TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024135745
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046592
出願日
2023-03-23
発明の名称
テープ貼付装置
出願人
東レエンジニアリング株式会社
代理人
主分類
B29C
70/38 20060101AFI20240927BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】動作速度や精度に悪影響が出ないように軽量化することができるテープ貼付装置を提供する。
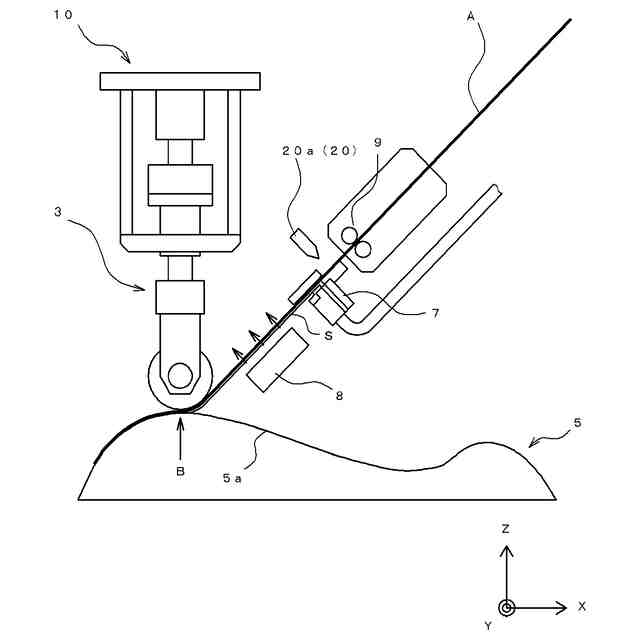
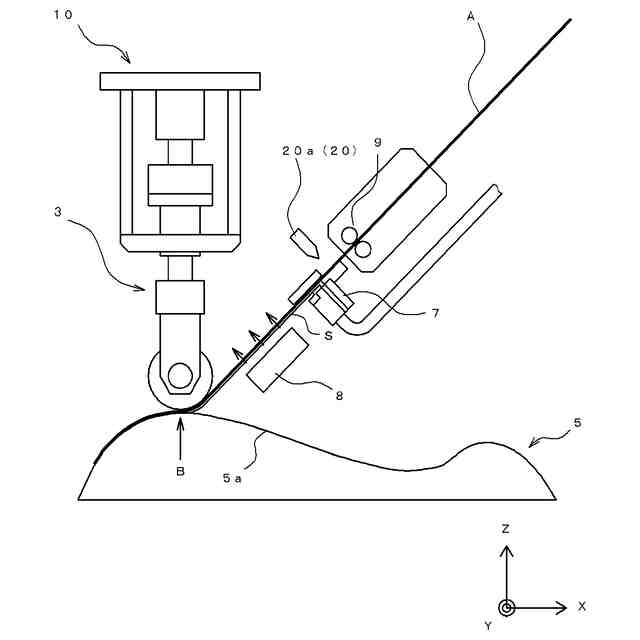
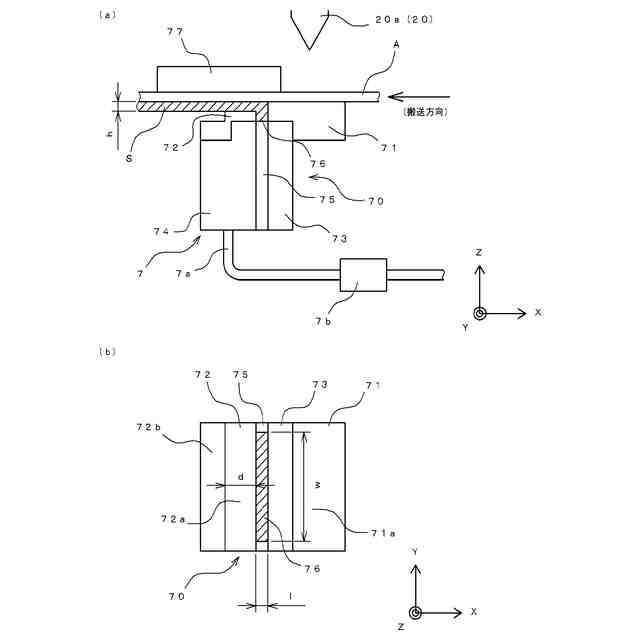
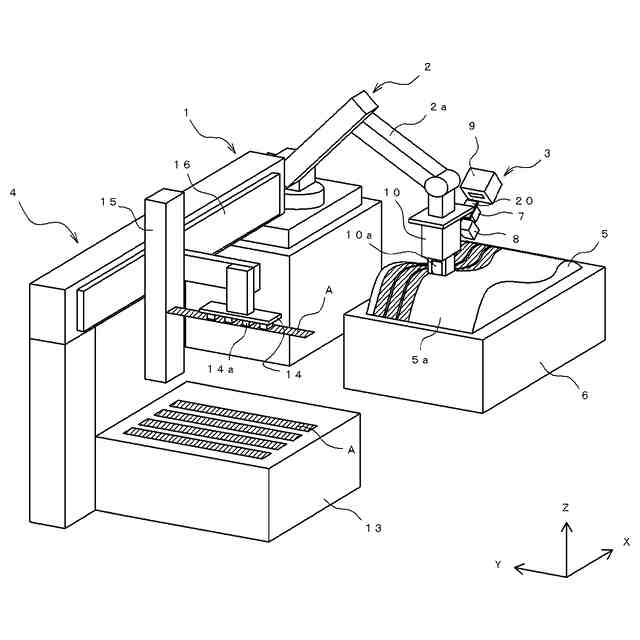
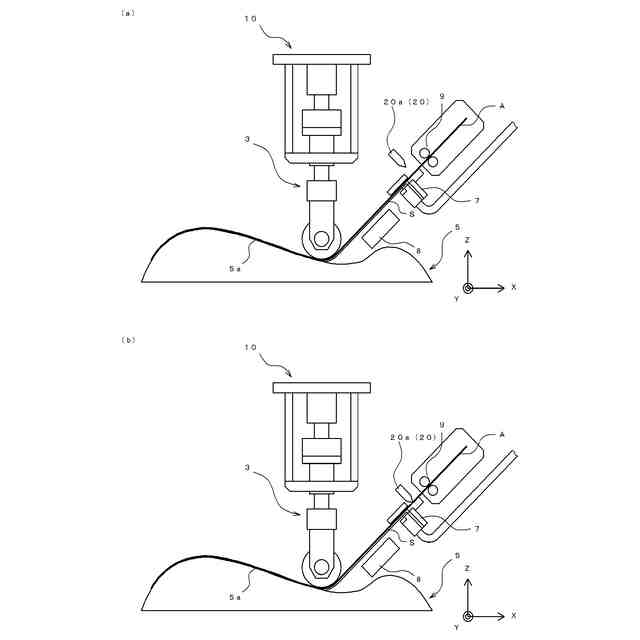
【解決手段】被貼付面95aに貼り付けるためのテープAを搬送するテープ搬送部9と、テープ搬送部9から搬送されるテープAを押圧しながら被貼付面95aに貼り付ける貼付ヘッド10と、テープ搬送部9から貼付ヘッド10へ搬送されるテープAの下面に処理剤Sを塗布する処理剤塗布部7と、テープ搬送部9から貼付ヘッド10へ搬送されるテープAに刃20aを押し当ててテープAを切断するテープ切断部20と、を備え、処理剤塗布部7は、テープAへの処理剤Sの塗布を安定させるためにテープAを下方から支持するテープ支持部71を有し、テープ切断部20は、刃20aとテープ支持部71とでテープAをはさんで切断する。
【選択図】図2
特許請求の範囲
【請求項1】
被貼付面に貼り付けるためのテープを搬送するテープ搬送部と、
前記テープ搬送部から搬送されるテープを押圧しながら前記被貼付面に貼り付ける貼付ヘッドと、
前記テープ搬送部から前記貼付ヘッドへ搬送されるテープの下面に処理剤を塗布する処理剤塗布部と、
前記テープ搬送部から前記貼付ヘッドへ搬送されるテープに刃を押し当ててテープを切断するテープ切断部と、
を備え、
前記処理剤塗布部は、テープへの前記処理剤の塗布を安定させるためにテープを下方から支持するテープ支持部を有し、
前記テープ切断部は、前記刃と前記テープ支持部とでテープをはさんで切断することを特徴とする、テープ貼付装置。
続きを表示(約 140 文字)
【請求項2】
前記テープ支持部は、前記処理剤塗布部の前記処理剤を吐出する吐出口よりもテープの搬送方向の上流側に設けられていることを特徴とする、請求項1に記載のテープ貼付装置。
【請求項3】
