TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024150353
公報種別
公開特許公報(A)
公開日
2024-10-23
出願番号
2023063735
出願日
2023-04-10
発明の名称
タイヤの製造方法
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29D
30/44 20060101AFI20241016BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】カーカスプライにおけるコードとコードとの間隔の不均一性を低減すること。
【解決手段】ここで開示されるタイヤの製造方法では、帯状のプライ片1を複数用意する工程と、複数のプライ片1のうち2つのプライ片1の端部を重ね合わせる工程と、重ね合わせる工程において重ね合わせられた部分を圧着させる工程と、を包含する。用意する工程では、第1方向に沿って延びた複数のコード11が、第2方向に沿って予め定められた間隔で並べられ、かつ、ゴム12で被覆されるとともに、重ね合わせる工程で重ね合わされる端部において、コード11とコード11との間隔が広げられた状態の、複数のプライ片1が用意される。重ね合わせる工程では、2つのプライ片1のうち一方のプライ片1におけるコード11と、他方のプライ片1におけるコード11とが重ならないように、2つのプライ片1の端部が重ね合わせられる。
【選択図】図1
特許請求の範囲
【請求項1】
帯状のプライ片を複数用意する工程と、
前記複数のプライ片のうち2つのプライ片の端部を重ね合わせる工程と、
前記重ね合わせる工程において重ね合わせられた部分を圧着させる工程と、
を包含し、
前記用意する工程では、
予め定められた第1方向に沿って延びた複数のコードが、第2方向に沿って予め定められた間隔で並べられ、かつ、ゴムで被覆されるとともに、
前記重ね合わせる工程で重ね合わされる端部において、前記コードと前記コードとの間隔が広げられた状態の、複数のプライ片が用意され、
前記重ね合わせる工程では、
前記2つのプライ片のうち一方のプライ片における前記コードと、他方のプライ片における前記コードとが重ならないように、前記複数のコードが延びた前記第1方向を揃えて前記2つのプライ片の端部が重ね合わせられる、タイヤの製造方法。
続きを表示(約 880 文字)
【請求項2】
前記用意する工程において、前記複数のプライ片の端部に含まれる前記コードと前記コードとの間隔が、前記複数のプライ片の中央領域に含まれる前記コードと前記コードとの間隔よりも大きくなるように、複数の前記コードを並べて、並べられた複数の前記コードをゴムでトッピングすることによって、前記複数のプライ片を用意する、請求項1に記載された製造方法。
【請求項3】
前記用意する工程は、プライ片の端部を前記第2方向に沿って引き延ばす工程を含む、請求項1に記載された製造方法。
【請求項4】
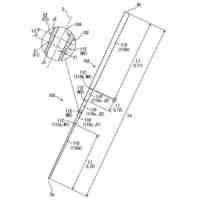
前記引き延ばす工程において、複数の爪部を有する第1部材と、複数の爪部を有する第2部材とを備える引き延ばし装置を用い、
