TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024142707
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023054976
出願日
2023-03-30
発明の名称
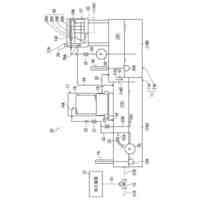
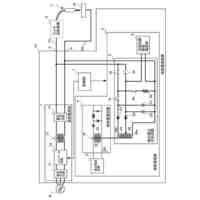
溶接構造体の製造方法、及び溶接装置
出願人
トヨタ自動車株式会社
,
フタバ産業株式会社
代理人
個人
主分類
B23K
11/24 20060101AFI20241003BHJP(工作機械;他に分類されない金属加工)
要約
【課題】バリの発生を抑制することができる溶接構造体の製造方法、及び溶接装置を提供する。
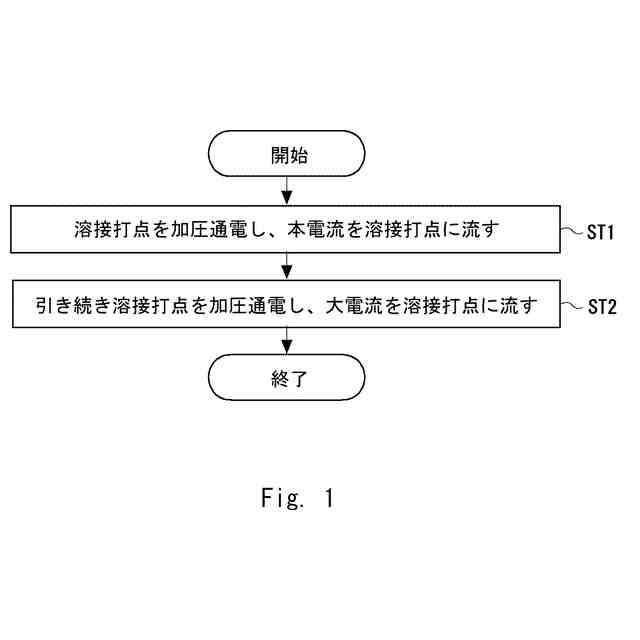
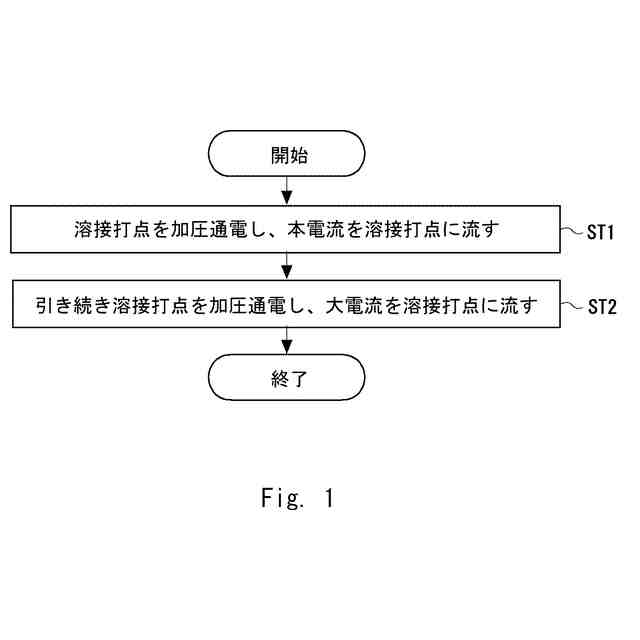
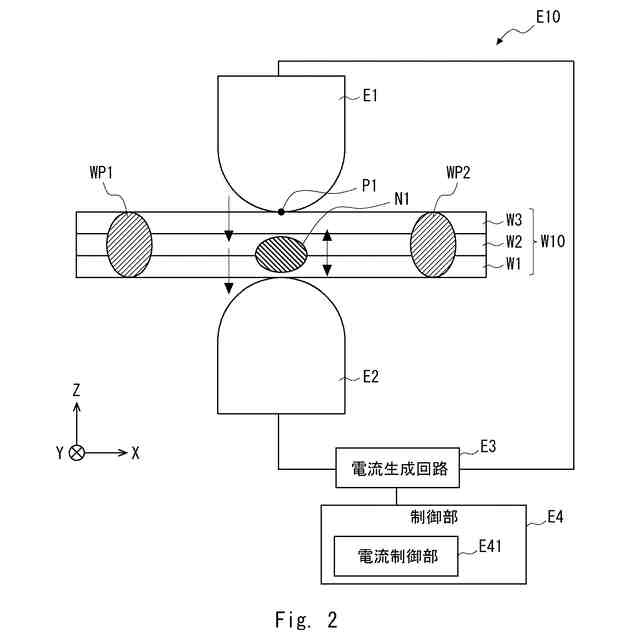
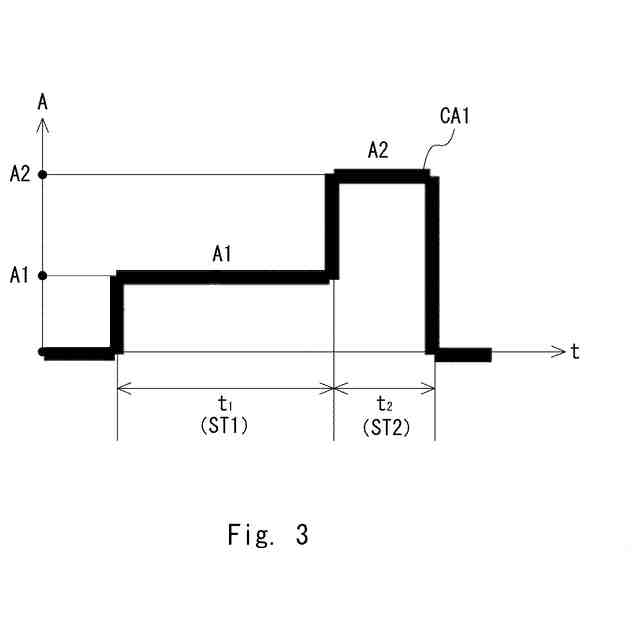
【解決手段】本開示に係る溶接構造体の製造方法は、3枚以上の金属板W1が積層されて形成され、かつ、前記3枚以上の金属板W1のうち少なくとも1枚の金属板W3が他の金属板W1と比較して薄い積層体W10をスポット溶接することによって形成する溶接構造体の製造方法である。当該製造方法は、積層体W10の溶接打点P1を加圧しつつ通電して、本電流を積層体W10の溶接打点P1に流す工程ST1と、引き続き積層体W10の溶接打点P1を加圧しつつ通電して、本電流と比較して大きい大電流を積層体W10の溶接打点P1に流す工程ST2とを備える。本電流を積層体W10の溶接打点P1に流した期間t
1
は、大電流を積層体W10の溶接打点P1に流した期間t
2
と比較して長い。
【選択図】図1
特許請求の範囲
【請求項1】
