TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024111814
公報種別
公開特許公報(A)
公開日
2024-08-19
出願番号
2024010970
出願日
2024-01-29
発明の名称
精練セグメント
出願人
バルメット テクノロジーズ オサケユキチュア
代理人
個人
,
個人
主分類
D21D
1/30 20060101AFI20240809BHJP(製紙;セルロースの製造)
要約
【課題】 リグノセルロース含有繊維材料を精練するための精練器(1)のための精練セグメント(4)を提供する。
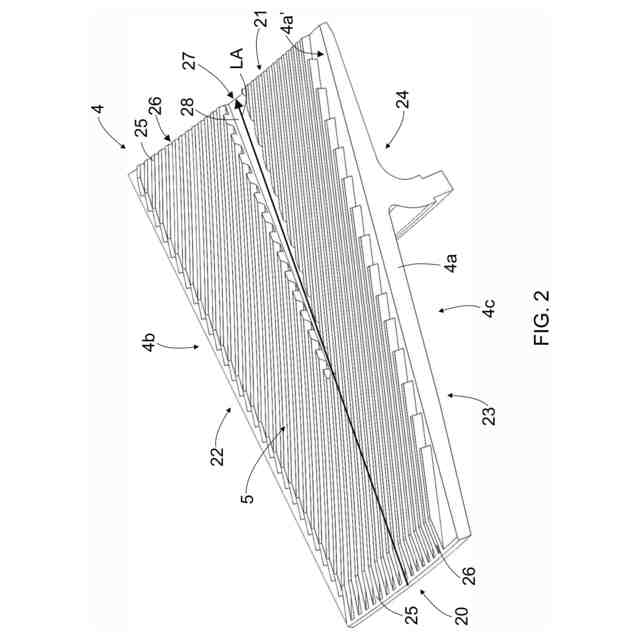
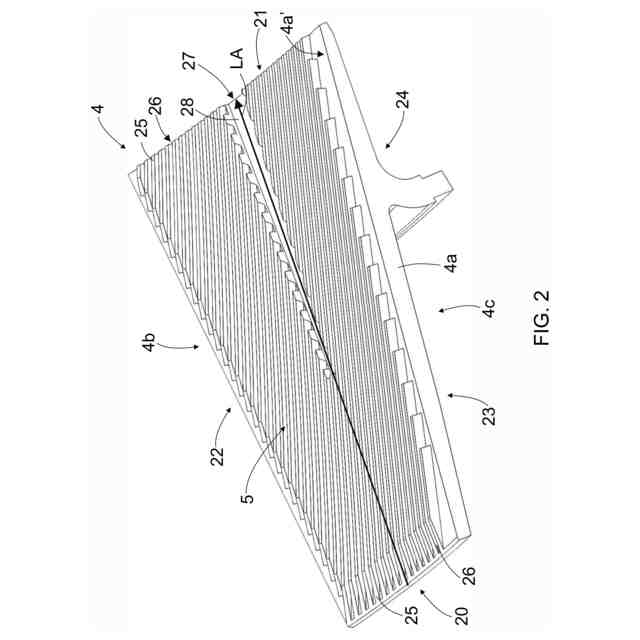
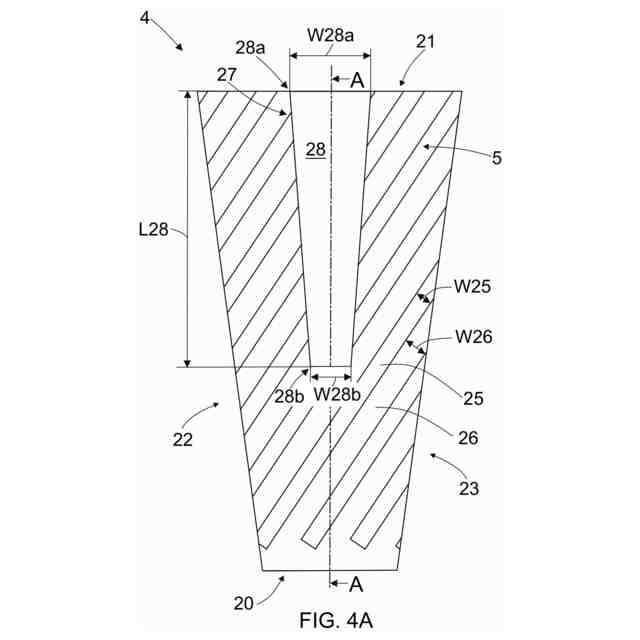
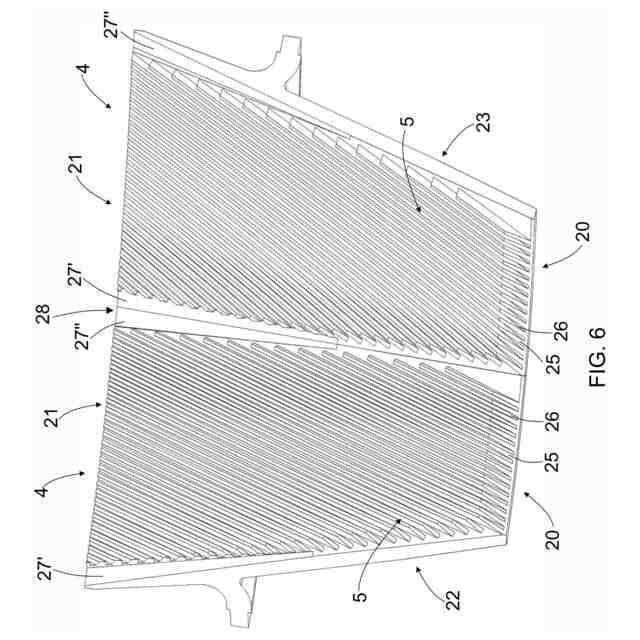
【解決手段】 精練セグメントは、内端縁(20)と、内端縁の反対側の外端縁(21)と、精練バー(25)及びそれら精練バーの間の精練溝(26)を含む精練表面(5)とを含む。精練表面は、精練セグメントの外端縁から内端縁に向けて少なくとも部分的に延びる少なくとも1つの凹部(27、27’、27’’)を含み、精練セグメントの外端縁から内端縁に向けて少なくとも部分的に延びる少なくとも1つの逆流案内溝(28)を少なくとも部分的に形成する。少なくとも1つの凹部の体積は、内端縁に向けて減少するように構成され、少なくとも1つの逆流案内溝の体積が内端縁に向けて減少するようにする。
【選択図】図2
特許請求の範囲
【請求項1】
リグノセルロース含有繊維材料を精練するための精練器(1)のための精練セグメント(4)であって、当該精練セグメントは、
内端縁(20)と、該内端縁(20)とは反対側の外端縁(21)と、
精練バー(25)及びそれら精練バーの間の精練溝(26)を含む精練表面(5)と、を含み、
当該精練セグメント(4)の前記精練表面(5)は、当該精練セグメント(4)の前記外端縁(21)から当該精練セグメント(4)の前記内端縁(20)に向けて少なくとも部分的に延びる少なくとも1つの凹部(27、27’、27’’)であって、当該精練セグメント(4)の前記外端縁(21)から当該精練セグメント(4)の内端縁(20)に向けて少なくとも部分的に延びる少なくとも1つの逆流案内溝(28)を少なくとも部分的に形成するための少なくとも1つの凹部(27、27’、27’’)を含み、