前記第1部材と前記第2部材との間にプライ片の端部を挟み込むとともに、前記第1部材の爪部と前記第2部材の爪部とで当該プライ片の端部における前記コードを挟持し、
前記第1部材と前記第2部材との間に挟み込まれた前記プライ片の端部を、前記第2方向に沿って引き延ばす、請求項3に記載された製造方法。
【請求項5】
前記引き延ばす工程において、前記プライ片の端部における前記コードと前記コードとの間隔を等間隔に引き延ばす、請求項4に記載された製造方法。
【請求項6】
前記引き延ばす工程において、前記プライ片の端部におけるゴムを柔らかくする、請求項3に記載された製造方法。
【請求項7】
前記重ね合わせる工程において、前記一方のプライ片における前記コードと、前記他方のプライ片における前記コードとが交互に配置される、請求項1に記載された製造方法。
【請求項8】
さらに、前記圧着させる工程後に得られた、複数のプライ片の端部どうしが連結された連結物を成型ドラム上に配置し、前記連結物の前記第2方向における一方の端部と他方の端部とを重ね合わせて圧着させることによって円筒状に成型する工程を包含する、請求項1~7の何れか1項に記載された製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、タイヤの製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
特開2019-119283号公報には、所定の間隔で配列されたテキスタイルコードと、テキスタイルコードに対して略直角方向に配列された横糸とが織り合わされたテキスタイル部材の両面に、ゴムが被覆されたカーカスプライが巻回された空気入りタイヤが開示されている。かかるタイヤは、巻回されてオーバーラップすることによりジョイントされたカーカスプライの始端部および終端部の少なくとも一方の端部において、配列されたテキスタイルコードの間に位置する前記横糸が切断されていることを特徴としている。同公報によれば、生産性に優れたオーバーラップジョイントを使用しながら、デントレベルを従来よりも改善させると共に、オープンジョイントの発生を低減させ、さらに、外観等の品質が優れた空気入りタイヤを提供することができると記載されている。
【0003】
特開2019-116236号公報には、引き揃えられた複数のカーカスコードがゴム被覆された帯状プライが、カーカスコードがタイヤ周方向に直交する方向に延びるようにトロイダル状に巻回されたカーカスプライを備える空気入りタイヤが開示されている。かかるタイヤにおいて、カーカスプライは、タイヤ周方向の両端部に位置しており、タイヤ周方向に所定長さにわたって互いに厚み方向に重ね合わされて接合されたジョイント部を構成する、一対のカーカスプライ周方向端部と、一対のカーカスプライ周方向端部の間に位置するカーカスプライ本体部とを備えると記載されている。また、一対のカーカスプライ周方向端部の少なくとも一方のカーカスプライの厚み方向の剛性は、カーカスプライ本体部の剛性に比して小さいと記載されている。そして、同公報によれば、加硫成型後の空気入りタイヤにおいてジョイント部に起因した凹みの発生を抑制でき、空気入りタイヤのユニフォミティの低下を抑制できると記載されている。
【0004】
