TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024152446
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023066644
出願日
2023-04-14
発明の名称
溶融Al-Zn系めっき鋼板及びその製造方法
出願人
JFEスチール株式会社
,
JFE鋼板株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C23C
2/12 20060101AFI20241018BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】安定的に優れた加工性及び加工部耐食性を有する溶融Al-Zn系めっき鋼板を提供する。
【解決手段】上記目的を達成するべく、本発明は、めっき皮膜は、Al:45~65質量%及びSi:1.0~3.0質量%を含有し、残部がZn及び不可避的不純物からなる組成を有し、
前記不可避的不純物中のMg含有量が、前記めっき皮膜の総質量に対して0.5質量%未満であることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
めっき皮膜を備える溶融Al-Zn系めっき鋼板であって、
前記めっき皮膜は、Al:45~65質量%及びSi:1.0~3.0質量%を含有し、残部がZn及び不可避的不純物からなる組成を有し、
前記不可避的不純物中のMg含有量が、前記めっき皮膜の総質量に対して0.5質量%未満であることを特徴とする、溶融Al-Zn系めっき鋼板。
続きを表示(約 870 文字)
【請求項2】
前記めっき皮膜中にMg-Zn系化合物を含み、該Mg-Zn系化合物の長径が10μm未満であることを特徴とする、請求項1に記載の溶融Al-Zn系めっき鋼板。
【請求項3】
前記めっき皮膜中にMg-Zn系化合物を含まないことを特徴とする、請求項1に記載の溶融Al-Zn系めっき鋼板。
【請求項4】
前記めっき皮膜が、さらに、B、Ca、Ti、V、Cr、Mn、Sr、Mo、In、Sn、Sb、Ce及びBiのうちから選択される一種又は二種以上を、合計で0.01~3.0質量%含有することを特徴とする、請求項1又は2に記載の溶融Al-Zn系めっき鋼板。
【請求項5】
前記めっき皮膜中のMgZn
2
のX線回折法による回折強度が、以下の関係(1)を満足することを特徴とする、請求項1又は2に記載の溶融Al-Zn系めっき鋼板。
MgZn
2
(100)=0 ・・・(1)
MgZn
2
(100):MgZn
2
の(100)面(面間隔d=0.4510nm)の回折強度
【請求項6】
めっき皮膜を備える溶融Al-Zn系めっき鋼板の製造方法であって、
前記めっき皮膜の形成は、Al:45~65質量%及びSi:1.0~3.0質量%を含有し、残部がZn及び不可避的不純物からなる組成を有するめっき浴を用いて、下地鋼板に前記めっき皮膜を形成する工程を含み、
前記めっき浴の不可避的不純物中のMg含有量を、前記めっき浴の総質量に対して0.5質量%未満に制御することを特徴とする、溶融Al-Zn系めっき鋼板の製造方法。
【請求項7】
