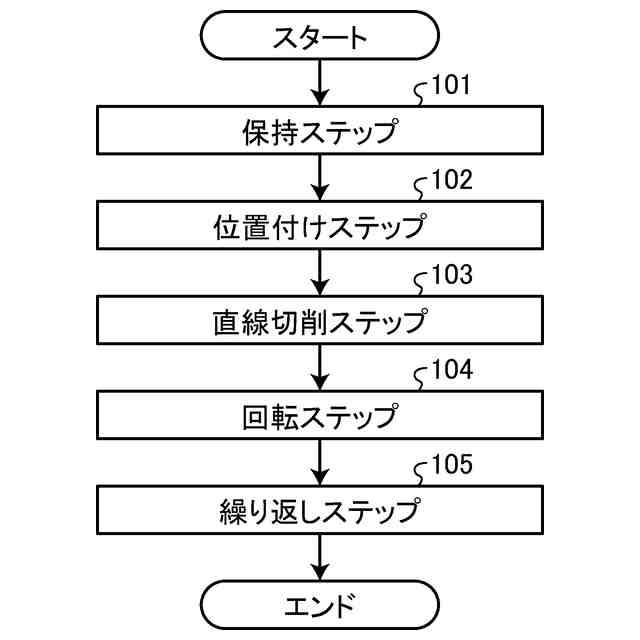
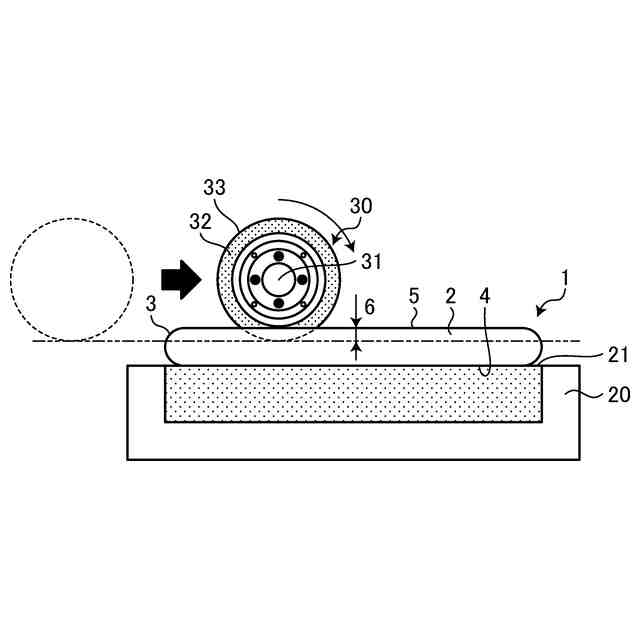
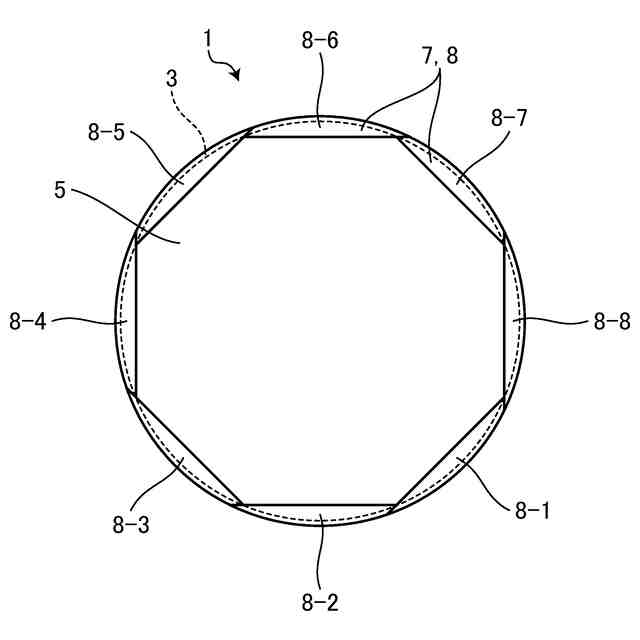
【解決手段】ウェーハの切削方法は、ウェーハをチャックテーブルの保持面で保持する保持ステップ101と、保持面と平行方向の回転軸を有するスピンドルの先端に装着された切削ブレードが保持面上に重ならない位置に位置付けた状態で、切削ブレードの外周端部をウェーハの切り込み深さに位置付ける位置付けステップ102と、ウェーハの外周端部を直線状に切削することでウェーハの面取り部の一部を切削する直線切削ステップ103と、チャックテーブルを所定の回転角度で回転させる回転ステップ104と、ウェーハの面取り部のすべてを除去するまで、直線切削ステップ103と回転ステップ104とを繰り返し実施する繰り返しステップ105と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
円盤状のウェーハの外周端部を切削し、面取り部を除去するウェーハの切削方法であって、
該ウェーハをチャックテーブルの保持面で保持する保持ステップと、
該保持面と平行方向の回転軸を有するスピンドルの先端に装着された切削ブレードが該保持面上に重ならない位置に位置付けた状態で、該スピンドルと該チャックテーブルとを該保持面と直交する方向に相対的に接近させ、該切削ブレードの外周端部を該ウェーハの切り込み深さに位置付ける位置付けステップと、
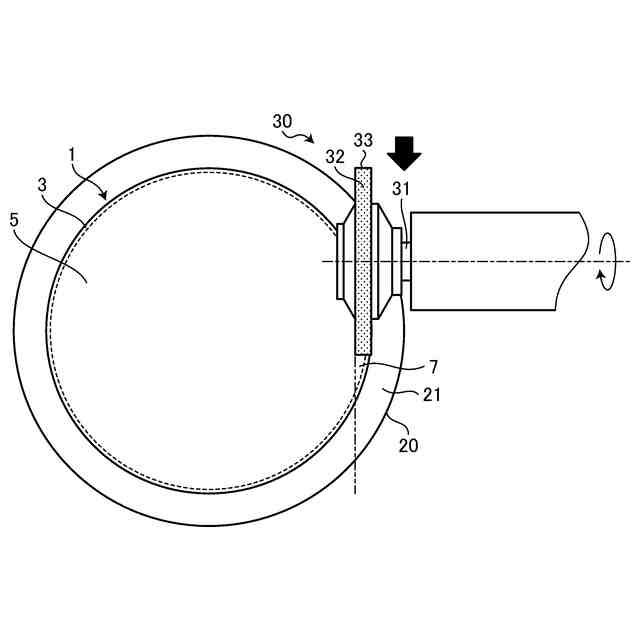
該スピンドルと該チャックテーブルとを該保持面と平行かつ該スピンドルの回転軸と直交する方向に相対的に移動させ、該ウェーハの該外周端部を直線状に切削することで該ウェーハの該面取り部の一部を切削する直線切削ステップと、
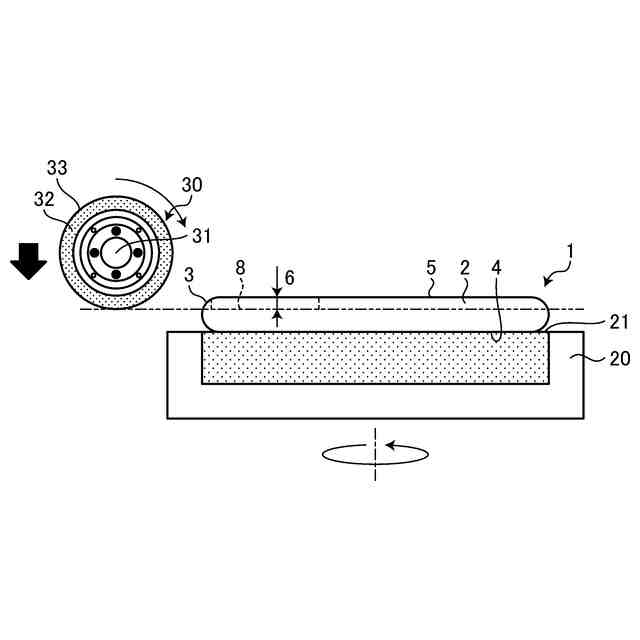
該直線切削ステップの後に、該チャックテーブルを所定の回転角度で回転させる回転ステップと、
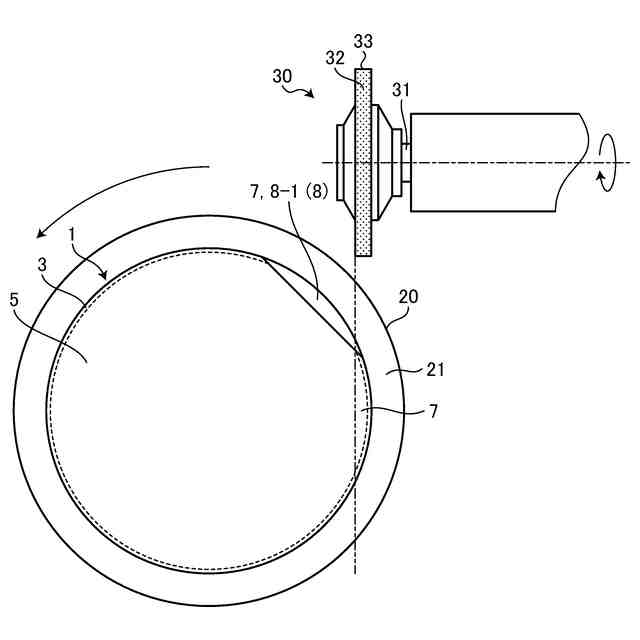
該ウェーハの該面取り部のすべてを除去するまで、該直線切削ステップと該回転ステップとを繰り返し実施する繰り返しステップと、
を備えるウェーハの切削方法。
続きを表示(約 1,000 文字)
【請求項2】
