TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024150172
公報種別
公開特許公報(A)
公開日
2024-10-23
出願番号
2023063448
出願日
2023-04-10
発明の名称
加湿成形用の紙基材、紙加工品及び紙容器
出願人
王子ホールディングス株式会社
代理人
弁理士法人秀和特許事務所
主分類
D21H
27/00 20060101AFI20241016BHJP(製紙;セルロースの製造)
要約
【課題】加湿成形による高いレベルでの成形性及び耐落下衝撃性を達成し、さらに高温高湿度環境で湿潤し振動を受けても表面の美麗性を維持できる加湿成形用の紙基材。
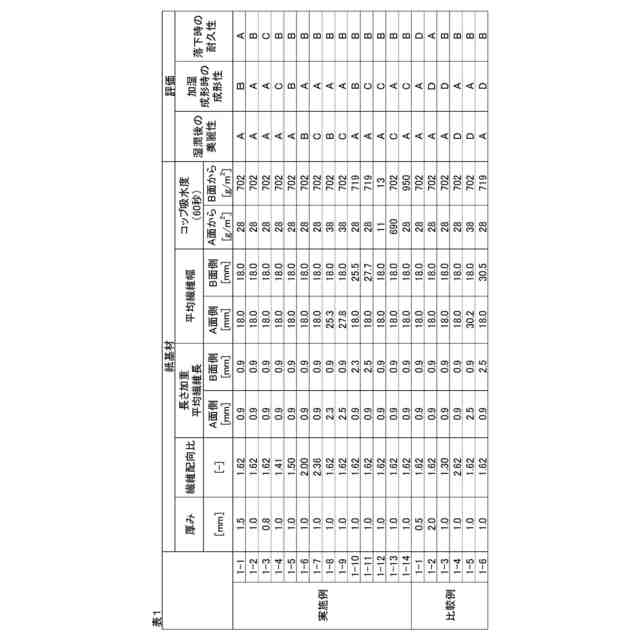
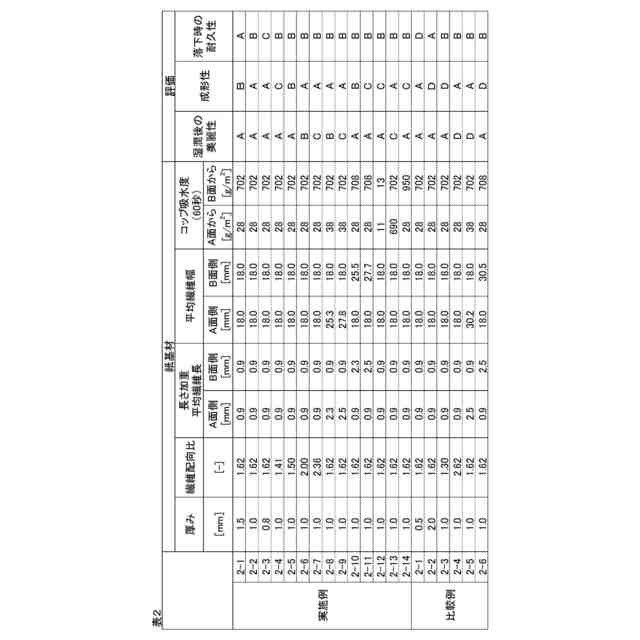
【解決手段】加湿成形用の紙基材であって、前記紙基材が、2層以上の紙層を有し、前記紙基材の厚みが、0.8~1.5mmであり、前記紙基材の繊維配向比が、1.40~2.50であり、前記紙基材の、一方の表面を構成する紙層に含まれるパルプの平均繊維幅と、他方の表面を構成する紙に含まれるパルプの平均繊維幅と、の両方が28.0μm以下である、ことを特徴とする加湿成形用の紙基材。
【選択図】なし
特許請求の範囲
【請求項1】
加湿成形用の紙基材であって、
前記紙基材が、2層以上の紙層を有し、
前記紙基材の厚みが、0.8~1.5mmであり、
前記紙基材の繊維配向比が、1.40~2.50であり、
前記紙基材の、一方の表面を構成する紙層に含まれるパルプの平均繊維幅と、他方の表面を構成する紙層に含まれるパルプの平均繊維幅と、の両方が28.0μm以下である、
ことを特徴とする加湿成形用の紙基材。
続きを表示(約 610 文字)
【請求項2】
前記紙基材の一方の表面をA面とし、他方の表面をB面としたときに、
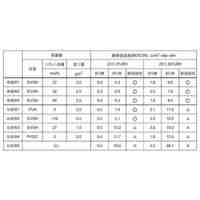
前記紙基材の前記A面から測定したコッブ吸水度が、前記B面から測定したコッブ吸水度以下であって、
前記A面から測定したコッブ吸水度が、10~700g/m
2
・60秒であり、
前記B面から測定したコッブ吸水度が、10~1000g/m
2
・60秒である、請求項1に記載の加湿成形用の紙基材。
【請求項3】
請求項1又は2に記載の加湿成形用の紙基材を用いてなる、紙加工品。
【請求項4】
請求項1又は2に記載の加湿成形用の紙基材を用いてなる、紙容器。
【請求項5】
前記紙容器が、ボトル型形状である、請求項4に記載の紙容器。
【請求項6】
前記紙基材の一方の表面をA面とし、他方の表面をB面としたときに、
前記紙基材の前記A面から測定したコッブ吸水度が、前記B面から測定したコッブ吸水度以下であって、
前記A面から測定したコッブ吸水度が、10~700g/m
2
・60秒であり、
前記B面から測定したコッブ吸水度が、10~1000g/m
2
・60秒であり、
前記A面が、前記紙容器の外表面の少なくとも一部を構成する、請求項5に記載の紙容器。
発明の詳細な説明
【技術分野】
【0001】
本開示は、加湿成形用の紙基材、並びに該紙基材を用いてなる紙加工品及び紙容器に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
近年、環境への懸念などから、世界的に脱プラスチックへの取り組みが加速している。従来、合成樹脂などプラスチック材料が、トレーやボトルなどの容器、並びに食器、文具及び医療器具などに広く用いられてきたが、プラスチック製品から紙製品への代替が進められている。
紙を使用した容器などには、成形するための折り曲げ易さ、すなわち成形性(柔軟性)が必要である一方、耐落下衝撃性など成形後の強度も求められる。しかしながら、両者は紙の性質としてトレードオフの関係にあり、例えば、基材の厚みを大きくすることで耐落下衝撃性は良化するが、成形性は劣るようになる。そのため、成形性及び耐落下衝撃性が両立できる良好な紙が求められる。
