TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024150207
公報種別
公開特許公報(A)
公開日
2024-10-23
出願番号
2023063504
出願日
2023-04-10
発明の名称
インモールドコート注入装置
出願人
株式会社精工技研
代理人
個人
主分類
B29C
45/16 20060101AFI20241016BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】液状コーティング剤(例えば塗料)の注入量の精度が高く、液状コーティング剤の歩留まりがよく、コンパクトなインモールドコート注入装置を提供する。
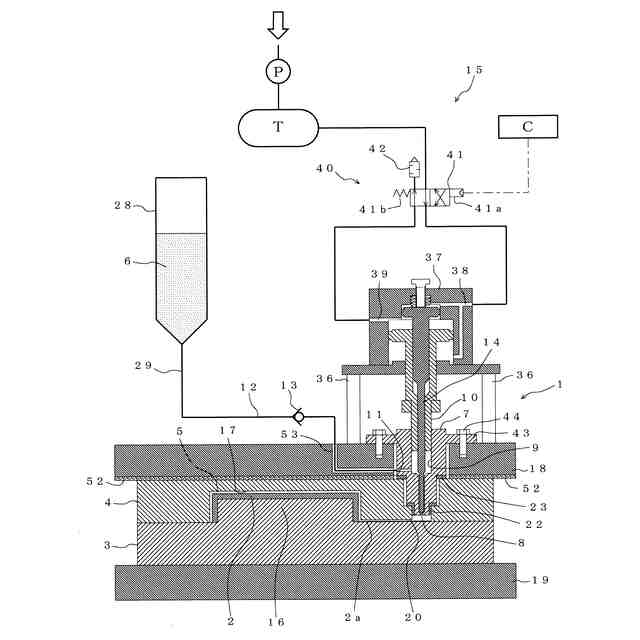
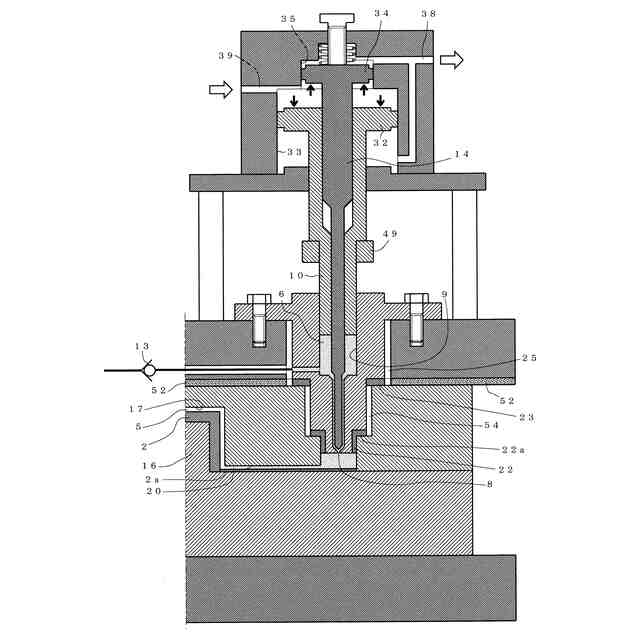
【解決手段】成形基材2が保持された一方の金型3に成形基材2を覆うように他方の金型4を押し当て、他方の金型4の内面と成形基材2の表面の間のコーティングギャップ5に所定量の塗料6を注入するインモールドコート注入装置1であって、塗料6の計量シリンダ9を押出シリンダとして利用することで計量シリンダ9と押出シリンダを繋ぐ配管を不要とし、計量シリンダ9に塗料6を導く際には注入口8を仕切弁14で閉じることで計量精度を高め、塗料6の循環路および循環ポンプを用いないことで装置のコンパクト化を図ると共に塗料6の材料歩留まりを高めた。
【選択図】図1
特許請求の範囲
【請求項1】
成形基材が保持された一方の金型に前記成形基材を覆うように他方の金型を押し当て、該他方の金型の内面と前記成形基材の表面の間のコーティングギャップに所定量の液状コーティング剤を注入するインモールドコート注入装置であって、
前記他方の金型に取り付けられる注入装置本体と、
該注入装置本体の先端に設けられ前記コーティングギャップに前記液状コーティング剤を注入するための注入口と、
該注入口に繋げて前記注入装置本体の内部に設けられた計量シリンダと、
該計量シリンダの内部を軸方向に移動自在なピストンと、
前記計量シリンダに繋げて前記注入装置本体の側部に設けられた供給口と、
該供給口に接続された前記液状コーティング剤の供給通路に設けられ、前記ピストンが前記計量シリンダの容積を縮小する吐出方向に移動するとき前記供給通路を閉じ、前記ピストンが前記計量シリンダの容積を拡大する吸入方向に移動するとき前記供給通路を開く供給弁と、
前記ピストンに軸方向にスライド自在に装着され、スライドによって前記注入口を開く開弁位置と前記注入口を閉じる閉弁位置に移動する仕切弁と、
該仕切弁を前記閉弁位置とすると共に前記ピストンを前記吸入方向に移動して前記液状コーティング剤を前記供給口から前記計量シリンダ内に導くことで前記計量シリンダ内に所定量の前記液状コーティング剤を充填させた後、前記仕切弁を前記開弁位置とすると共に前記ピストンを前記吐出方向に移動することで前記所定量の前記液状コーティング剤を前記注入口から吐出させるためのアクチュエータと、を備えたことを特徴とするインモールドコート注入装置。
続きを表示(約 800 文字)
【請求項2】
前記供給弁は、前記液状コーティング剤が前記供給通路から前記計量シリンダへ流れることを許容すると共に前記計量シリンダから前記供給通路へ流れることを防止する逆止弁である、ことを特徴とする請求項1に記載のインモールドコート注入装置。
【請求項3】
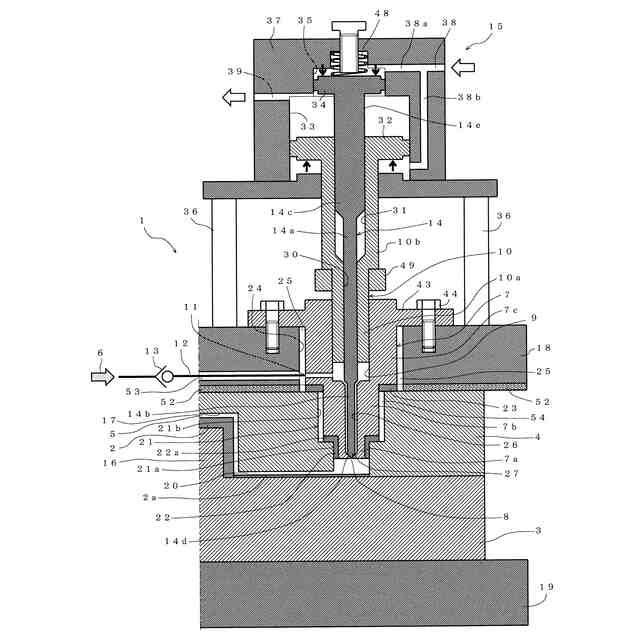
前記アクチュエータは、
前記ピストンを前記計量シリンダの軸方向に移動させるため前記ピストンの前記計量シリンダから突出した部分に形成されたピストン作動用フランジと、
該ピストン作動用フランジを前記計量シリンダの軸方向に沿って移動自在に収容するように形成されたピストン作動用シリンダと、
