TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024139356
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2023050250
出願日
2023-03-27
発明の名称
接合体
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B23K
26/28 20140101AFI20241002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接部分の密封性を向上する。
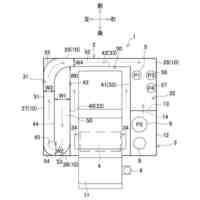
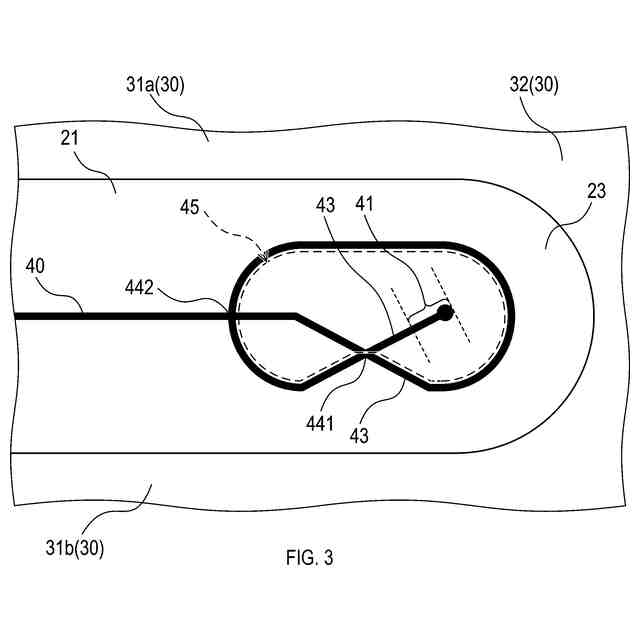
【解決手段】接合体は、第1板状部と、第2板状部と、少なくとも1つの溶接線と、を備える。第1板状部は、板状の部位である。第2板状部は、第1板状部と溶接されている板状の部位である。溶接線は、第2板状部における第1板状部と溶接されている線状の部分である。また、溶接線は、第1端部と、第2端部と、一般部と、を有する。第1端部は、溶接線の第1端を含む。第2端部は、溶接線の第2端を含む。一般部は、第1端部と第2端部との間の部分である。少なくとも1つの第1端部は、いずれかの一般部によって囲まれた領域である閉領域に位置する。
【選択図】図3
特許請求の範囲
【請求項1】
接合体であって、
板状の部位である第1板状部と、
前記第1板状部と溶接されている板状の部位である第2板状部と、
前記第2板状部における前記第1板状部と溶接されている線状の部分である少なくとも1つの溶接線と、
を備え、
前記溶接線は、第1端を含む第1端部と、第2端を含む第2端部と、前記第1端部と前記第2端部との間の部分である一般部と、を有し、
少なくとも1つの前記第1端部は、いずれかの前記一般部によって囲まれた領域である閉領域に位置する、
接合体。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の接合体であって、