前記めっき浴が、さらに、B、Ca、Ti、V、Cr、Mn、Sr、Mo、In、Sn、Sb、Ce、及びBiのうちから選択される一種又は二種以上を合計で0.01~3.0質量%含有することを特徴とする、請求項6に記載の溶融Al-Zn系めっき鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、安定的に優れた加工性及び加工部耐食性を有する溶融Al-Zn系めっき鋼板及びその製造方法に関するものである。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
55%Al-Zn系に代表される溶融Al-Zn系めっき鋼板は、例えば特許文献1に示すように、Znの犠牲防食性とAlの高い耐食性とが両立できているため、溶融亜鉛めっき鋼板の中でも高い耐食性を示すことが知られている。
そのため、溶融Al-Znめっき鋼板は、その優れた耐食性から、長期間屋外に曝される屋根や壁等の建材分野、ガードレール、配線配管、防音壁等の土木建築分野を中心に使用されている。特に、大気汚染による酸性雨や、積雪地帯での道路凍結防止用融雪剤の散布、海岸地域開発等、のより厳しい使用環境下での耐食性に優れる材料や、メンテナンスフリー材料への要求が高まっていることから、近年、溶融Al-Zn系めっき鋼板の需要は増加している。
【0003】
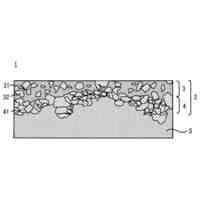
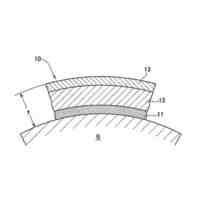
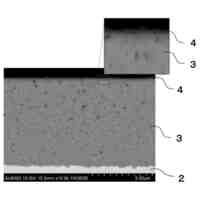
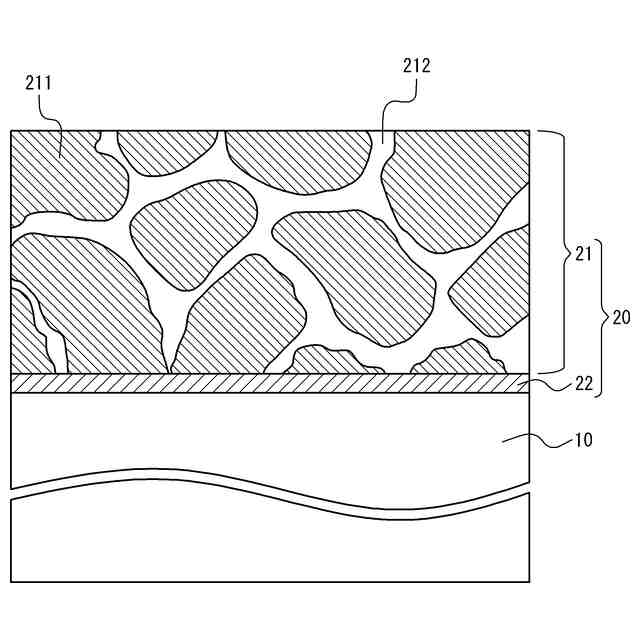
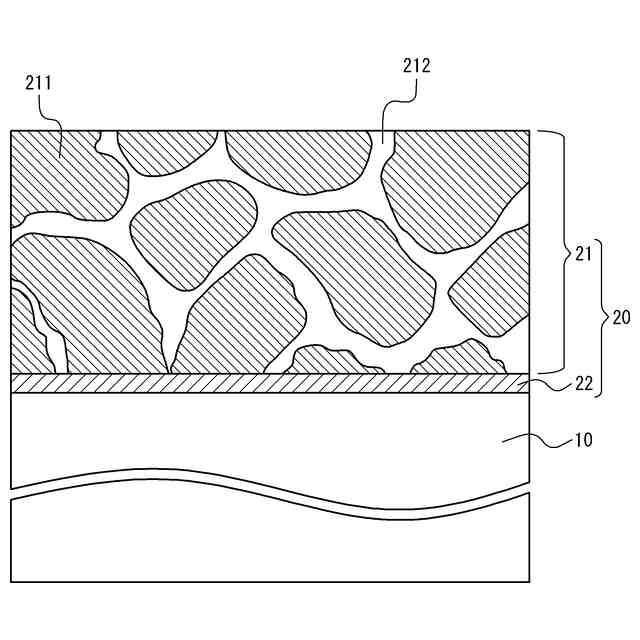
溶融Al-Zn系めっき鋼板のめっき皮膜は、Znを過飽和に含有したAlがデンドライト状に凝固した部分(α-Al相)と、デンドライト間隙(インターデンドライト)に存在するZn-Al共晶組織とから構成され、α-Al相がめっき皮膜の膜厚方向に複数積層した構造を有することが特徴である。このような特徴的な皮膜構造により、表面からの腐食進行経路が複雑になるため、腐食が容易に進行しにくくなり、溶融Al-Zn系めっき鋼板はめっき皮膜厚が同一の溶融亜鉛めっき鋼板に比べ優れた耐食性を実現できることも知られている。
【0004】
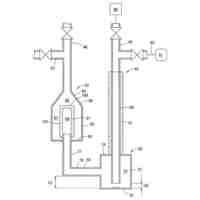
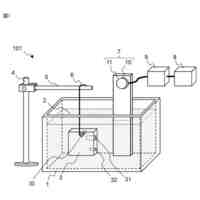
一般的に、溶融Al-Zn系めっき鋼板は、スラブを熱間圧延若しくは冷間圧延した薄鋼板を下地鋼板として用い、該下地鋼板を連続式溶融めっき設備の焼鈍炉にて再結晶焼鈍及び溶融めっき処理を行うことによって製造される。
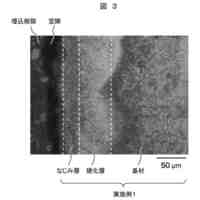
なお、めっき浴には、所定濃度のAlやZnに加え、地鉄(下地鋼板)-めっき界面に形成する界面合金層の過度な成長を抑制するためにSiが添加されることが通常である。このSiの働きにより、溶融Al-Zn系めっき鋼板の界面合金層の厚さは約1~5μm程度に制御することができる。めっき皮膜厚が同一ならば、界面合金層が薄いほど高耐食を発現する主層が厚くなるため、界面合金層の成長を抑制することは耐食性の向上に繋がると知られている。