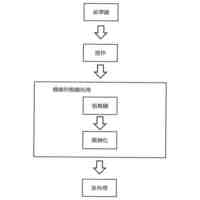
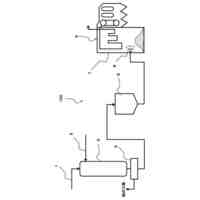
一方、厚みの大きな紙基材の成形方法として、例えば特許文献1では、紙製段ボールを曲げ加工する際の加圧前にライナを加湿する工程を含む成形方法が開示されており、加工における皺や破れの発生が防止されている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2004/022327号
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、本発明者らの検討によると、上記文献の技術ではトレーやボトルなどの容器といった、加湿成形によってより複雑な加工を行う場合の成形性及び耐落下衝撃性の両立という観点では十分ではない。さらに、トレーやボトルなどの容器は、成形後の輸送や保管の際に高温高湿度環境といった表面が湿潤しやすい環境に晒され、さらに輸送による振動を受ける場合もある。そのような過酷な環境に晒されても表面の美麗性を維持することが可能な紙基材は未だ得られていない。
本開示は、加湿成形による高いレベルでの成形性及び耐落下衝撃性を達成し、さらに高温高湿度環境で湿潤し振動を受けても表面の美麗性を維持できる加湿成形用の紙基材を提供する。
【課題を解決するための手段】
【0005】
本開示は、以下の<1>~<6>に関する
<1> 加湿成形用の紙基材であって、
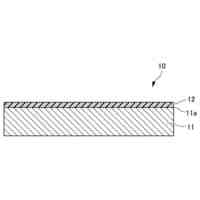
前記紙基材が、2層以上の紙層を有し、
前記紙基材の厚みが、0.8~1.5mmであり、
前記紙基材の繊維配向比が、1.40~2.50であり、
前記紙基材の、一方の表面を構成する紙層に含まれるパルプの平均繊維幅と、他方の表面を構成する紙層に含まれるパルプの平均繊維幅と、の両方が28.0μm以下である、
ことを特徴とする加湿成形用の紙基材。
<2> 前記紙基材の一方の表面をA面とし、他方の表面をB面としたときに、
前記紙基材の前記A面から測定したコッブ吸水度が、前記B面から測定したコッブ吸水度以下であって、
前記A面から測定したコッブ吸水度が、10~700g/m
2
・60秒であり、
前記B面から測定したコッブ吸水度が、10~1000g/m
2
・60秒である、<1>に記載の加湿成形用の紙基材。
<3> <1>又は<2>に記載の加湿成形用の紙基材を用いてなる、紙加工品。
<4> <1>又は<2>に記載の加湿成形用の紙基材を用いてなる、紙容器。
<5> 前記紙容器が、ボトル型形状である、<4>に記載の紙容器。
<6> 前記紙基材の一方の表面をA面とし、他方の表面をB面としたときに、
前記紙基材の前記A面から測定したコッブ吸水度が、前記B面から測定したコッブ吸水度以下であって、
前記A面から測定したコッブ吸水度が、10~700g/m
2
・60秒であり、
前記B面から測定したコッブ吸水度が、10~1000g/m
2
・60秒であり、
前記A面が、前記紙容器の外表面の少なくとも一部を構成する、<5>に記載の紙容器。
【発明の効果】
【0006】
本開示によれば、より高いレベルで成形性及び耐落下衝撃性を達成し、さらに高温高湿度環境で湿潤しても表面の美麗性を維持できる加湿成形用紙の基材を提供することができる。
【発明を実施するための形態】
【0007】
本明細書において、数値範囲を表す「X以上Y以下」や「X~Y」の記載は、特に断りのない限り、端点である下限及び上限を含む数値範囲を意味する。数値範囲が段階的に記載されている場合、各数値範囲の上限及び下限は任意に組み合わせることができる。
【0008】
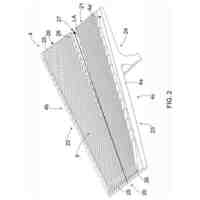
縦方向とは紙基材における抄紙方向(MD)であり、繊維が配向する方向と同じである。また、横方向とは抄紙方向に対して垂直方向(CD)である。