前記閉領域に位置する前記第1端部を有する前記溶接線と、前記閉領域を形成する前記一般部を有する前記溶接線と、は同一の前記溶接線である、
接合体。
【請求項3】
請求項1に記載の接合体であって、
前記溶接線である第1溶接線と第2溶接線とを備え、
前記第1溶接線における前記第1端部は、前記第2溶接線における前記一般部によって形成される前記閉領域に位置する、
接合体。
【請求項4】
請求項3に記載の接合体であって、
前記第2溶接線における前記第1端部は、前記第2溶接線における前記一般部によって形成される前記閉領域に位置しない、
接合体。
【請求項5】
請求項1から請求項4までのいずれか一項に記載の接合体であって、
前記接合体は、流体が通過する流路を形成するように構成され、
前記第1板状部及び前記第2板状部は、前記流路に隣接する、
接合体。
【請求項6】
請求項5に記載の接合体であって、
前記流路における曲がっている部分である少なくとも1つの曲がり部を有し、
前記第1板状部及び前記第2板状部は、前記曲がり部の内側に隣接する部分を有し、
前記第2板状部において前記曲がり部の内側に隣接する部分における前記第1端部は、前記閉領域に位置する、
接合体。
【請求項7】
請求項5に記載の接合体であって、
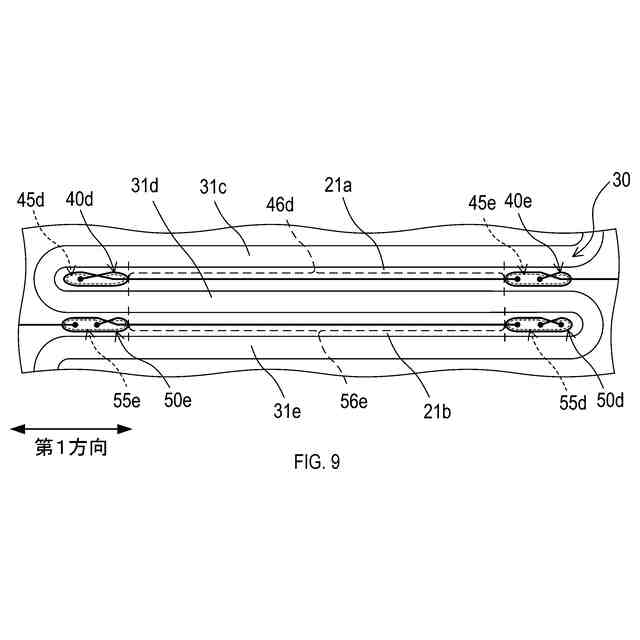
前記溶接線であって、第1方向と略平行に延びる第1溶接線及び第2溶接線を備え、
前記第1溶接線及び前記第2溶接線は、前記第1方向と交差する方向に並び、
前記第1溶接線における前記第1端部は、前記閉領域である第1閉領域に位置し、
前記第2溶接線における前記第1端部は、前記閉領域である第2閉領域に位置し、
前記第1閉領域における前記第1方向の範囲と、前記第2閉領域における前記第1方向の範囲とは重ならない、
接合体。
【請求項8】
請求項5に記載の接合体であって、
前記溶接線であって、第1方向と略平行に延びる第1溶接線及び第2溶接線を備え、
前記第1溶接線における前記第1端部は、前記閉領域である第1閉領域に位置し、
前記第2溶接線における前記第1端部は、前記閉領域である第2閉領域に位置し、