該少なくとも1つの凹部(27、27’、27’')の体積は、当該精練セグメント(4)の前記内端縁(20)に向けて減少するように構成され、当該精練セグメント(4)の前記内端縁(20)に向けて減少するように前記少なくとも1つの逆流案内溝(28)の体積を提供する、
精練セグメント。
続きを表示(約 1,500 文字)
【請求項2】
前記少なくとも1つの凹部(27、27’、27’')は、当該精練セグメント(4)の前記内端縁(20)まで延びることなく、当該精練セグメント(4)の前記外端縁(21)から当該精練セグメント(4)の前記内端縁(20)に向けて少なくとも部分的に延びるように構成されており、当該精練セグメント(4)の前記内端縁(20)まで延びることなく、当該精練セグメント(4)の外端縁(21)から当該精練セグメント(4)の内端縁(20)に向けて少なくとも部分的に延びる少なくとも1つの逆流案内溝(28)を形成する、請求項1に記載の精練セグメント。
【請求項3】
前記凹部(27、27’、27’')の幅が、前記精練セグメント(4)の前記内端縁(20)に向けて減少するように構成されており、当該精練セグメント(4)の前記内端縁(20)に向けて前記逆流案内溝(28)の前記体積を減少させる、請求項1又は2に記載の精練セグメント。
【請求項4】
前記逆流案内溝(28)は、前記精練セグメント(4)の前記外端縁(21)にある第1の端部(28a)と、当該精練セグメント(4)の前記内端縁(20)に向けて少なくとも部分的に面する第2の端部(28b)とを有しており、前記逆流案内溝(28)の前記第2の端部(28b)の幅(W28b)が、前記逆流案内溝(28)の前記第1の端部(28a)の幅(W28a)の約0~95%である、請求項3に記載の精練セグメント。
【請求項5】
前記逆流案内溝(28)の第1の端部(28a)の前記幅(W28a)は約5~20mmである、請求項3又は4に記載の精練セグメント。
【請求項6】
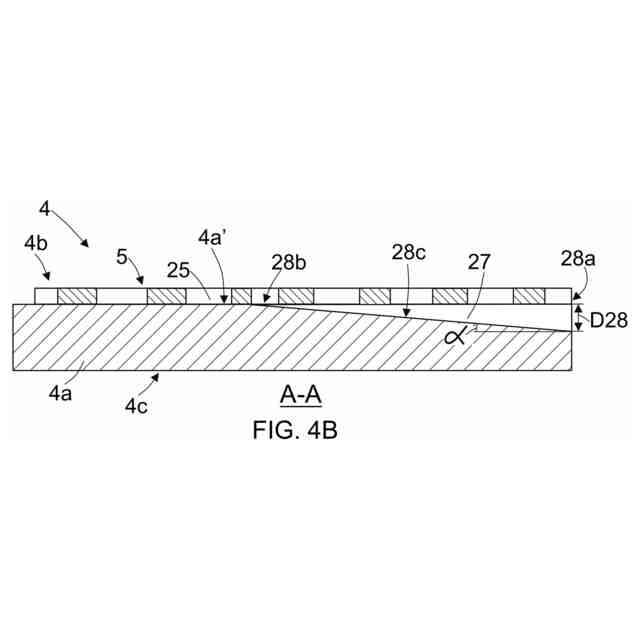