【0009】
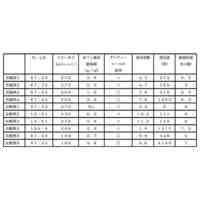
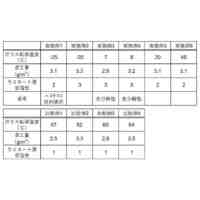
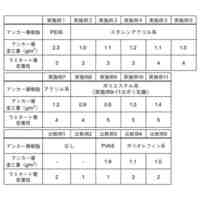
本発明者らは、紙基材を2層以上の紙層を含む紙基材とし、紙基材の厚み、繊維配向比、及び紙基材の両方の表面を構成するパルプの平均繊維幅を特定の範囲内に制御することで、加湿成形による高いレベルでの成形性(以下、単に「加湿成形時の成形性」ともいう。)及び耐落下衝撃性を達成でき、さらに高温高湿度環境で湿潤し振動を受けても表面の美麗性(以下、単に「湿潤後の美麗性」ともいう。)を維持できる加湿成形用の紙基材が得られることを見出した。
【0010】
紙基材の厚みを厚くすると、紙基材の強度が向上することにより耐落下衝撃性が向上するが、加湿成形時の成形性は低下する。繊維配向比を大きくすると、縦方向の剛度が大きくなって縦方向のシワが生じ、湿潤後の美麗性が低下するが、逆に繊維配向比を小さくすると、横方向の剛度が大きくなって、成形時に横方向に丸まりづらくなり、割れや変形が生じ、加湿成形時の成形性が低下する。紙基材の両方の表面を構成するパルプのうち、少なくとも一方の表面の平均繊維幅を大きくすると、加湿成形時に繊維が膨潤しやすくなるため、湿潤後の美麗性や加湿成形時の成形性が低下する。そのため、紙基材の厚み、繊維配向比、及び紙基材の両方の表面を構成するパルプの平均繊維幅を特定の範囲内に制御することで、加湿成形時の成形性、耐落下衝撃性及び湿潤後の美麗性に優れる加湿成形用の紙基材を得ることができると、本発明者らは考えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱製紙株式会社
印刷用紙
2か月前
三菱製紙株式会社
印刷用塗工紙
4か月前
日本製紙株式会社
上質紙
2か月前
個人
炭・竹パウダ-を使用した紙
2か月前
三菱製紙株式会社
不織布の製造方法
3か月前
日本製紙株式会社
塗工紙
16日前
特種東海製紙株式会社
耐油紙及びその製造方法
1か月前
日本製紙株式会社
ヒートシール紙
3か月前
日本製紙株式会社
ヒートシール紙
3か月前
日本製紙株式会社
紙製バリア材料
5か月前
株式会社アトリエMay
葦繊維の製造方法
4か月前
日本製紙株式会社
段ボール用ライナ
3か月前
大王製紙株式会社
板紙
2か月前
新橋製紙株式会社
古紙の蒸解方法
5か月前
栗田工業株式会社
紙の製造方法及び薬剤
3か月前
大王製紙株式会社
板紙
3か月前
日本製紙株式会社
塗工紙および紙製緩衝体
3か月前
セイコーエプソン株式会社
解繊装置
3か月前
日本製紙株式会社
顔料塗工紙
3か月前
王子ホールディングス株式会社
滅菌紙、および滅菌包装体
2か月前
セイコーエプソン株式会社
オイル吸収体
4か月前
丸住製紙株式会社
機能性材料
2日前
日本製紙株式会社
グラビア印刷用塗工紙
3か月前
花王株式会社
紙塗工用樹脂粒子水分散液
2か月前
丸富製紙株式会社
セルロースナノファイバーの製造方法
16日前
株式会社ユポ・コーポレーション
記録用紙
2か月前
リンテック株式会社
剥離紙原紙
1日前
大福製紙株式会社
粉末担持紙及び粉末担持紙の製造方法
5か月前
大王製紙株式会社
粘着テープ用原紙
1か月前
ミヨシ油脂株式会社
スケール防止方法
17日前
北越コーポレーション株式会社
包装原紙
2か月前
北越コーポレーション株式会社
包装用紙
3か月前
住友重機械工業株式会社
燃焼方法、及び、燃焼装置
1か月前
株式会社セキソー
繊維抽出方法、成形品の製造方法
4か月前
花王株式会社
水解性シート及びその製造方法
2か月前
バルメット テクノロジーズ オサケユキチュア
精練セグメント
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