3枚以上の金属板が積層されて形成され、かつ、前記3枚以上の金属板のうち少なくとも1枚の金属板が他の金属板と比較して薄い積層体をスポット溶接することによって形成する溶接構造体の製造方法であって、
前記積層体の溶接打点を加圧しつつ通電して、本電流を前記積層体の溶接打点に流す工程と、
引き続き前記積層体の溶接打点を加圧しつつ通電して、前記本電流と比較して大きい大電流を前記積層体の溶接打点に流す工程と、を備え、
前記本電流を前記積層体の溶接打点に流した期間t
1
は、前記大電流を前記積層体の溶接打点に流した期間t
2
と比較して長い、
溶接構造体の製造方法。
続きを表示(約 2,100 文字)
【請求項2】
前記本電流を前記積層体の溶接打点に流した期間t
1
は、前記大電流を前記積層体の溶接打点に流した期間t
2
の2.50倍以上である、
請求項1に記載の溶接構造体の製造方法。
【請求項3】
前記大電流の電流値A2は、12kA以上である、
請求項1又は2に記載の溶接構造体の製造方法。
【請求項4】
3枚以上の金属板が積層されて形成され、かつ、前記3枚以上の金属板のうち少なくとも1枚の金属板が他の金属板と比較して薄い積層体をスポット溶接することによって形成する溶接構造体の製造方法であって、
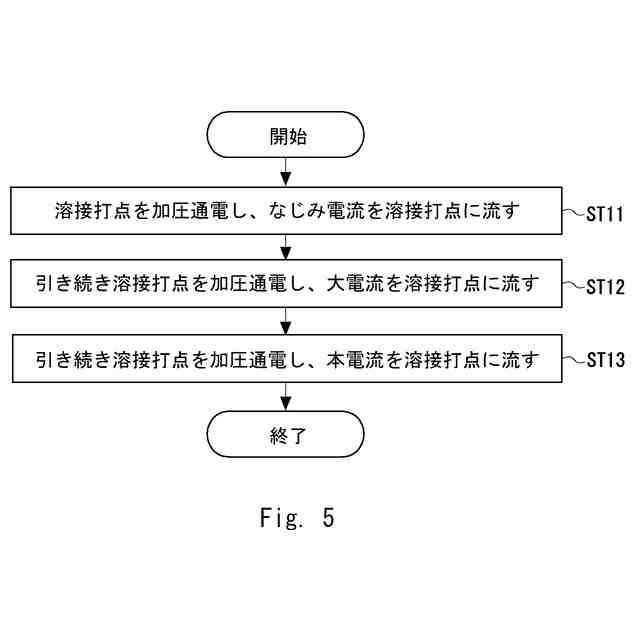
前記積層体の溶接打点を加圧しつつ通電して、なじみ電流を前記積層体の溶接打点に流す工程と、
引き続き前記積層体の溶接打点を加圧しつつ通電して、大電流を前記積層体の溶接打点に流す工程と、
引き続き前記積層体の溶接打点を加圧しつつ通電して、前記大電流と比較して小さい本電流を前記積層体の溶接打点に流す工程と、を備え、
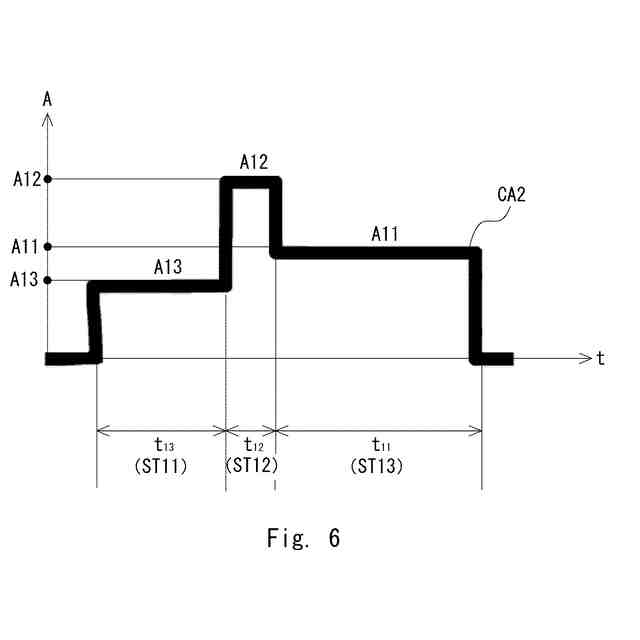
前記なじみ電流の電流値A13は、前記本電流の電流値A11と比較して小さい、
溶接構造体の製造方法。
【請求項5】
前記本電流を前記積層体の溶接打点に流した期間t
11
は、前記大電流を前記積層体の溶接打点に流した期間t
12
の2.50倍以上である、
請求項4に記載の溶接構造体の製造方法。
【請求項6】
前記本電流を前記積層体の溶接打点に流した期間t
11
は、前記なじみ電流を前記積層体の溶接打点に流した期間t