前記凹部(27、27’、27’’)の深さが、当該精練セグメントの前記内端縁(20)に向けて減少するように構成されており、前記逆流案内溝(28)の前記体積を当該精練セグメント(4)の前記内端縁(20)に向けて減少させる、請求項1乃至5のいずれか一項に記載の精練セグメント。
【請求項7】
前記逆流案内溝(28)は、前記精練セグメント(4)の前記外端縁(21)にある第1の端部(28a)と、当該精練セグメント(4)の前記内端縁(20)に向けて少なくとも部分的に面する第2の端部(28b)とを有しており、前記逆流案内溝(28)の底部(28c)が、前記逆流案内溝(28)の前記第1の端部(28a)から前記逆流案内溝(28b)の前記第2の端部(28b)に向けて約0.1~5度の角度(α)で立ち上がるように構成され、前記逆流案内溝(28)の前記体積を当該精練セグメント(4)の前記内端縁(20)に向けて減少させる、請求項6に記載の精練セグメント。
【請求項8】
前記逆流案内溝(28)の第1の端部(28a)における前記深さ(D28)は、前記精練溝(26)の底部から約3~10mm下にある、請求項6又は7に記載の精練セグメント。
【請求項9】
前記逆流案内溝(28)は、当該精練セグメント(4)の前記外端縁(21)と当該精練セグメント(4)の前記内端縁(20)との間で、当該精練セグメント(4)の前記外端縁(21)から当該精練セグメント(4)の長さの25%~75%の距離まで延びるように構成される、請求項1乃至8のいずれか一項に記載の精練セグメント。
【請求項10】
前記逆流案内溝(28)は、実質的に直線であり、当該精練セグメント(4)の前記外端縁(21)から当該精練セグメント(4)の前記内端縁(20)に向けて実質的に直線方向に延びるように構成される、請求項1乃至9のいずれか一項に記載の精練セグメント。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、繊維材料の精練(refining:リファイニング)に関し、特に、リグノセルロース含有繊維材料を精練するための精練器に関する精練セグメントに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