前記第1閉領域における前記第1方向の範囲と、前記第2閉領域における前記第1方向の範囲とは少なくとも一部が重なる、
接合体。
【請求項9】
請求項5に記載の接合体であって、
前記接合体は、前記流路に前記流体である熱交換媒体を通過させることによって、前記接合体に当接する物体と熱交換を行う熱交換器として構成される、
接合体。
発明の詳細な説明
【技術分野】
【0001】
本開示は接合体に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1に記載されているように、積層された複数の板状ワークに設けられた貫通孔を囲むように溶接する場合の、溶接した部分の気密性を高める技術が知られている。すなわち、複数の溶接痕が各々の始端又は終端を含む端部で他の溶接痕の端部と互いに交差して接続し、これらの接続された複数の溶接痕が貫通孔を囲むように形成されている。ここで、各溶接痕の始端及び終端は、複数の溶接痕における貫通孔を囲んでいる部分の外側に位置するように形成されている。このため、貫通孔の周囲の封止を確実に行うことが可能となっている。
【先行技術文献】
【特許文献】
【0003】
特許6112932号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
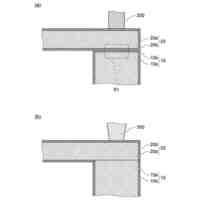
一方、積層された細長い複数の板状の部位を溶接する場合、板状の部位が延びる方向に沿って溶接すると、板状の部位にゆがみが生じるなどで、溶接された2つの板状の部位の間に隙間が生じる場合がある。この場合、溶接部分の端部(換言すれば、溶接部分の始端及び終端。以下、溶接端部という。)は、当該隙間に露出した状態になる可能性がある。溶接端部はブローホールやピット等が発生しやすいため、上述のように溶接端部が隙間に露出すると、溶接部分の密封性が低下するという問題があった。
【0005】
本開示の一局面は、溶接部分の密封性を向上することにある。
【課題を解決するための手段】
【0006】
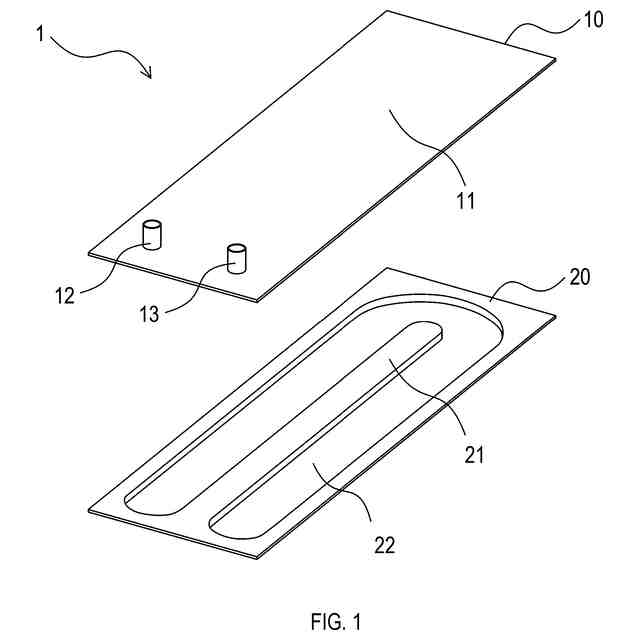
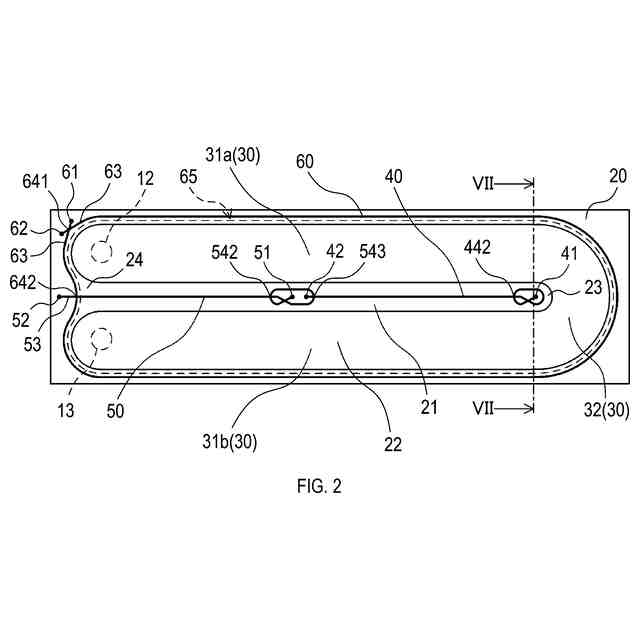