【先行技術文献】
【特許文献】
【0005】
特公昭46-7161号公報
特開2004-285387号公報
特表2016-540885号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ただし、溶融Al-Zn系めっき鋼板に折り曲げ等の加工を施した場合、その加工の程度(加工度)によって被加工部のめっき皮膜にクラックが生じることが知られている。溶融Al-Zn系めっき鋼板では、前記の厚い界面合金層がクラックの起点となり、また、めっき皮膜のデンドライト間隙部がクラックの伝播経路になることから、加工度が同じ曲げ加工を施した場合でも、同一めっき皮膜厚の溶融亜鉛めっき鋼板に比べてクラックが比較的大きく開口する傾向がある。そのため、加工度が大きい用途では、肉眼で確認できる大きなクラックが発生することで外観が損なわれるという問題や、下地鋼板が露出したクラック部は、クラックのない部分に比べ耐食性が顕著に低下(加工部耐食性が低下)するという問題もあった。
【0007】
溶融めっきの製造では、一般的にめっき浴中に不可避的に不純物が混入することが知られており、溶融Al-Zn系めっきも例外ではない。めっき皮膜中に混入される不純物としては、めっき原料中に含む不純物や下地鋼板や浴中機器からの溶出などによって混入するFe、Cr、Ni、Cu、Co、W、Mg、Ca等が挙げられ、これらの成分がめっき皮膜中に不可避的に含まれることになる。
特に、近年では高耐食を有する溶融Zn-Al-Mg系めっき鋼板や溶融Al-Zn-Si-Mg系めっき鋼板の製造量が増加しており、その製造時に発生するドロスの再生処理によって造られる高濃度のMgを含有したZn原料の流通拡大によって、めっき浴中ひいてはめっき皮膜中にMgが不純物として混入することが少なくない。
【0008】
上述したように、めっき皮膜中の不可避的不純物は、溶融めっき鋼板の外観、耐食性、加工性などの特性の劣化を引き起こす場合があり、不純物の影響の有無は、めっき皮膜の組成と不純物濃度によって決まることが多い。つまり、同じ成分の不純物であっても、めっき鋼板の特性に対して有害となる場合と無害となる場合が存在する。そのため、各溶融めっき鋼板において、特性に及ぼす不純物の影響が調査され、安定的に必要特性を得るために不純物濃度を制御する技術が開発されている。
例えば、特許文献2には、質量%で、Al:0.10~0.6%、Bi:0.03~0.3%、残部がZn及び不可避的不純物からなり、前記不可避的不純物としてのPb、Sn、及びCdの各含有量を0.002%に制御した外観に優れる溶融亜鉛めっき鋼板が開示されている。
また、特許文献3には、Al:4.4~5.6%、Mg:0.3~0.56%、残部がZn及び不可避的不純物からなり、前記不可避的不純物としてのNiが含まれないように制御した耐食性に優れる溶融Zn-Al-Mg系めっき鋼板が開示されている。
【0009】
