TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024139563
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2023050563
出願日
2023-03-27
発明の名称
温熱具の製造方法
出願人
花王株式会社
代理人
弁理士法人翔和国際特許事務所
主分類
B32B
5/26 20060101AFI20241002BHJP(積層体)
要約
【課題】シート状の温熱具の製造において、短時間で突起部成形をする際の通気性シートの通気度変動制御とシート状の温熱具の突起部強度を制御すること。
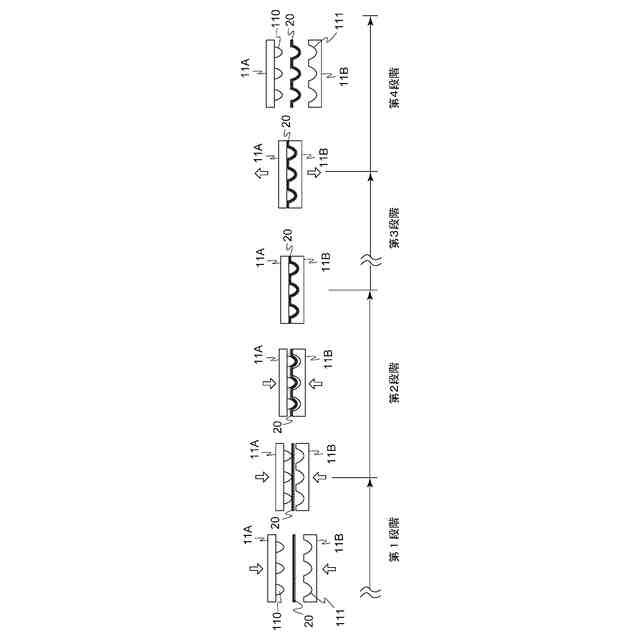
【解決手段】本発明の製造方法は、積層シート20を、突起部形成用の凸部を有する第一金型11Aと該凸部に対応する凹部を有する第二金型11Bとを用いて加熱及び加圧し、積層シート20に突起部5を成形する加熱変形工程と、突起部5内に発熱材料を充填する充填工程を行う。加熱変形工程は、加熱温度を第二融点の±15℃とし、付加圧力を0.1MPa以上1MPa以下とし、積層シート20の変形開始時からプレスの終了時までの間の、第一金型及び第二金型が停止している時間である移動停止時間を0.5秒以上200秒以下とする。
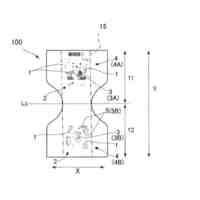
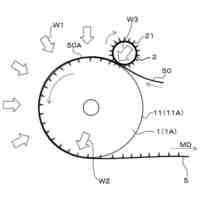
【選択図】図2
特許請求の範囲
【請求項1】
突起部を有する温熱具の製造方法であって、
帯状の積層シートを、突起部形成用の凸部を有する第一金型と該凸部に対応する凹部を有する第二金型とを用いて加熱及び加圧することによって、該積層シートに突起部を成形する加熱変形工程と、
前記突起部が形成された前記積層シートの該突起部内に、発熱材料を配する材料充填工程と、を備え、
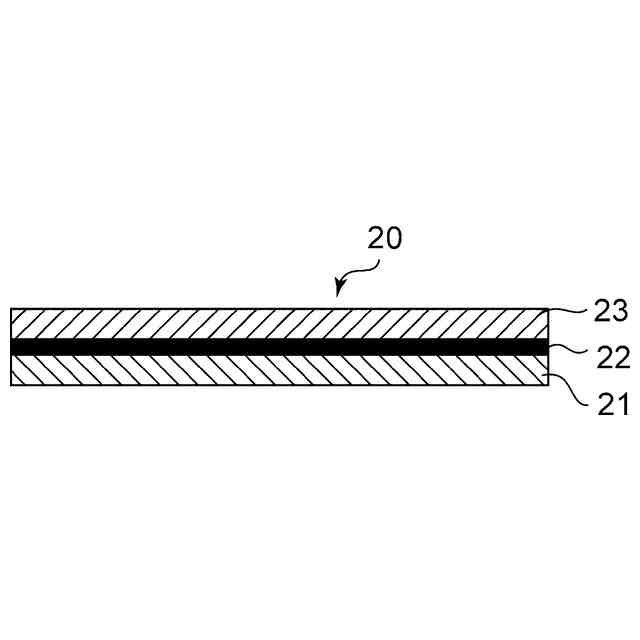
前記積層シートは、樹脂シートの両面に不織布が積層された構造を有し、
前記樹脂シートは、ポリプロピレン及び/又はポリエチレンを含む、通気性の多孔質シートであり、
前記不織布の構成樹脂の中で最も融点が低い樹脂の融点を第一融点、前記樹脂シートを構成する樹脂の中で最も構成比が高い樹脂の融点を第二融点と定義したときに、第一融点が第二融点よりも低く、
前記加熱変形工程は、
加熱温度を第二融点の±15℃とし、