繊維材料を精練するために使用される精練器、例えば機械パルプの製造に使用される精練器、又は任意の低濃度精練に使用される精練器は、典型的には、互いに対向し、互いに相対的に回転する、つまり一方又は両方が回転する2つの精練要素を含む。精練要素は、精練バーとそれら精練バーの間の精練溝とが設けられた精練表面を含み、精練バーは、精練される材料、すなわちパルプを解繊及び精練することを目的としており、精練溝は、精練される材料を精練表面に沿って前方に搬送することを目的としている。精練要素の精練表面は、典型的に、それぞれの精練要素の本体に固定されたいくつかの精練セグメントから形成され、それにより精練セグメントは、精練バーとそれら精練バーの間の精練溝とが設けられた精練表面を含む。この場合に、精練要素の完全な精練表面は、こうして精練要素内で互いに隣り合って固定されたいくつかの精練セグメントの精練表面から形成される。そのような精練セグメントの例は、フィンランド国特許第126263号に示されており、ここで、精練セグメントは、精練バーとそれら精練バーの間の精練溝とが設けられた精練表面を含み、精練表面には、精練バーの内端縁(inner end edge)から精練セグメントの外端縁(outer end edge)に向けて延び、精練される材料及び既に精練した材料を精練セグメントの外縁に向けて搬送し、それにより精練の能力を増加させることを目的とする特定の供給溝が設けられる。あるいはまた、精練セグメントは、それぞれの精練要素の全周に亘って延びる単一の均一なピース(piece)であってもよく、それによりこの単一の均一なピースの精練表面内の精練バー及び精練溝が、精練要素の完全な精練表面を形成する。このタイプの精練セグメントは精練充填(refiner filling)とも呼ばれる。
【0003】
リグノセルロース系材料からパルプを製造する全てのプロセスは、望ましくない品質問題としてシーブ(shives:結束繊維)を生成する。シーブは、加工(cooking)又は機械的処理中に木材材料が繊維に不完全に分割されることによって生成される粒子、繊維束、又は木材の破片である。シーブは、生産されるパルプの品質を汚染するだけでなく、精練器等のいくつかの処理装置の動作を悪化させる。シーブは、精練表面を塞ぎ、それにより生産されるパルプの品質を低下させ、精練器の能力を低下させる傾向がある。従って、パルプ中のシーブの量又は割合を減らす必要がある。
