TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024148508
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061692
出願日
2023-04-05
発明の名称
エアレスタイヤの製造方法
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29D
30/02 20060101AFI20241010BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 スポーク複合体のハブとスポーク部との間の接着強度をさらに高めうるエアレスタイヤの製造方法を提供する。
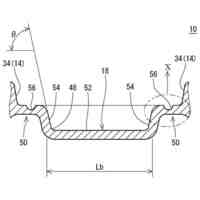
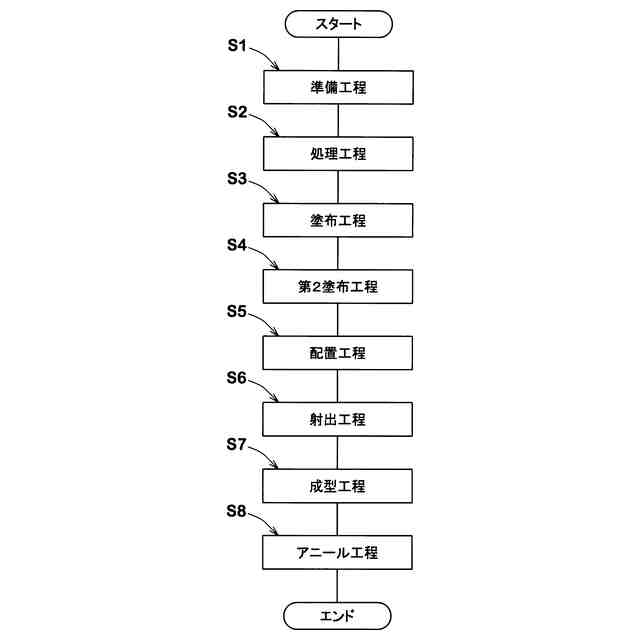
【解決手段】 エアレスタイヤ1の製造方法である。ハブ3の外周面3aに接着剤33を塗布する塗布工程S3と、接着剤33が塗布されたハブ3を金型10のキャビティ20に配置する工程S5と、金型10のキャビティ20に、熱可塑性樹脂8を射出する工程S6と、キャビティ20内でスポーク部4を硬化させることにより、ハブ3にスポーク部4が連結されたスポーク複合体7を成型する工程S7と、スポーク複合体7の接着剤33の接着強度を高めるためのアニール工程S8とを含んでいる。
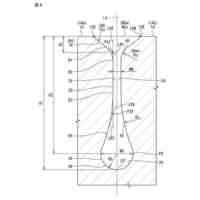
【選択図】図4
特許請求の範囲
【請求項1】
金属製のハブと、前記ハブの外周面に連結されたスポーク部とを含むエアレスタイヤの製造方法であって、
前記ハブの前記外周面に接着剤を塗布する塗布工程と、
前記接着剤が塗布された前記ハブを金型のキャビティに配置する工程と、
前記金型の前記キャビティに、熱可塑性樹脂を射出する工程と、
前記キャビティ内で前記熱可塑性樹脂を硬化させることにより、前記ハブに前記スポーク部が連結されたスポーク複合体を成型する工程と、
前記スポーク複合体の前記接着剤の接着強度を高めるためのアニール工程とを含む、
エアレスタイヤの製造方法。
続きを表示(約 860 文字)
【請求項2】
前記アニール工程は、前記スポーク複合体を前記金型から取りだした後に行われる、請求項1に記載のエアレスタイヤの製造方法。
【請求項3】
前記アニール工程では、前記スポーク複合体は、50~100℃の雰囲気下に10~90分置かれる、請求項2に記載のエアレスタイヤの製造方法。
【請求項4】
前記塗布工程では、前記接着剤を30~100μmの厚さで塗布する、請求項1ないし3のいずれか1項に記載のエアレスタイヤの製造方法。