付加圧力を0.1MPa以上1MPa以下とし、
前記積層シートの変形開始時から、該積層シートにおける前記突起部となる部位を、第一金型の前記凸部と第二金型の前記凹部との間で挟圧するプレスの終了時までの間の、第一金型及び第二金型が停止している時間である移動停止時間を0.5秒以上200秒以下として行う、温熱具の製造方法。
続きを表示(約 450 文字)
【請求項2】
前記付加圧力を0.3MPa以上とする、請求項1に記載の温熱具の製造方法。
【請求項3】
前記加熱変形工程は、前記積層シートの変形開始時から前記プレスの終了時までの間に、前記凸部による該積層シートの加圧変形を一定時間停止させる変形停止工程を備える、請求項1又は2に記載の温熱具の製造方法。
【請求項4】
前記変形停止工程における一時停止時間が、前記移動停止時間の50%以上100%未満とする、請求項3に記載の温熱具の製造方法。
【請求項5】
前記加熱変形工程では、前記変形停止工程までの前記積層シートの変形量を、該加熱変形工程における該積層シートの最終変形量の50%以上90%以下とする、請求項3乃至4のいずれか一項に記載の温熱具の製造方法。
【請求項6】
前記加熱変形工程で形成する前記突起部は、底面積に対する表面積の割合が百分率で120%以上である、請求項1乃至5のいずれか一項に記載の温熱具の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、突起部を有する温熱具の製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
従来、温熱具として、突起部を有する温熱具が知られており、かかる温熱具の製造方法として、熱可塑性樹脂を含む原料シートに対して、加熱及び加圧を施すことによって突起部を形成した後、該シートに形成した突起部内又は該シートの近傍に発熱材料を配することによって、シート状の温熱具を得る方法が知られている。
【0003】
例えば、特許文献1には、突起部形成用の凸部を有する第一金型と該凸部に対応する凹部を有する第二金型との間で原料シートを加熱及び加圧することによって、突起部を有するシートを形成すること、及び突起部を有するシートと発熱材料を含む本体シートとを重ねて、突起部を有する温熱具を得ることが記載されている。
また特許文献2には、原料シートの加熱及び加圧により形成した、突起部を有するシートの突起部内に発熱材料を配することが記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2019-171007号公報