前記仕切弁を前記ピストンの軸方向に移動させるため前記仕切弁の前記ピストンから突出した部分に形成された仕切弁作動用フランジと、
該仕切弁作動用フランジを前記ピストンの軸方向に沿って移動自在に収容するように前記ピストン作動用シリンダに繋げて形成された仕切弁作動用シリンダと、
前記仕切弁作動用フランジの上面と前記ピストン作動用フランジの下面に流体圧を加えて前記仕切弁が前記注入口を閉じ前記ピストンが前記吸入方向に移動する計量モードと、前記仕切弁作動用フランジの下面と前記ピストン作動用フランジの上面に流体圧を加えて前記仕切弁が前記注入口を開き前記ピストンが前記吐出方向に移動する注入モードとに切り替え自在な流体圧切替手段とを有する、ことを特徴とする請求項1または2に記載のインモールドコート注入装置。
【請求項4】
前記液状コーティング剤が一液性硬化型熱硬化塗料であり、
前記注入装置本体の内部に、前記計量シリンダから前記注入口に吐出される前記液状コーティング剤の流路を囲むように冷却水通路が形成されている、ことを特徴とする請求項3に記載のインモールドコート注入装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形基材が保持された一方の金型に成形基材を覆うように他方の金型を押し当て、他方の金型の内面と成形基材の表面の間のコーティングギャップに所定量の液状コーティング剤を注入するインモールドコート注入装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年の環境問題への関心が高まる中、有機溶剤を使用せず且つCO2排出削減効果の高い塗装代替技術として、金型内コーティング方法(インモールドコーティング:IMC)が注目されている。IMCは、成形基材が保持された一方の金型に成形基材を覆うように他方の金型を押し当て、他方の金型の内面と成形基材の表面の間のコーティングギャップに液状コーティング剤(例えば熱硬化塗料)を注入し、加熱により成形基材の外面に被膜を形成する技術である。
【0003】
IMCの特徴としては、(1)一般的なスプレー塗装で用いられる有機溶剤を使用しないので環境及び人体に優しい、(2)塗装工程を行うための設備(スプレー吹付、オーブン熱処理)が不要、(3)塗料を有機溶剤で希釈しないので塗布前の材料(塗料)が成形基材の外面に塗膜として形成される割合(塗着効率)が非常に高く無駄が極めて少ない、等が挙げられる。IMCは、成形品表面の品質向上及び塗装工程の簡略化を目的として利用されており、特に外観及び品質に対する要求度の高い自動車業界において、外装部品等に広く利用されている。
【0004】
ところで、IMCにおいては、成形基材が保持された一方の金型に成形基材を覆うように他方の金型を押し当て、他方の金型の内面と成形基材の表面の間にコーティングギャップが形成された状態で、そのコーティングギャップに液状コーティング剤を注入するため、コーティングギャップの容積に見合った適切な量の液状コーティング剤を注入することが肝要となる。
【0005】
仮に、コーティングギャップに注入される液状コーティング剤がコーティングギャップの容積よりも少ないと、成形基材の表面の一部にコーティングされない領域(所謂ショート)が生じてしまう。逆に、コーティングギャップに注入される液状コーティング剤がコーティングギャップの容積よりも多いと、余分な液状コーティング剤が金型同士のパーティング面から漏れ出してしまう(所謂オーバーフロー)。
【0006】
そこで、従来より、所定量の液状コーティング剤(熱硬化塗料など、以下、単に塗料とも言う)をコーティングギャップに注入するインモールドコート注入装置が開発されている(特許文献1参照)。特許文献1の図6、図7には、塗料が循環ポンプによって循環されている循環路の途中に計量シリンダを介設し、計量シリンダより下流側の循環路に計量シリンダで計量された所定量の塗料をコーティングギャップに注入するための注入装置を設けたインモールドコート注入装置が記載されている。