【請求項5】
前記塗布工程よりも前に、前記ハブの前記外周面をブラスト処理する工程を含む、請求項1ないし3のいずれか1項に記載のエアレスタイヤの製造方法。
【請求項6】
前記接着剤は、加硫接着剤である、請求項1ないし3のいずれか1項に記載のエアレスタイヤの製造方法。
【請求項7】
前記熱可塑性樹脂は、ポリエステル樹脂、ポリアミド樹脂又はポリウレタン樹脂を含む、請求項1ないし3のいずれか1項に記載のエアレスタイヤの製造方法。
【請求項8】
前記熱可塑性樹脂の硬化後の複素弾性率は、80~300MPaである、請求項7に記載のエアレスタイヤの製造方法。
【請求項9】
前記エアレスタイヤは、前記スポーク部のタイヤ半径方向の外側に連結されるトレッドリングを含み、
前記方法は、さらに、前記トレッドリングの内周面に第2接着剤を塗布する第2塗布工程を含み、
前記配置する工程では、さらに、前記第2接着剤が塗布された前記トレッドリングが前記キャビティに配置され、
前記成型する工程では、前記スポーク複合体に前記トレッドリングが連結される、請求項1ないし3のいずれか1項に記載のエアレスタイヤの製造方法。
【請求項10】
前記第2塗布工程よりも前に、前記トレッドリングの前記内周面をブラスト処理する工程を含む、請求項9に記載のエアレスタイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、エアレスタイヤの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
下記特許文献1には、エアレスタイヤの製造方法が記載されている。この製造方法では、ハブとトレッドリングとが配置された一体成型金型に、熱可塑性樹脂が射出される。これにより、前記ハブと前記トレッドリングとを連結するスポーク部が成形されて、前記エアレスタイヤが一体成型されている。そして、この製造方法は、前記ハブの外周面に前記熱可塑性樹脂との接着性を高めるための接着剤を塗布する工程を含んでいる。
【先行技術文献】
【特許文献】
【0003】
特開2022-34665号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般に、射出成型した樹脂と金属等の基材とを接着剤で接着する場合、前記樹脂は冷却により硬化されるので、前記接着剤が反応する熱量が不足して、接着強度が小さくなる傾向があった。
【0005】
本発明は、以上のような実状に鑑み案出されたもので、スポーク複合体のハブとスポーク部との間の接着強度をさらに高めることができるエアレスタイヤの製造方法を提供することを主たる目的としている。