特開2018-175857号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
温熱具の発熱特性を制御するためには、発熱材料に供給される空気量を調整する必要がある。斯かる観点から、突起部を有する温熱具においても、温熱具内に、通気度が所定の範囲に制御された通気性シートを配して、発熱特性、例えば昇温速度、最高温度、発熱持続時間等を制御することが好ましい。
また蒸気を発生させる温熱具も知られており、外部に放出される蒸気量についても、通気度が所定の範囲に制御された通気性シートを配して制御し得ることが好ましい。
しかしながら、突起部を形成した後に開孔する方法では、微細孔を形成することが困難であり、通気度が過大なシートとなり易い。
他方、微細孔を有するシートに後加工で突起部を形成する場合においても、微細孔が塞がる等により通気度が大きく変化したり、形成される突起部の強度、特に先端部の強度が大きく低下したりする等の現象が見られる場合があった。
このように、突起部を有する温熱具においては、突起部を有するシートに適正な範囲の通気度を持たせることと、突起部の潰れを発生させずに、成形する突起部の強度を得ることとを両立させることが望まれるところ、従来の突起部成形の方法では、それらの両立が難しい場合が多く、短時間での突起部形成の場合に、斯かる課題が顕著であった。
【0006】
本発明は、シート状の温熱具の製造において、短時間で突起部成形をする際の通気性シートの通気度変動制御とシート状の温熱具の突起部強度を両立し得る方法に関する。
【課題を解決するための手段】
【0007】
本発明は、突起部を有する温熱具の製造に関する。
本製造方法は、帯状の積層シートを、突起部形成用の凸部を有する第一金型と該凸部に対応する凹部を有する第二金型とを用いて加熱及び加圧することによって、該積層シートに突起部を成形する加熱変形工程と、前記突起部が形成された前記積層シートの該突起部内に、発熱材料を配する材料充填工程とを備えることが好ましい。
前記積層シートは、樹脂シートの両面に不織布が積層された構造を有することが好ましい。
前記樹脂シートは、ポリエチレン及び/又はポリプロピレンを含む、通気性の多孔質シートであることが好ましい。
前記不織布の構成樹脂の中で最も融点が低い樹脂の融点を第一融点、前記樹脂シートを構成する樹脂の中で最も構成比が高い樹脂の融点を第二融点と定義したときに、第一融点が第二融点よりも低いことが好ましい。
前記加熱変形工程は、加熱温度を第二融点の±15℃とすることが好ましい。