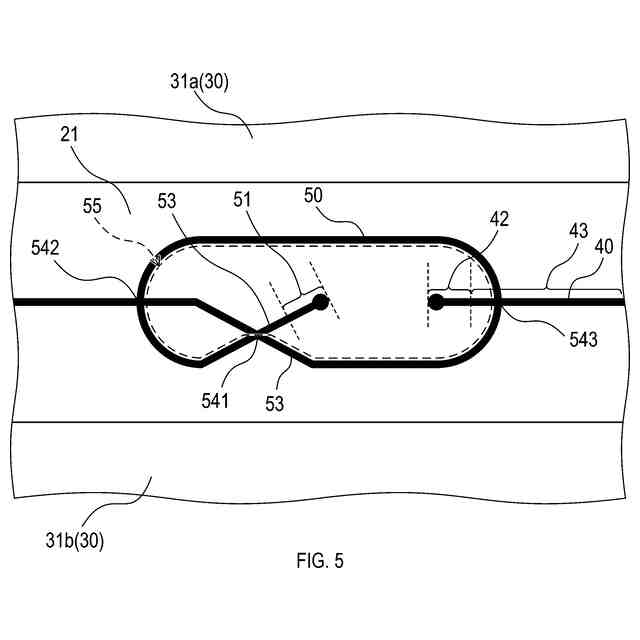
本開示の一態様は、接合体であって、第1板状部と、第2板状部と、少なくとも1つの溶接線と、を備える。第1板状部は、板状の部位である。第2板状部は、第1板状部と溶接されている板状の部位である。溶接線は、第2板状部における第1板状部と溶接されている線状の部分である。また、溶接線は、第1端部と、第2端部と、一般部と、を有する。第1端部は、溶接線の第1端を含む。第2端部は、溶接線の第2端を含む。一般部は、第1端部と第2端部との間の部分である。少なくとも1つの第1端部は、いずれかの一般部によって囲まれた領域である閉領域に位置する。
【0007】
このような構成によれば、閉領域に位置する第1端部は、閉領域を形成する一般部の外側の領域から隔離される。そのため、溶接部分の密封性を向上することができる。
本開示の一態様では、閉領域に位置する第1端部を有する溶接線と、閉領域を形成する一般部を有する溶接線と、は同一の溶接線であってもよい。
【0008】
このような構成によれば、閉領域に位置する第1端部は、閉領域を形成する一般部の外側の領域から隔離される。そのため、溶接部分の密封性を向上することができる。
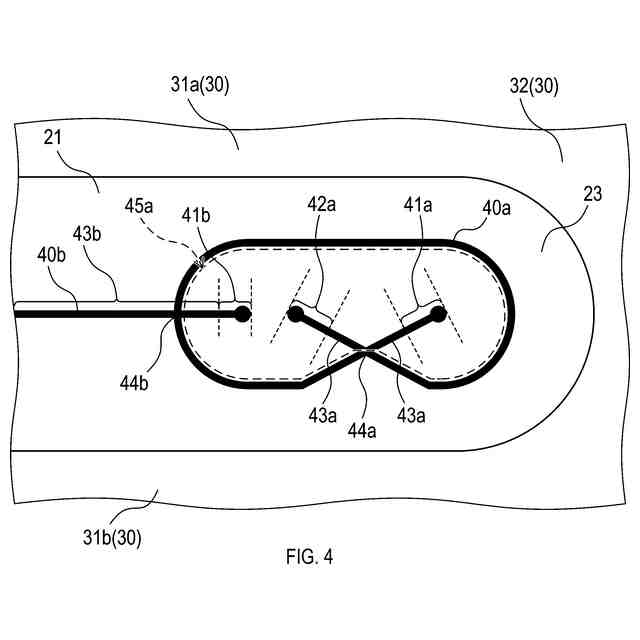
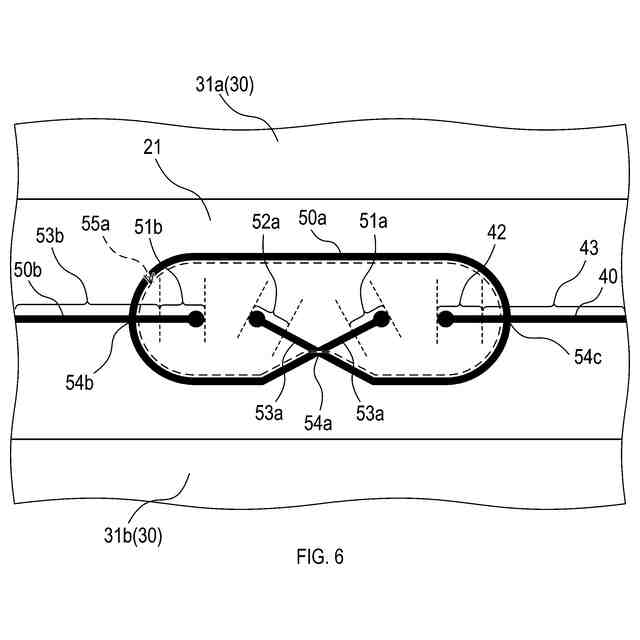
本開示の一態様では、溶接線である第1溶接線と第2溶接線とを備えてもよい。第1溶接線における第1端部は、第2溶接線における一般部によって形成される閉領域に位置してもよい。
【0009】
このような構成によれば、閉領域に位置する第1端部は、閉領域を形成する一般部の外側の領域から隔離される。そのため、溶接部分の密封性を向上することができる。
本開示の一態様では、第2溶接線における第1端部は、第2溶接線における一般部によって形成される閉領域に位置しなくてもよい。
【0010】
このような構成によれば、第2溶接線は閉領域を形成するのみにとどまらず、第2溶接線における第1板状部と第2板状部とを溶接する部分を延長することができる。
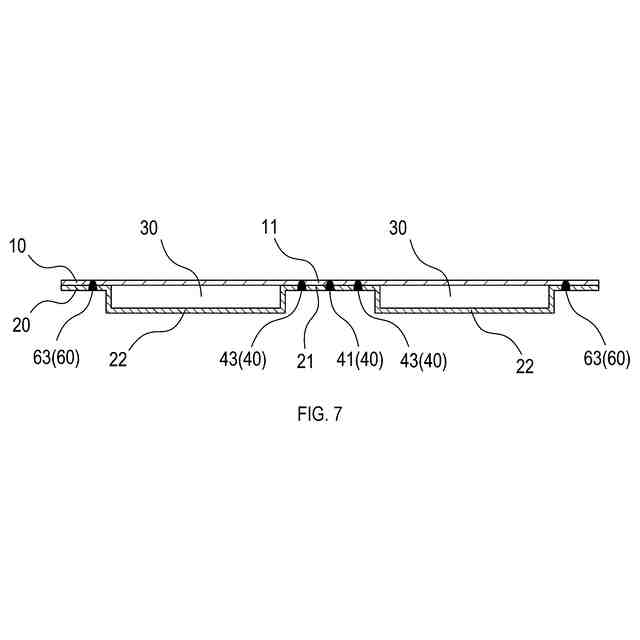