13
の3.00倍以下である、
請求項4又は5に記載の溶接構造体の製造方法。
【請求項7】
前記なじみ電流の電流値A13は、前記本電流の電流値A11の0.95倍以下である、
請求項4又は5に記載の溶接構造体の製造方法。
【請求項8】
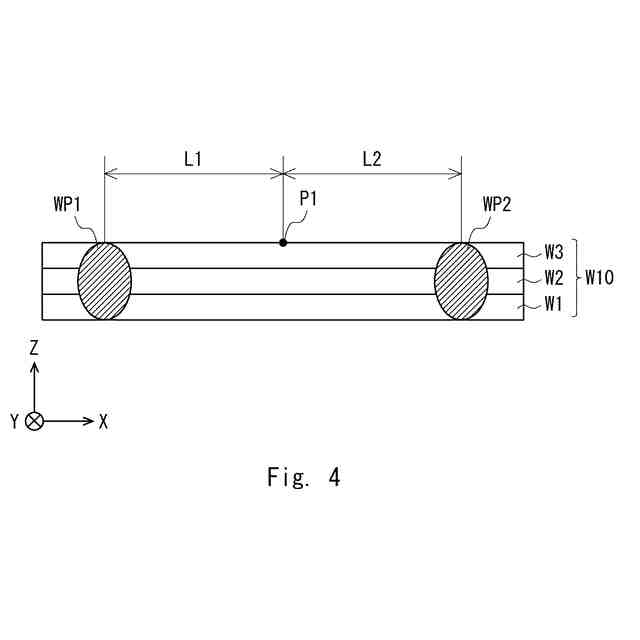
前記積層体は、すでに溶接された溶接済み溶接打点を備え、
前記積層体の溶接打点は、前記溶接済み溶接打点から15mm以内にある、
請求項1又は4に記載の溶接構造体の製造方法。
【請求項9】
3枚以上の金属板が積層されて形成され、かつ、前記3枚以上の金属板のうち少なくとも1枚の金属板が他の金属板と比較して薄い積層体をスポット溶接することによって形成する溶接構造体の製造方法であって、
溶接予定の溶接打点の位置に基づいて、溶接予定の溶接打点を溶接する溶接方法を決定する工程を備え、
前記溶接方法を決定する工程において、
前記溶接予定の溶接打点と溶接済み溶接打点との間の距離が所定の値を超過する場合、前記積層体の溶接打点を加圧しつつ通電して、大電流を前記積層体の溶接打点に流し、引き続き前記積層体の溶接打点を加圧しつつ通電して、前記大電流と比較して小さい本電流を前記積層体の溶接打点に流し、
前記溶接予定の溶接打点と溶接済み溶接打点との間の距離が所定の値以下である場合、
前記積層体の溶接打点を加圧しつつ通電して、本電流を前記積層体の溶接打点に流し、引き続き前記積層体の溶接打点を加圧しつつ通電して、前記本電流と比較して大きい大電流を前記積層体の溶接打点に流し、前記本電流を前記積層体の溶接打点に流した期間t
1
は、前記大電流を前記積層体の溶接打点に流した期間t
2
と比較して長い溶接方法を用いて、前記溶接予定の溶接打点を溶接する、
溶接構造体の製造方法。
【請求項10】
3枚以上の金属板が積層されて形成され、かつ、前記3枚以上の金属板のうち少なくとも1枚の金属板が他の金属板と比較して薄い積層体をスポット溶接することによって形成する溶接構造体の製造方法であって、
溶接予定の溶接打点の位置に基づいて、溶接予定の溶接打点を溶接する溶接方法を決定する工程を備え、