【発明の概要】
【0004】
本発明の目的は、繊維材料を精練するための新規な精練セグメントを提供することである。
【0005】
本発明は、独立請求項の特徴によって特徴付けられる。
【0006】
本発明は、予想される精練効果を達成するために、繊維材料を集め、その中のシーブを精練セグメントの精練表面上を逆流させ、逆流する繊維材料及びその中のシーブを制御した方法で案内して精練器内の精練ギャップに戻すことにより、精練される繊維材料に施される精練効果を向上させるという着想に基づいている。
【0007】
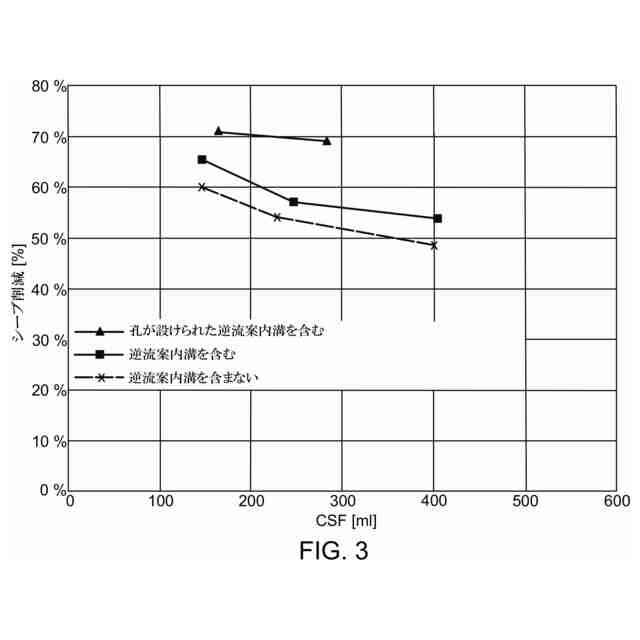
本発明の利点は、パルプ特性、実際には強度等の他のパルプ品質パラメータを損なうことなく、繊維製造の副産物として知られ、繊維加工中に除去されるはずであるシーブの量を減少させることであり、パルプ中のシーブの量が減ると、形成及び滑らかさが向上する。
【0008】
本発明のいくつかの実施形態は、従属請求項に開示される。
【図面の簡単な説明】
【0009】
以下に、添付の図面を参照して、好ましい実施形態によって本発明をより詳細に説明する。
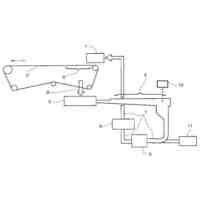
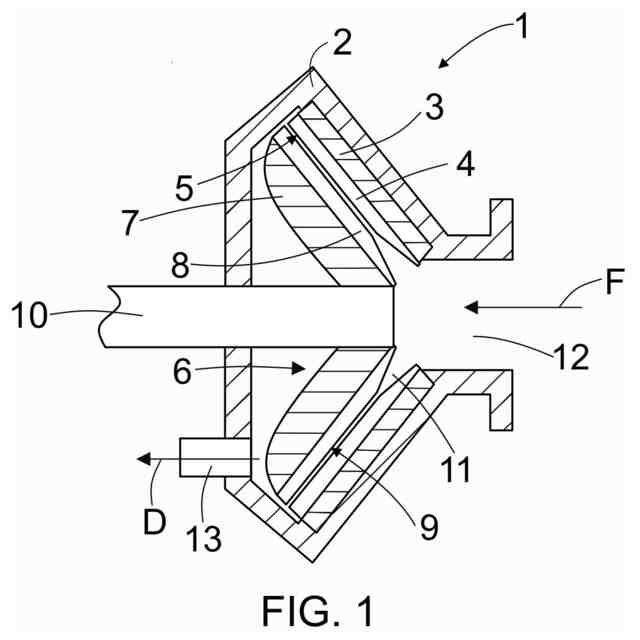
円錐形の精練要素を含む円錐形の精練器を概略的に示す部分断面側面図である。
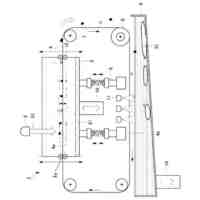
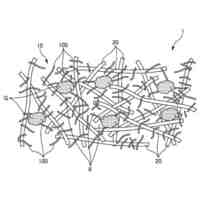
斜め上から見たステータ精練セグメントを概略的に示す図である。
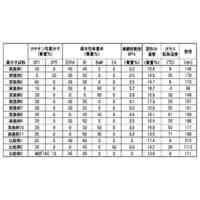
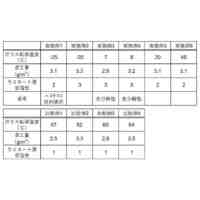
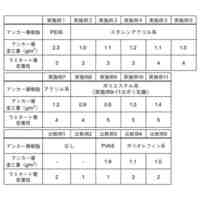
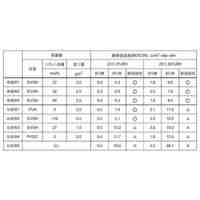
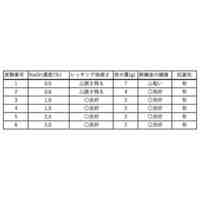
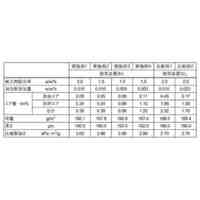
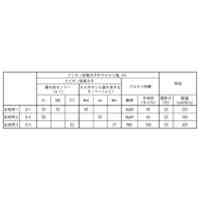