【課題を解決するための手段】
【0006】
本発明は、金属製のハブと、前記ハブの外周面に連結されたスポーク部とを含むエアレスタイヤの製造方法であって、前記ハブの前記外周面に接着剤を塗布する塗布工程と、前記接着剤が塗布された前記ハブを金型のキャビティに配置する工程と、前記金型の前記キャビティに、熱可塑性樹脂を射出する工程と、前記キャビティ内で前記熱可塑性樹脂を硬化させることにより、前記ハブに前記スポーク部が連結されたスポーク複合体を成型する工程と、前記スポーク複合体の前記接着剤の接着強度を高めるためのアニール工程とを含む、エアレスタイヤの製造方法である。
【発明の効果】
【0007】
本発明のエアレスタイヤの製造方法は、上記の構成を採用することで、スポーク複合体のハブとスポーク部との間の接着強度をさらに高めることができる。
【図面の簡単な説明】
【0008】
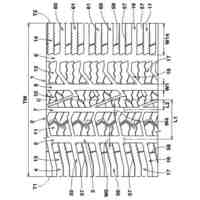
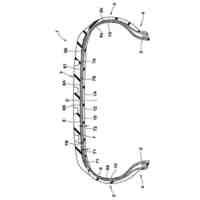
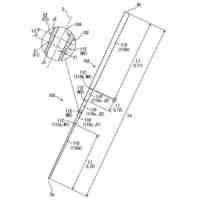
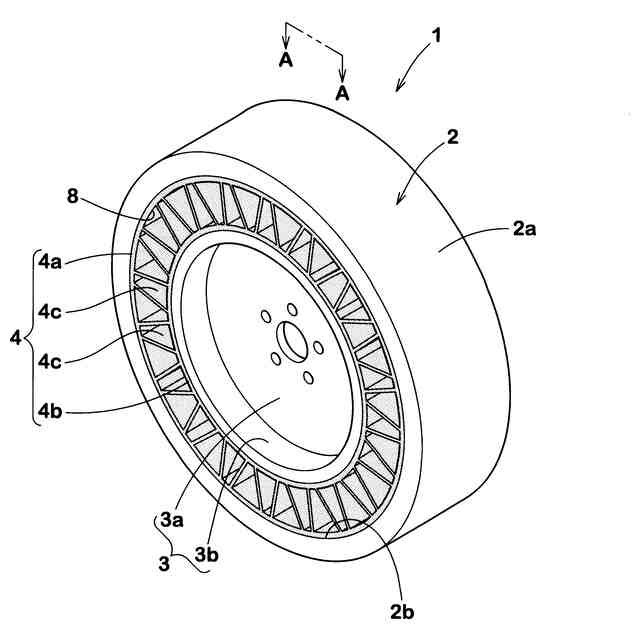
本実施形態の製造方法で製造されたエアレスタイヤの斜視図である。
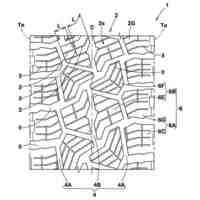
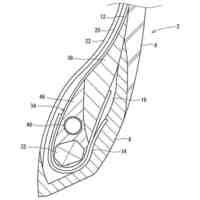
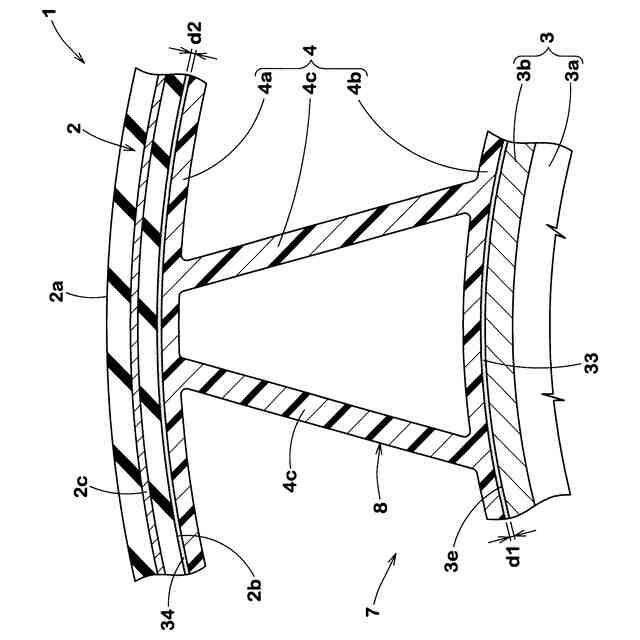
図1のA-A線断面の拡大図である。
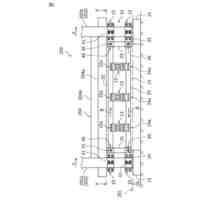
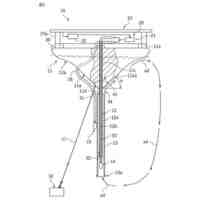
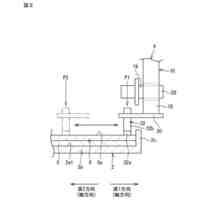
金型の断面図である。
本実施形態の製造方法のフロー図である。
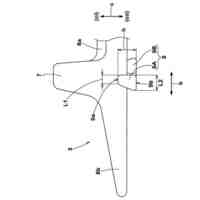
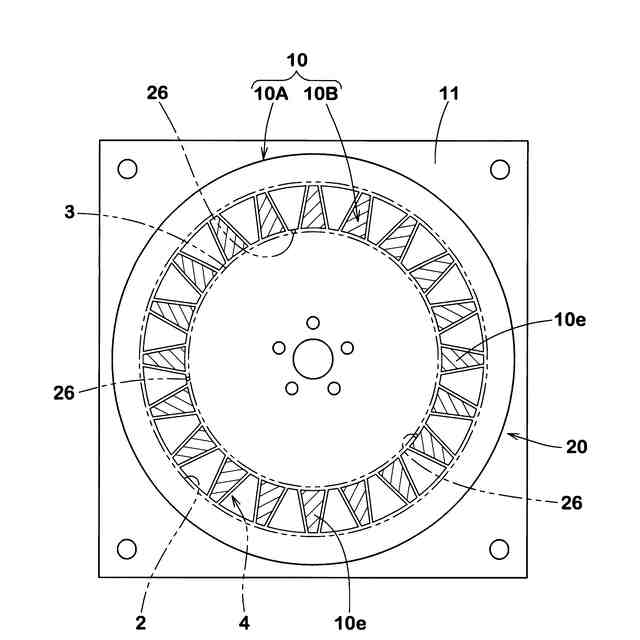
配置工程での金型の平面図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の一形態が図面に基づき説明される。図面は、本発明の理解を助けるために、誇張表現や、実際の構造の寸法比とは異なる表現が含まれている。また、複数の実施形態がある場合、明細書を通して、同一又は共通する要素については同一の符号が付されており、重複する説明が省略される。
【0010】