前記溶接方法を決定する工程において、
前記溶接予定の溶接打点と溶接済み溶接打点との間の距離が所定の値を超過する場合、
前記積層体の溶接打点を加圧しつつ通電して、大電流を前記積層体の溶接打点に流し、引き続き前記積層体の溶接打点を加圧しつつ通電して、前記大電流と比較して小さい本電流を前記積層体の溶接打点に流し、
前記溶接予定の溶接打点と溶接済み溶接打点との間の距離が所定の値以下である場合、
前記積層体の溶接打点を加圧しつつ通電して、なじみ電流を前記積層体の溶接打点に流し、引き続き前記積層体の溶接打点を加圧しつつ通電して、大電流を前記積層体の溶接打点に流し、引き続き前記積層体の溶接打点を加圧しつつ通電して、前記大電流と比較して小さい本電流を前記積層体の溶接打点に流し、前記なじみ電流の電流値A13は、前記本電流の電流値A11と比較して小さい溶接方法を用いて、前記溶接予定の溶接打点を溶接する、
溶接構造体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接構造体の製造方法、及び溶接装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、3枚以上の金属板を重ねて構成され、3枚以上の金属板の少なくとも1枚の金属板は他の金属板と厚みが異なるように形成された積層体を、パルス電流を用いて接合するスポット溶接方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第7038193号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者等は、以下の課題を発見した。
溶接済みの溶接打点と溶接される予定の溶接打点との距離が短くなると、バリが発生し易くなる傾向にある。例えば、すでに溶接済みの溶接打点同士の間に位置する溶接打点を加圧しつつ通電すると、電流が溶接済みの溶接打点に分流して、バリが、この通電した溶接打点に発生することある。なお、バリは、例えば、通電時において溶接打点直下に発生した溶融金属が溶接打点の表面から飛び出して固まることによって形成される。
【0005】