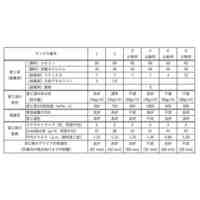
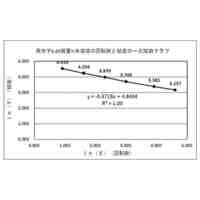
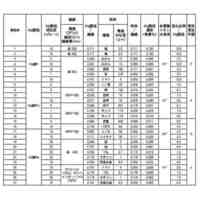
実際の精練実験の試験結果の一例を概略的に示す図である。
第2のステータ精練セグメントを上から見た概略図である。
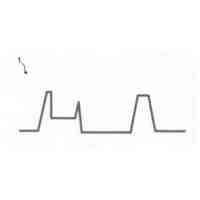
図4Aの精練セグメントの断面を概略的に示す側面図である。
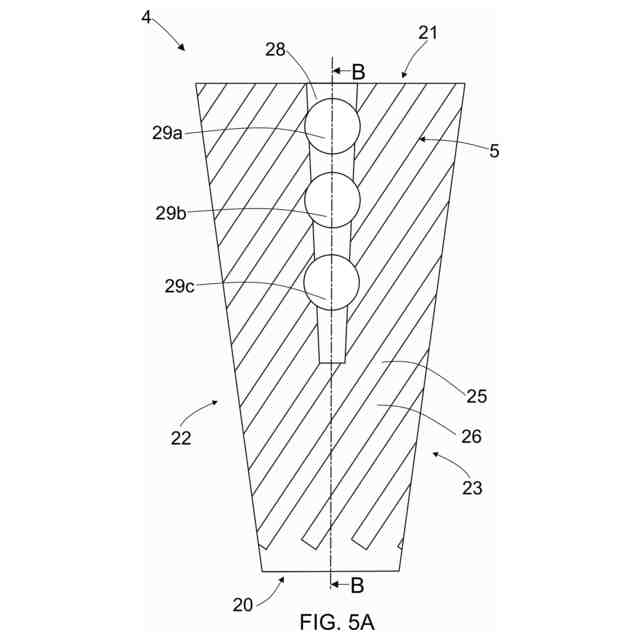
第3のステータ精練セグメントを上から見た概略図である。
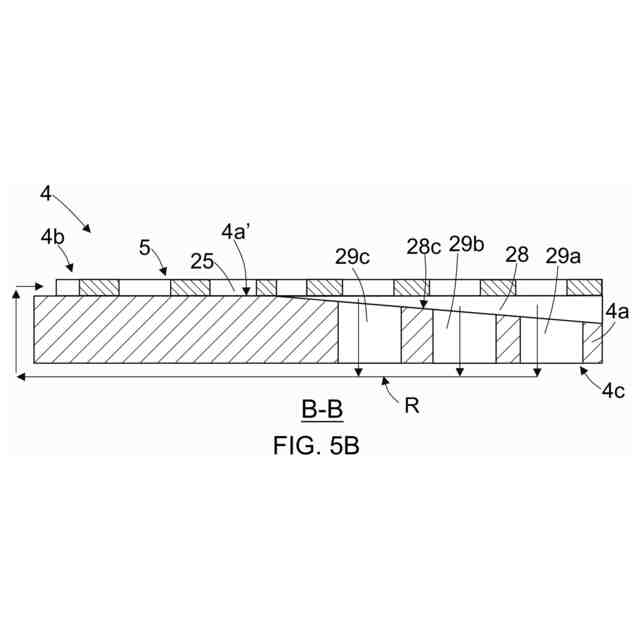
図5Aの精練セグメントの断面を概略的に示す側面図である。
互いに隣り合って配置された一組の第4のステータ精練セグメントを斜め上から見た概略図である。
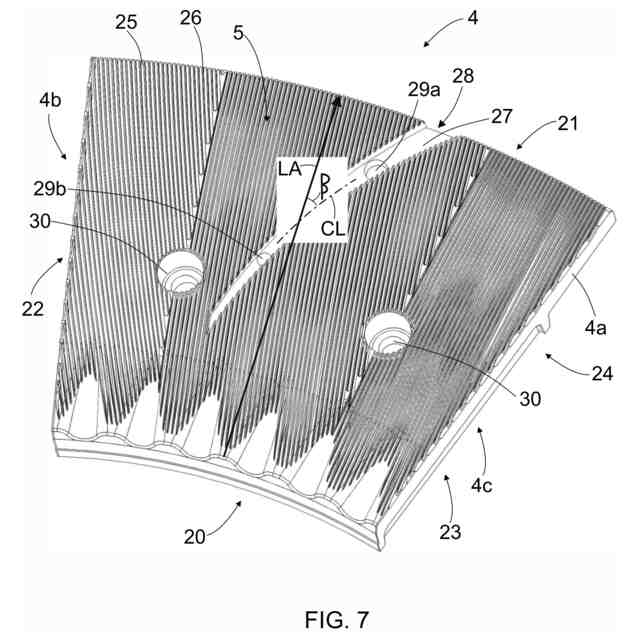
斜め上から見た第5のステータ精練セグメントを概略的に示す図である。 明確にするために、図は本発明のいくつかの実施形態を簡略化して示している。同様の参照番号は、図中の同様の要素を特定する。
【発明を実施するための形態】
【0010】
図1は、精練器1の断面の概略側面図である。精練器1は、例えば、リグノセルロースを含む木質又は植物由来の繊維材料を精練するために使用することができる。精練器1で精練される繊維材料は、パルプ懸濁液の形態、すなわち、水と繊維材料と、場合によってはいくつかの添加剤との混合物である。精練において、精練器1に供給されるパルプ懸濁液の濃度(consistency)は、実際のニーズに応じて変化し得る。精練器1に供給されるパルプ懸濁液の濃度は、例えば、原料及び意図する最終製品に基づいて変化し得る。低濃度の精練用途では、精練器1に供給されるパルプ懸濁液の濃度は、典型的には6%未満であり、典型的には2.5%~5.5%の間である。高濃度の精練用途では、精練器1に供給されるパルプ懸濁液の濃度は、典型的には25%を超え、典型的には35%~50%の間である。本明細書に開示する精練セグメントは、低濃度精練器と高濃度精練器との両方で使用することができる。さらに、図1に示される精練器1は円錐形の精練器であるが、ディスク(disc)型の精練器、円錐ディスク型の精練器、及び円筒形の精練器も同様に使用することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱製紙株式会社