前記加熱変形工程は、付加圧力を0.1MPa以上1MPa以下とすることが好ましい。
前記加熱変形工程は、前記積層シートの変形開始時から、該積層シートにおける前記突起部となる部位を、第一金型の前記凸部と第二金型の前記凹部との間で挟圧するプレスの終了時までの間の、第一金型及び第二金型が停止している時間である移動停止時間を0.5秒以上200秒以下として行うことが好ましい。
【発明の効果】
【0008】
本発明によれば、シート状の温熱具の製造において、短時間で突起部成形をする際の通気性シートの通気度変動制御とシート状の温熱具の突起部強度を制御することが可能である。
【図面の簡単な説明】
【0009】
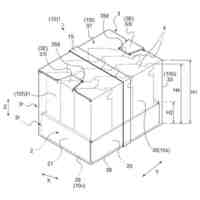
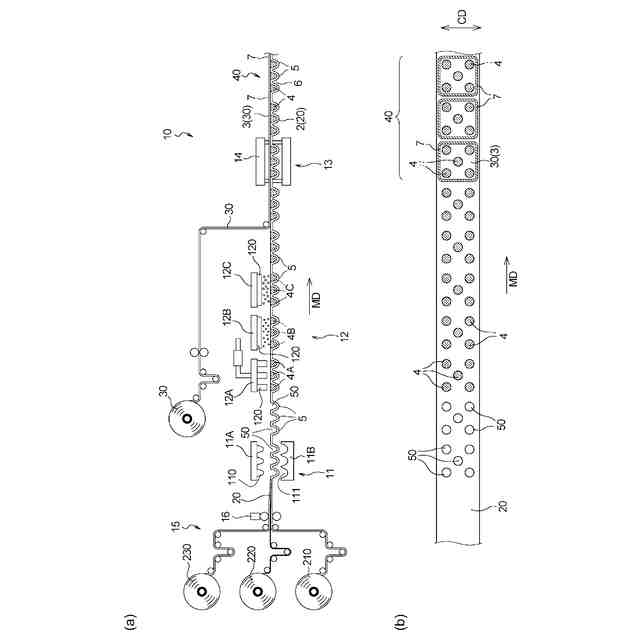
図1(a)は、本発明のシート状の温熱具の製造方法の一実施形態を模式的に示す図であり、図1(b)は図1(a)に示す製造装置において搬送される被加工物の平面図である。
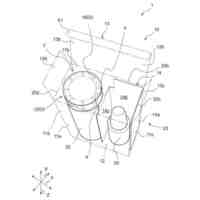
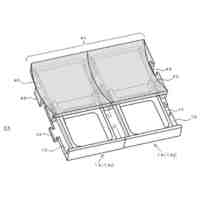
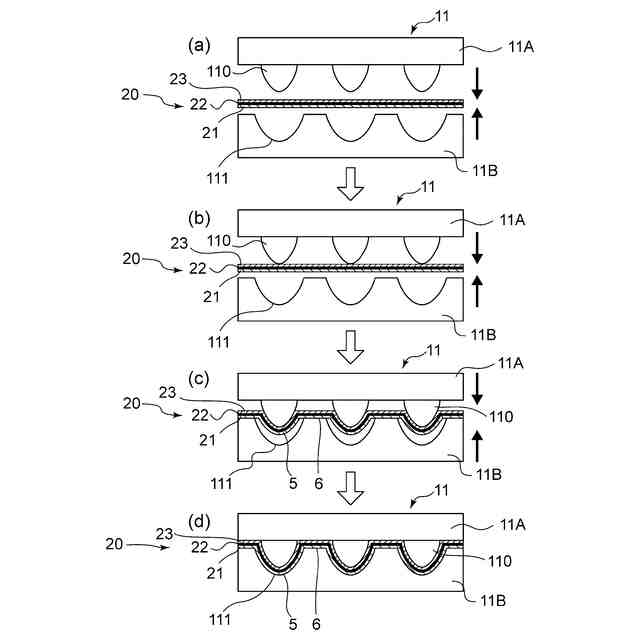
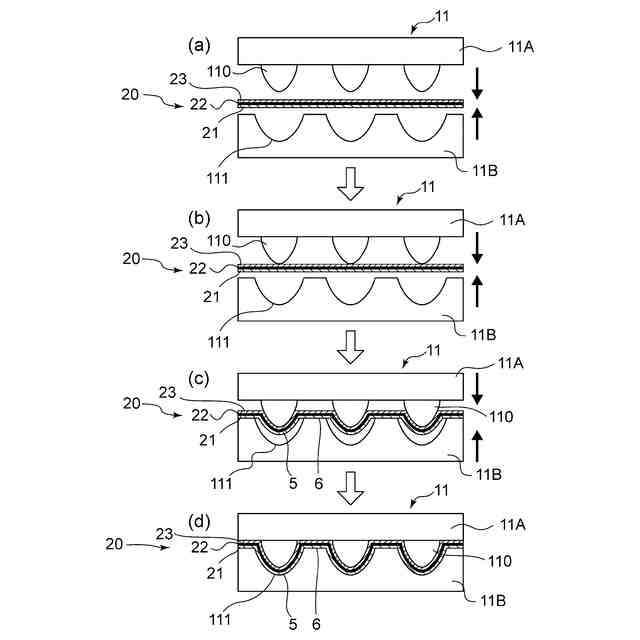
図2(a)乃至(d)は、加熱変形工程を示す図であって、搬送されたシート状の温熱具の材料である積層シートを、加熱しながら第一金型と第二金型でプレスする状態を示す断面図である。
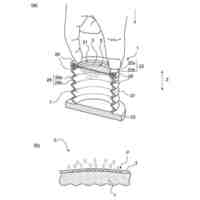
図3は、積層シートの一部を示す拡大断面図である。
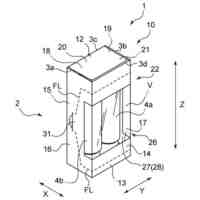
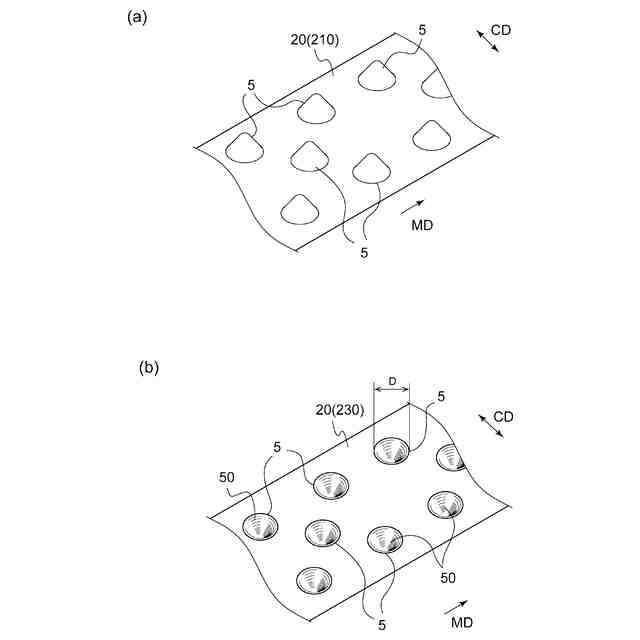
図4(a)は、図1に示す加熱変形部により突起部が形成された積層シートの斜視図であり、図4(b)は、図4(a)の積層シートを突起部の凹部側から視た斜視図である。
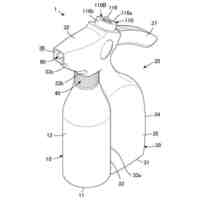
図5(a)は、図1に示す製造方法により得られた温熱具の斜視図であり、図5(b)は、図5(a)のI-I線断面図である。
図6は、加熱変形工程を説明するための説明図である。
【発明を実施するための形態】
【0010】