該繰り返しステップの後に、該切削ブレードで該ウェーハの該外周端部に該切り込み深さに切り込ませた状態で、該チャックテーブルを回転させることにより、該ウェーハの該外周端部を環状に切削して環状の段差部を形成する円形切削ステップを更に備える
請求項1に記載のウェーハの切削方法。
【請求項3】
外周端部に面取り部を有する第1ウェーハと第2ウェーハとが接合された積層ウェーハの加工方法であって、
該積層ウェーハの該第2ウェーハ側の面を第1チャックテーブルの第1保持面で保持することによって該第1ウェーハ側の面を露出させる第1保持ステップと、
該第1保持面と平行方向の回転軸を有する第1スピンドルの先端に装着された切削ブレードが該第1保持面上に重ならない位置に位置付けた状態で、該第1スピンドルと該第1チャックテーブルとを該第1保持面と直交する方向に相対的に接近させ、該切削ブレードの外周端部を該第1ウェーハの切り込み深さに位置付ける位置付けステップと、
該第1スピンドルと該第1チャックテーブルとを該第1保持面と平行かつ該第1スピンドルの回転軸と直交する方向に相対的に移動させ、該第1ウェーハの該外周端部を直線状に切削することで該第1ウェーハの該面取り部の一部を切削する直線切削ステップと、
該直線切削ステップの後に、該第1チャックテーブルを所定の回転角度で回転させる回転ステップと、
該第1ウェーハの該面取り部のすべてを除去するまで、該直線切削ステップと該回転ステップとを繰り返し実施する繰り返しステップと、
該積層ウェーハの該第2ウェーハ側の面を第2チャックテーブルの第2保持面で保持することによって該第1ウェーハ側の面を露出させる第2保持ステップと、
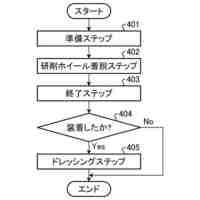
該第2保持面と直交する方向の回転軸を有する第2スピンドルの先端に装着された研削ホイールと該第2チャックテーブルとを相対的に接近させ、該第1ウェーハを研削する研削ステップと、
を備える積層ウェーハの加工方法。
【請求項4】
該繰り返しステップの後、かつ該第2保持ステップの前に、該切削ブレードで該第1ウェーハの該外周端部に該切り込み深さに切り込ませた状態で、該第1チャックテーブルを回転させることにより、該第1ウェーハの該外周端部を環状に切削して環状の段差部を形成する円形切削ステップを更に備える
請求項3に記載の積層ウェーハの加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの切削方法および積層ウェーハの加工方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