特開2006-21514号公報には、トッピング工程と、裁断工程と、接合部形成工程と、接合工程とを有するタイヤ補強材の製造方法が開示されている。トッピング工程は、相互に平行に引き揃えた経糸と、経糸に実質的に直角方向に配置された緯糸で構成されたすだれ織物であって、緯糸はすだれ織物の両端部の経糸で折り返されるすだれ織物をゴム引きしてプライを形成する工程である。裁断工程は、プライを所定長さに裁断する工程である。接合部形成工程は、プライの両端部の経糸を1~5本引き抜き、接合部を形成する工程である。接合工程は、1のプライの接合部を他のプライの接合部を相互に接合し一体化する工程である。同公報には、かかる構成の製造方法によって、タイヤに成形加硫後に内圧を充填した場合、サイドウォール部分における凹部発生をより低減し、均一性を向上することができる、と記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2019-119283号公報
特開2019-116236号公報
特開2006-21514号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、カーカスプライにおけるコードとコードとの間隔の不均一性を低減したい。
【課題を解決するための手段】
【0007】
ここで開示されるタイヤの製造方法は、帯状のプライ片を複数用意する工程と、複数のプライ片のうち2つのプライ片の端部を重ね合わせる工程と、重ね合わせる工程において重ね合わせられた部分を圧着させる工程と、を包含する。ここで、用意する工程では、第1方向に沿って延びた複数のコードが、第2方向に沿って予め定められた間隔で並べられ、かつ、ゴムで被覆されるとともに、重ね合わせる工程で重ね合わされる端部において、コードとコードとの間隔が広げられた状態の、複数のプライ片が用意される。重ね合わせる工程では、2つのプライ片のうち一方のプライ片におけるコードと、他方のプライ片におけるコードとが重ならないように、複数のコードが延びた第1方向を揃えて2つのプライ片の端部が重ね合わせられる。かかる構成の製造方法によると、カーカスプライにおけるコードとコードとの間隔の不均一性を低減することができる。
【図面の簡単な説明】
【0008】
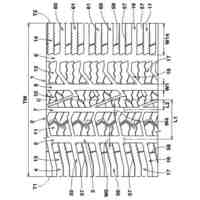
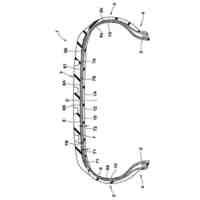
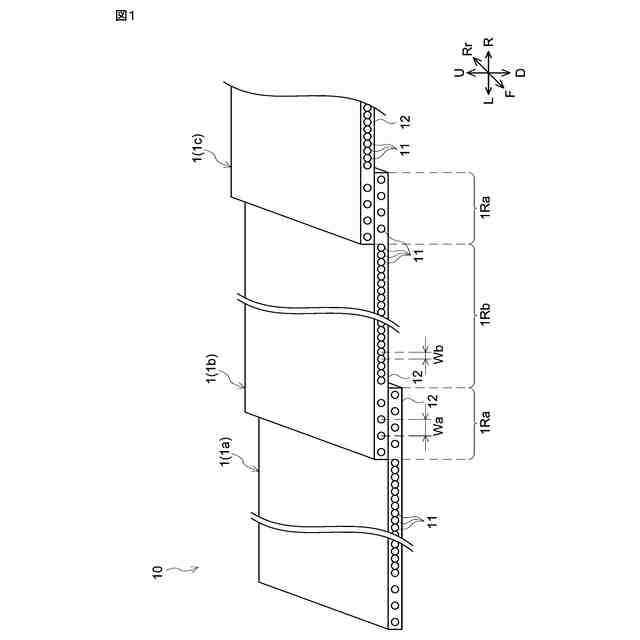
図1は、最終連結物10の斜視図である。
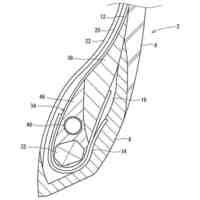
図2は、プライ片2の部分断面図である。
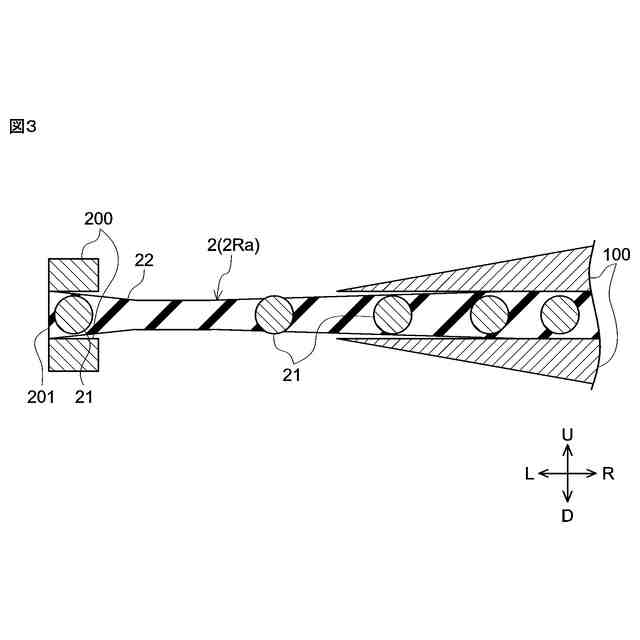
図3は、プライ片2の部分断面図である。
図4は、プライ片2の部分断面図である。
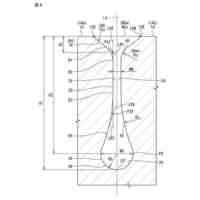
図5は、プライ片3の部分断面図である。
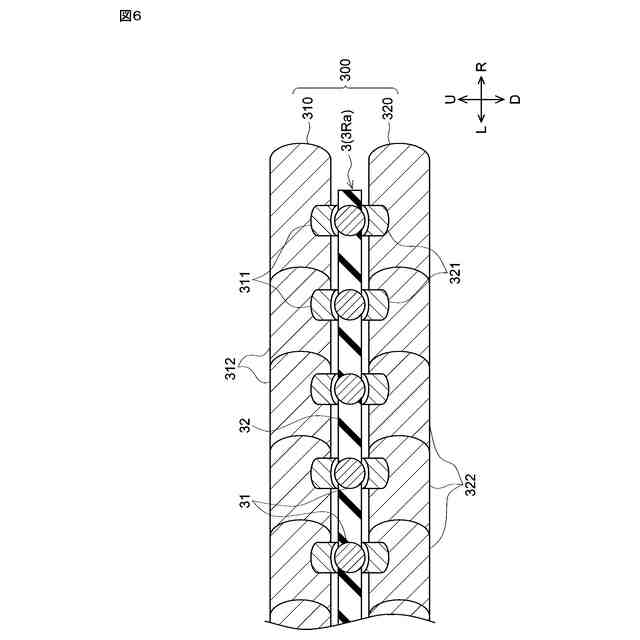
図6は、プライ片3の部分断面図である。
図7は、プライ片3の部分断面図である。
【発明を実施するための形態】