[エアレスタイヤの基本構造]
図1は、本実施形態の製造方法により製造されたエアレスタイヤ(以下、単に「タイヤ」という場合がある)1の一実施形態の斜視図である。図2は、図1のタイヤ1のA-A線断面の拡大図である。図1及び図2に示されるように、タイヤ1は、路面と接触する接地面2aを備えたトレッドリング2と、そのタイヤ半径方向の内側に配されるハブ3と、トレッドリング2とハブ3とを連結するスポーク部4とを備えている。ハブ3は、後述する接着剤33でスポーク部4と接着されている。また、トレッドリング2は、本実施形態では、後述する第2接着剤34でスポーク部4と接着されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
29日前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1日前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
制震装置
21日前
住友ゴム工業株式会社
弾性クローラ
8日前
住友ゴム工業株式会社
水質浄化装置
9日前
住友ゴム工業株式会社
重荷重用タイヤ
1か月前
住友ゴム工業株式会社
二輪車用タイヤ
1か月前
住友ゴム工業株式会社
二輪車用タイヤ
1か月前
住友ゴム工業株式会社
空気入りタイヤ
1か月前
住友ゴム工業株式会社
空気入りタイヤ
8日前
住友ゴム工業株式会社
重荷重用タイヤ
15日前
住友ゴム工業株式会社
生タイヤ供給装置
1か月前
住友ゴム工業株式会社
タイヤの製造方法
1か月前
住友ゴム工業株式会社
ゴルフクラブシャフト
1か月前
住友ゴム工業株式会社
ゴム組成物及びタイヤ
1か月前
住友ゴム工業株式会社
加硫方法及び加硫装置
9日前
住友ゴム工業株式会社
ポリマー被覆ガラス基材
1か月前
住友ゴム工業株式会社
タイヤの空気圧監視装置
1か月前
住友ゴム工業株式会社
ゴルフクラブ用グリップ
21日前
住友ゴム工業株式会社
エアレスタイヤの製造方法
1か月前
住友ゴム工業株式会社
産業車両用ソリッドタイヤ
1か月前
住友ゴム工業株式会社
タイヤ評価用雪面の形成方法
21日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
21日前
住友ゴム工業株式会社
情報処理システム、情報処理方法
2日前
住友ゴム工業株式会社
高帯電防止塗り床材および塗り床
1か月前
住友ゴム工業株式会社
タイヤ用加硫機およびセグメント
21日前
住友ゴム工業株式会社
弾性クローラ用芯材及び弾性クローラ
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