本開示の一態様では、接合体は、流体が通過する流路を形成するように構成されてもよい。第1板状部及び第2板状部は、流路に隣接してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
排気装置
1日前
フタバ産業株式会社
蒸発燃料処理装置
1日前
トヨタ自動車株式会社
溶接構造体の製造方法、及び溶接装置
6日前
個人
面取り装置
1か月前
日東精工株式会社
ねじ締め機
16日前
日東精工株式会社
ねじ締め機
16日前
個人
コンタクトチップ
6日前
トヨタ自動車株式会社
治具
17日前
株式会社ダイヘン
スタッド溶接電源
8日前
ブラザー工業株式会社
工作機械
1か月前
株式会社MOLDINO
ドリル
1か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
インチング制御方法
今日
株式会社FUJI
ワーク置き台
13日前
ブラザー工業株式会社
工作機械
6日前
株式会社不二越
エンドミル
1か月前
光精工株式会社
クーラントタンク
13日前
旭精工株式会社
シャフトブレーキ
6日前
株式会社ムラタ溶研
剪断装置
20日前
三和テッキ株式会社
レーザ付着物除去装置
8日前
古川精機株式会社
タッピングガイド
10日前
株式会社ダイヘン
アークスタート制御方法
今日
株式会社ダイヘン
溶接電源装置
8日前
株式会社アイシン
金属部材の接合方法
16日前
トヨタ自動車株式会社
レーザ溶接方法
13日前
株式会社大林組
構造物形成方法
7日前
カヤバ株式会社
溶接方法及び溶接構造
13日前
トヨタ自動車株式会社
レーザ加工装置
7日前
ブラザー工業株式会社
工作機械
1か月前
株式会社東京精密
加工用排液濾過装置
8日前
株式会社不二越
摩擦撹拌接合装置
20日前
株式会社東芝
レーザ溶接方法
8日前
トリックス株式会社
端部封止方法
13日前
日立造船株式会社
溶接装置
6日前
日進工具株式会社
切削工具
2日前
オークマ株式会社
切削液循環装置
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