壁紙裏打ち紙
6か月前
三菱製紙株式会社
印刷用塗工紙
6か月前
ハイモ株式会社
製紙用サイズ剤
4か月前
三菱製紙株式会社
印刷用塗工紙
1か月前
日本製紙株式会社
板紙
6か月前
日本製紙株式会社
板紙
4か月前
相川鉄工株式会社
パルパー装置
4か月前
日本製紙株式会社
ヒートシール紙
7日前
日本製紙株式会社
ヒートシール紙
7日前
日本製紙株式会社
紙製バリア材料
1か月前
日本製紙株式会社
段ボール用ライナ
今日
独立行政法人 国立印刷局
精選装置及び精選方法
2か月前
レンゴー株式会社
消泡剤の添加方法
5か月前
株式会社アトリエMay
葦繊維の製造方法
18日前
日本製紙株式会社
耐水紙
5か月前
ハイモ株式会社
油中水滴型エマルジョン紙力増強剤
4か月前
日本製紙株式会社
紙の製造方法、及び紙
4か月前
栗田工業株式会社
紙の製造方法及び薬剤
14日前
新橋製紙株式会社
古紙の蒸解方法
1か月前
大王製紙株式会社
板紙
5か月前
日本製紙株式会社
顔料塗工紙
14日前
大王製紙株式会社
板紙
7日前
日本製紙株式会社
板紙
2か月前
セイコーエプソン株式会社
オイル吸収体
22日前
TOPPANホールディングス株式会社
パルプモールド成型品
4か月前
リンテック株式会社
剥離紙
5か月前
大王製紙株式会社
建具シート
5か月前
リンテック株式会社
剥離紙
5か月前
日本製紙株式会社
塗工紙
2か月前
マクセル株式会社
耐水化セルロース布紙の製造方法
2か月前
ミヨシ油脂株式会社
紙密度調整剤
2か月前
花王株式会社
紙塗工用ワックス分散液
2か月前
星光PMC株式会社
紙用撥水剤の製造方法及び紙の製造方法
4か月前
日本製紙株式会社
グラビア印刷用塗工紙
14日前
ハイモ株式会社
歩留向上剤及びそれを用いた製紙原料の歩留向上方法
4か月前
大福製紙株式会社
粉末担持紙及び粉末担持紙の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