半導体デバイスの製造工程においては、ウェーハの表面において格子状に形成されたストリート(分割予定ライン)によって区画された領域にIC(Integrated Circuit)やLSI(Large Scale Integration)等のデバイスが形成される。これらのウェーハは裏面が研削されて所定の厚みへと薄化された後、ストリートに沿って切削装置等によって分割されることで個々の半導体デバイスチップに個片化される。
【0003】
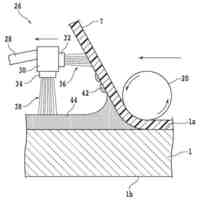
一方、ウェーハには、外周縁に表面から裏面に亘って面取りが形成されているものがある。このような板状ワークを半分の厚み以下に薄化すると、いわゆるシャープエッジが外周に形成され、ウェーハが破損する可能性がある。これを防ぐため、ウェーハの外周をトリミングして面取りを除去してから、薄化する技術が知られている(特許文献1)。面取り部を除去する方法としては、切削ブレードをウェーハの面取り部が形成された外周端部に切り込ませた状態でウェーハを保持するチャックテーブルを回転させることで外周端部のすべての面取り部を除去する方法が挙げられる。
【先行技術文献】
【特許文献】
【0004】
特開2000-173961号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記方法の面取り部除去方法では、直線状に形成される加工点に対してチャックテーブルを回転させることで切削ブレードに対して横方向の負荷がかかるため、面取り部が除去されたウェーハの外周端部でチッピングや割れ等が発生する可能性があった。また、積層ウェーハでは、上面側の第1ウェーハのチッピングが大きいもしくは多い場合、その後の研削時にチッピングを起点に剥がれ易くなるという課題があった。
【0006】
本発明は、かかる問題点に鑑みてなされたものであり、その目的は、ウェーハの外周端部のチッピングおよび割れを抑制しつつ面取り部を除去することができるウェーハの切削方法および積層ウェーハの加工方法を提供することである。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明のウェーハの切削方法は、円盤状のウェーハの外周端部を切削し、面取り部を除去するウェーハの切削方法であって、該ウェーハをチャックテーブルの保持面で保持する保持ステップと、該保持面と平行方向の回転軸を有するスピンドルの先端に装着された切削ブレードが該保持面上に重ならない位置に位置付けた状態で、該スピンドルと該チャックテーブルとを該保持面と直交する方向に相対的に接近させ、該切削ブレードの外周端部を該ウェーハの切り込み深さに位置付ける位置付けステップと、該スピンドルと該チャックテーブルとを該保持面と平行かつ該スピンドルの回転軸と直交する方向に相対的に移動させ、該ウェーハの該外周端部を直線状に切削することで該ウェーハの該面取り部の一部を切削する直線切削ステップと、該直線切削ステップの後に、該チャックテーブルを所定の回転角度で回転させる回転ステップと、該ウェーハの該面取り部のすべてを除去するまで、該直線切削ステップと該回転ステップとを繰り返し実施する繰り返しステップと、を備えることを特徴とする。
【0008】
本発明のウェーハの切削方法は、該繰り返しステップの後に、該切削ブレードで該ウェーハの該外周端部に該切り込み深さに切り込ませた状態で、該チャックテーブルを回転させることにより、該ウェーハの該外周端部を環状に切削して環状の段差部を形成する円形切削ステップを更に備えてもよい。
【0009】
また、本発明の積層ウェーハの加工方法は、外周端部に面取り部を有する第1ウェーハと第2ウェーハとが接合された積層ウェーハの加工方法であって、該積層ウェーハの該第2ウェーハ側の面を第1チャックテーブルの第1保持面で保持することによって該第1ウェーハ側の面を露出させる第1保持ステップと、該第1保持面と平行方向の回転軸を有する第1スピンドルの先端に装着された切削ブレードが該第1保持面上に重ならない位置に位置付けた状態で、該第1スピンドルと該第1チャックテーブルとを該第1保持面と直交する方向に相対的に接近させ、該切削ブレードの外周端部を該第1ウェーハの切り込み深さに位置付ける位置付けステップと、該第1スピンドルと該第1チャックテーブルとを該第1保持面と平行かつ該第1スピンドルの回転軸と直交する方向に相対的に移動させ、該第1ウェーハの該外周端部を直線状に切削することで該第1ウェーハの該面取り部の一部を切削する直線切削ステップと、該直線切削ステップの後に、該第1チャックテーブルを所定の回転角度で回転させる回転ステップと、該第1ウェーハの該面取り部のすべてを除去するまで、該直線切削ステップと該回転ステップとを繰り返し実施する繰り返しステップと、該積層ウェーハの該第2ウェーハ側の面を第2チャックテーブルの第2保持面で保持することによって該第1ウェーハ側の面を露出させる第2保持ステップと、該第2保持面と直交する方向の回転軸を有する第2スピンドルの先端に装着された研削ホイールと該第2チャックテーブルとを相対的に接近させ、該第1ウェーハを研削する研削ステップと、を備えることを特徴とする。