【0009】
以下、ここで開示されるタイヤの製造方法を、図面に基づいて説明する。なお、ここで開示される技術は、以下の実施形態に限定されない。図面は模式的に描かれており、必ずしも実物を反映していない。また、図面は、一例を示すのみであり、特に言及されない限りにおいてここで開示される技術を限定しない。また、同一の作用を奏する部材・部位には、適宜に同一の符号を付し、重複する説明を省略する。また、図面における「L」、「R」、「F」、「Rr」、「U」、および「D」の表記は、それぞれ、「左」、「右」、「前」、「後」、「上」、および「下」を表す。また、本明細書において数値範囲を示す「X~Y」の表記は、特に言及されない限りにおいて「X以上Y以下」を意味する。
【0010】
〈タイヤの製造方法〉
ここで開示されるタイヤの製造方法は、例えば、用意工程と、並べる工程と、重ね合わせ工程と、圧着工程と、成型工程と、を包含する。図1は、最終連結物10の斜視図である。図1には、重ね合わせられた3つのプライ片1が示されている。本明細書における説明の便宜上、図1に示された3つのプライ片1は、左側から第1プライ片1a、第2プライ片1b、および第3プライ片1cと称されることがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
タイヤ
25日前
住友ゴム工業株式会社
タイヤ
1か月前
住友ゴム工業株式会社
制震装置
17日前
住友ゴム工業株式会社
弾性クローラ
4日前
住友ゴム工業株式会社
水質浄化装置
5日前
住友ゴム工業株式会社
空気入りタイヤ
1か月前
住友ゴム工業株式会社
空気入りタイヤ
4日前
住友ゴム工業株式会社
二輪車用タイヤ
1か月前
住友ゴム工業株式会社
二輪車用タイヤ
1か月前
住友ゴム工業株式会社
重荷重用タイヤ
1か月前
住友ゴム工業株式会社
重荷重用タイヤ
11日前
住友ゴム工業株式会社
生タイヤ供給装置
1か月前
住友ゴム工業株式会社
タイヤの製造方法
1か月前
住友ゴム工業株式会社
ゴム組成物及びタイヤ
1か月前
住友ゴム工業株式会社
加硫方法及び加硫装置
5日前
住友ゴム工業株式会社
ゴルフクラブシャフト
1か月前
住友ゴム工業株式会社
ゴルフクラブ用グリップ
17日前
住友ゴム工業株式会社
ポリマー被覆ガラス基材
1か月前
住友ゴム工業株式会社
タイヤの空気圧監視装置
1か月前
住友ゴム工業株式会社
産業車両用ソリッドタイヤ
1か月前
住友ゴム工業株式会社
エアレスタイヤの製造方法
1か月前
住友ゴム工業株式会社
タイヤ評価用雪面の形成方法
17日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
17日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
1か月前
住友ゴム工業株式会社
タイヤ用加硫機およびセグメント
17日前
住友ゴム工業株式会社
高帯電防止塗り床材および塗り床
1か月前
住友ゴム工業株式会社
ボトルセット及びパンク修理キット
1か月前
住友ゴム工業株式会社
更生タイヤの製造方法及び更生タイヤ
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