しかしながら、特許文献2や3に開示された技術は、耐食性の向上に着目されたものであり、Mgを含有しない溶融Zn-Al系めっき鋼板や、Al濃度が高い溶融Al-Zn系めっき鋼板について、加工性や加工部耐食性に及ぼす不可避的不純物の影響は十分考慮されておらず、より確実且つ安定的に、優れた加工性及び加工部耐食性を実現できる技術の開発が望まれていた。
加えて、溶融Al-Zn系めっき鋼板に限らず、溶融めっき鋼板の製造における不純物の制御は、多くが濃度制御のみに留まり、サイズなどの形態制御する技術は確立されておらず、より安定的に優れた加工性及び加工部耐食性を実現できる技術の開発が望まれていた。
【0010】
本発明は、かかる事情に鑑み、確実且つ安定的に優れた加工性及び加工部耐食性を有する溶融Al-Zn系めっき鋼板及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日鉄建材株式会社
波形鋼板
21日前
株式会社カネカ
製膜装置
19日前
株式会社電気印刷研究所
金属画像形成方法
1か月前
日産自動車株式会社
樹脂部材
2か月前
日鉄防食株式会社
防食施工方法
3か月前
株式会社アルバック
ガス導入管
2か月前
東京エレクトロン株式会社
成膜装置
1か月前
一般財団法人電力中央研究所
耐腐食膜
2か月前
栗田工業株式会社
金属部材の防食方法
2か月前
大阪富士工業株式会社
浴中軸部材の製造方法
9日前
東京エレクトロン株式会社
基板処理方法
2か月前
株式会社不二越
熱処理に用いる油切り装置
2か月前
株式会社カネカ
製膜装置
12日前
日本化学産業株式会社
複合めっき皮膜及びめっき製品
5日前
キヤノントッキ株式会社
成膜装置
20日前
キヤノントッキ株式会社
成膜装置
2か月前
株式会社オプトラン
気泡除去方法及び気泡除去装置
1か月前
株式会社アルバック
電子ビーム式蒸着ユニット
1か月前
東京エレクトロン株式会社
吸着制御方法及び成膜装置
1か月前
株式会社アルバック
真空成膜装置及び真空成膜方法
1か月前
株式会社アルバック
タングステン配線膜の成膜方法
1か月前
アイテック株式会社
複合めっき材
1か月前
栗田工業株式会社
密閉冷却水系のpH制御方法及び装置
1か月前
東京エレクトロン株式会社
基板処理方法及び基板処理装置
2か月前
日東電工株式会社
積層フィルムの製造方法
1か月前
株式会社高純度化学研究所
酸化スズ(II)薄膜の製造方法
21日前
山陽特殊製鋼株式会社
炭素濃度分布の解析方法
1か月前
富士通商株式会社
新規なSiOx/カーボンナノ繊維とその製造方法
9日前
トーカロ株式会社
皮膜の形成方法および皮膜が形成された部材
3か月前
株式会社日立製作所
浸窒処理部品およびその製造方法
2か月前
株式会社SUS
チタン材、チタン製の容器およびチタン材の製造方法
12日前
株式会社日本テクノ
金属酸化被膜装置及び金属酸化被膜形成方法
13日前
株式会社アルバック
成膜装置及び成膜方法
12日前
安徽熙泰智能科技有限公司
薄膜沈着装置およびその沈着方法
1か月前
大日本印刷株式会社
マスク装置の製造方法及びマスク装置
1か月前
三菱電機株式会社
浸漬処理装置及び浸漬処理方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