【0010】
本発明の積層ウェーハの加工方法は、該繰り返しステップの後、かつ該第2保持ステップの前に、該切削ブレードで該第1ウェーハの該外周端部に該切り込み深さに切り込ませた状態で、該第1チャックテーブルを回転させることにより、該第1ウェーハの該外周端部を環状に切削して環状の段差部を形成する円形切削ステップを更に備えてもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
研削装置
5日前
株式会社ディスコ
冷却機構
12日前
株式会社ディスコ
調整方法
12日前
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
搬送システム
4日前
株式会社ディスコ
レーザー加工装置
5日前
株式会社ディスコ
ウエーハの加工方法
5日前
株式会社ディスコ
ウェーハの加工方法
4日前
株式会社ディスコ
Web会議システム
5日前
株式会社ディスコ
被加工物の分割方法
5日前
株式会社ディスコ
研削ホイールの着脱方法
5日前
株式会社ディスコ
搬送アームの位置設定方法
4日前
株式会社ディスコ
搬送アームの位置設定方法
4日前
株式会社ディスコ
ダイヤモンド基板の製造方法
1日前
株式会社ディスコ
ダイヤモンド基板の製造方法
1日前
株式会社ディスコ
ウェーハ製造装置及び研削装置
4日前
株式会社ディスコ
シート固定装置、シート固定方法
5日前
株式会社ディスコ
研削装置およびウェーハの研削方法
5日前
株式会社ディスコ
切削ブレードの装着方法、及び、切削ユニット
4日前
株式会社ディスコ
レーザ加工装置、被加工物の面取り方法及びウエーハの製造方法
4日前
個人
両軸回転ヤスリ
29日前
個人
研削盤のワーク支持装置
2か月前
株式会社タカトリ
研削装置
1か月前
トヨタ自動車株式会社
外径測定方法
1か月前
株式会社ツガミ
円筒研削盤
2か月前
リックス株式会社
ドライアイス噴射装置
11日前
信越半導体株式会社
洗浄処理装置
11日前
株式会社荏原製作所
研磨装置
29日前
株式会社荏原製作所
研磨装置
4日前
株式会社荏原製作所
研磨装置
1日前
株式会社ディスコ
加工具
1か月前
住友重機械工業株式会社
研削制御装置及び研削方法
2か月前
株式会社トクピ製作所
研削方法
2か月前
株式会社ディスコ
研削装置
13日前
株式会社ディスコ
研磨装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