本開示は、上述した課題を鑑みてなされたものであり、バリの発生を抑制することができる溶接構造体の製造方法、及び溶接装置を提供するものである。
【課題を解決するための手段】
【0006】
本開示に係る溶接構造体の製造方法は、
3枚以上の金属板が積層されて形成され、かつ、前記3枚以上の金属板のうち少なくとも1枚の金属板が他の金属板と比較して薄い積層体をスポット溶接することによって形成する溶接構造体の製造方法であって、
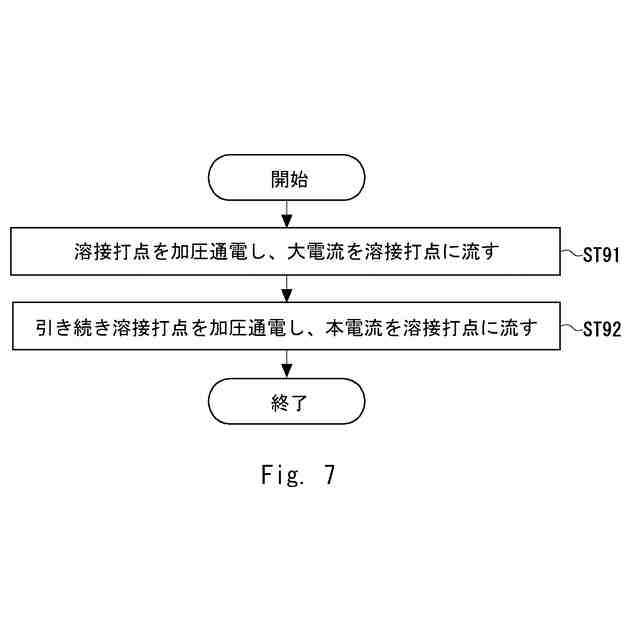
前記積層体の溶接打点を加圧しつつ通電して、本電流を前記積層体の溶接打点に流す工程と、
引き続き前記積層体の溶接打点を加圧しつつ通電して、前記本電流と比較して大きい大電流を前記積層体の溶接打点に流す工程と、を備え、
前記本電流を前記積層体の溶接打点に流した期間t
1
は、前記大電流を前記積層体の溶接打点に流した期間t
2
と比較して長い。
【0007】
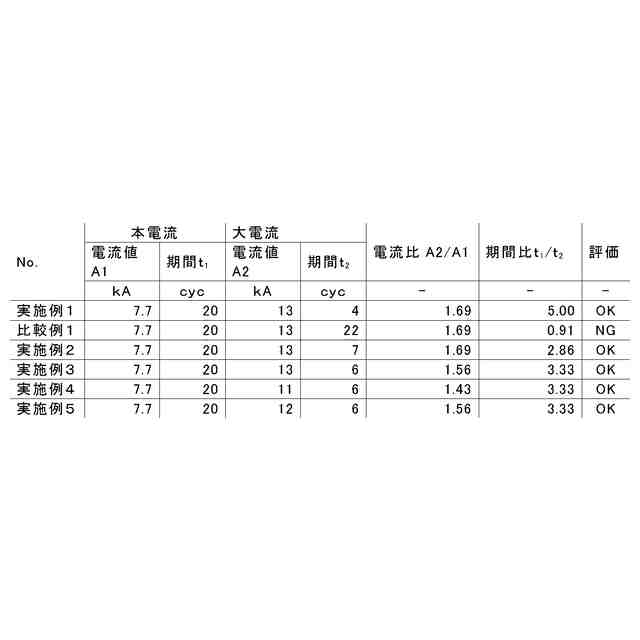
また、上述した溶接構造体の製造方法において、前記本電流を前記積層体の溶接打点に流した期間t
1
は、前記大電流を前記積層体の溶接打点に流した期間t
2
の2.50倍以上であるとよい。
【0008】
また、上述した溶接構造体の製造方法において、前記大電流の電流値A2は、12kA以上であるとよい。
【0009】
本開示に係る溶接構造体の製造方法は、3枚以上の金属板が積層されて形成され、かつ、前記3枚以上の金属板のうち少なくとも1枚の金属板が他の金属板と比較して薄い積層体をスポット溶接することによって形成する溶接構造体の製造方法であって、
前記積層体の溶接打点を加圧しつつ通電して、なじみ電流を前記積層体の溶接打点に流す工程と、
引き続き前記積層体の溶接打点を加圧しつつ通電して、大電流を前記積層体の溶接打点に流す工程と、
引き続き前記積層体の溶接打点を加圧しつつ通電して、前記大電流と比較して小さい本電流を前記積層体の溶接打点に流す工程と、を備え、
前記なじみ電流の電流値A13は、前記本電流の電流値A11と比較して小さい。
【0010】