以下、本発明をその好ましい実施形態に基づき図面を参照しながら説明する。
図1には、本発明の製造方法に好適に用いられる製造装置の一例が示されている。図1(a)には、温熱具1の製造方法の実施に使用される製造装置10の要部が示されている。図1(b)には、製造装置10の各部における被加工物の平面図が示されている。製造装置10は、被加工物を所定の一方向に搬送させ、その搬送途中で被加工物に対して、後述する加熱変形工程(図2参照)、材料充填工程及び積層シート接合工程をこの順で実施して、温熱具を製造するものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
花王株式会社
包装体
1か月前
花王株式会社
おむつ
19日前
花王株式会社
処理液
3日前
花王株式会社
繊維処理剤
3日前
花王株式会社
紙コート剤
3日前
花王株式会社
陳列用包装箱
4日前
花王株式会社
ディスペンサ
23日前
花王株式会社
香料送達粒子
1か月前
花王株式会社
液体収容容器
4日前
花王株式会社
蓋付パレット
1か月前
花王株式会社
練歯磨組成物
18日前
花王株式会社
練歯磨組成物
18日前
花王株式会社
水硬性組成物
3日前
花王株式会社
茶飲料組成物
3日前
花王株式会社
QOL改善剤
3日前
花王株式会社
転写捺染方法
17日前
花王株式会社
染毛剤用包装箱
18日前
花王株式会社
表面処理組成物
20日前
花王株式会社
有益物質送達粒子
1か月前
花王株式会社
油中水型乳化組成物
23日前
花王株式会社
プログラム提供装置
1か月前
花王株式会社
静電荷像現像用トナー
4日前
花王株式会社
液体皮膚外用剤組成物
13日前
花王株式会社
静電荷像現像用トナー
19日前
花王株式会社
トナー用結着樹脂組成物
3日前
花王株式会社
トナー用結着樹脂組成物
3日前
花王株式会社
新規ピリジニウム化合物
19日前
花王株式会社
給水体及び植物の栽培方法
17日前
花王株式会社
噴出装置及び噴出装置本体
17日前
花王株式会社
歯垢の深層への浸透用殺菌剤
1か月前
花王株式会社
吸収性物品用不織布の製造方法
12日前
花王株式会社
情報処理システム及びプログラム
24日前
花王株式会社
静電荷像現像用トナーの製造方法
11日前
花王株式会社
ラベル付き容器及びラベルの装着方法
1か月前
花王株式会社
静電荷像現像用トナー及びその製造方法
11日前
花王株式会社
磁気ディスク基板研磨用研磨液の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