【0007】
しかし、このように計量シリンダと注入装置とが分離しておりそれらを配管で繋ぐ構造であると、計量シリンダの内部の塗料を押し出して注入装置からコーティングギャップに注入する際、計量シリンダと注入装置とを繋ぐ配管において圧力損失が生じ、配管が僅かではあるが膨張するため、注入される塗料の定量精度が期待できない。特に、成形基材の表面に施される塗料の膜厚が0.1mm以下の場合など、コーティングギャップに注入する塗料の1回当たりの注入量が少量(例えば数CC)である場合、コーティングギャップの容積に見合った適切な量の塗料を注入することが困難となり、使用状況によっては、上述したショートやオーバーフローが発生する可能性も考えられる。
【0008】
これらの問題点を解消するため、特許文献1の図1、図2には、循環ポンプによって塗料が循環されている循環路の途中に計量シリンダの機能と注入装置の機能が一体となった計量兼注入部を設け、計量兼注入部によって所定量の塗料をコーティングギャップに注入するインモールドコート注入装置が記載されている。この構成によれば、計量兼注入部によって塗料の計量と注入を行っているため、上述したように計量シリンダと注入装置とを繋ぐ配管における圧力損失や配管の膨張が生じることはない。
【先行技術文献】
【特許文献】
【0009】
特許第3422843号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、特許文献1の図1、図2に記載されたインモールドコート注入装置は、塗料を循環路内において循環させることで、塗料が金型からの熱を受けることを抑えているため、循環路および循環ポンプが必要となり、システムが大型化・複雑化してしまう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
5か月前
個人
射出ミキシングノズル
7か月前
株式会社日本製鋼所
押出機
8か月前
株式会社FTS
ロッド
4か月前
日機装株式会社
加圧システム
1か月前
個人
樹脂可塑化方法及び装置
4か月前
株式会社カワタ
計量混合装置
9日前
株式会社シロハチ
真空チャンバ
7か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社FTS
成形装置
5か月前
株式会社漆原
シートの成形方法
6日前
東レ株式会社
樹脂フィルムの製造方法
9日前
株式会社不二越
射出成形機
3日前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社リコー
画像形成システム
5か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
4か月前
株式会社不二越
射出成形機
2か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社コスメック
射出成形装置
3日前
株式会社ニフコ
樹脂製品の製造方法
7か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
日東工業株式会社
インサート成形機
5か月前
トヨタ自動車株式会社
真空成形装置
1か月前
個人
ノズルおよび熱風溶接機
4か月前
株式会社コスメック
磁気クランプ装置
4か月前
株式会社カネカ
再生アクリル樹脂の製造方法
7か月前
東レ株式会社
ペレット製造時の制御システム
3か月前
株式会社コスメック
磁気クランプ装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