また、上述した溶接構造体の製造方法において、前記本電流を前記積層体の溶接打点に流した期間t
11
は、前記大電流を前記積層体の溶接打点に流した期間t
12
の2.50倍以上であるとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
2か月前
個人
作業用治具
25日前
個人
トーチノズル
24日前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
組み付け装置
16日前
シヤチハタ株式会社
組立ライン
18日前
トヨタ自動車株式会社
治具
1か月前
株式会社不二越
タップ
3日前
エンシュウ株式会社
工作機械
24日前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社FUJI
ワーク置き台
1か月前
株式会社ダイヘン
アーク溶接制御方法
4日前
ダイハツ工業株式会社
冷却構造
16日前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社ダイヘン
インチング制御方法
1か月前
株式会社MOLDINO
ドリル
2か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社不二越
エンドミル
2か月前
個人
交換式給油ブラシの切削油の給油器
3か月前
光精工株式会社
クーラントタンク
1か月前
旭精工株式会社
シャフトブレーキ
1か月前
株式会社ムラタ溶研
剪断装置
1か月前
古川精機株式会社
タッピングガイド
1か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
株式会社メタルクリエイト
切削装置
10日前
株式会社東京精密
加工用排液濾過装置
1か月前
カヤバ株式会社
溶接方法及び溶接構造
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
トヨタ自動車株式会社
レーザ加工装置
1か月前
株式会社大林組
構造物形成方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