前記処理剤は接着剤であることを特徴とする、請求項1に記載のテープ貼付装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、繊維束を含むテープを被貼付面に貼り付けることによって繊維強化プラスチック(FRP)成形品などを製造するテープ貼付装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
炭素繊維などの繊維束をワークの被貼付面に貼り付けてゆくことで、所望の形状をした繊維強化プラスチック(FRP:Fiber Reinforced Plastics)成形品が製造できることが知られている。
【0003】
FRP成形品の製法には、ATL(Auto Tape Layup)法、AFP(Auto Fiber Placement)法など種々の称呼があるが、これらの製法は厳密に区別されているものではない。本明細書においては、繊維束を押圧しながら被貼付面に貼り付けていく製法を総称してATL法と記し、その装置を繊維束貼付装置と記すこととする。
【0004】
特許文献1には、ATL法を実施する施工法が開示されている。この施工法では、図7に示すように一般的にプリプレグテープ、UDテープと呼ばれる、繊維束にあらかじめ樹脂を含浸させてテープ状に成形したもの(テープA)をATLヘッド90のフィーダー91から貼付ヘッド92へ搬送し、加熱および加圧しながらワーク95の被貼付面95aへ貼り付けるテープ貼付装置が開示されている。また、フィーダー91と貼付ヘッド92の間には、接着剤塗布手段93と加熱手段94を有しており、フィーダー91から送り出されたテープAは接着剤塗布手段93によって被貼付面95aへの貼付面(下面)に熱硬化性の接着剤Sが塗布され、また、加熱手段94によって接着剤Sが加熱されて接着剤Sの硬化反応が開始した状態で、貼付ヘッド92によって被貼付面95aに貼り付けられる。
【先行技術文献】
【特許文献】
【0005】
特開2022-151326号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
テープAを被貼付面95aに貼り進めていくと、被貼付面95aからテープAがはみ出さないよう、テープAを切断する必要が生じる。そのため、ATLヘッド90はテープAのテープ切断部96を有している。具体的にはフィーダー91と貼付ヘッド92の間にテープ切断部96として刃97とアンビル98とがテープAをはさむように配置されており、テープAの切断時には図示しない駆動部により刃97がアンビル98に向かって移動し、テープAをはさんで刃97をアンビル98に押し当てることによりテープAを所定の長さで切断する。
【0007】
一方、このように貼付ヘッド92とフィーダー91の間に接着剤塗布手段93、加熱手段94、テープ切断部96、というように構成機器が数多く配置されてしまう場合、ATLヘッド90全体のサイズが増大し、このATLヘッド90を動作させるためのガントリやロボットの負荷が大きくなり、動作速度や精度に悪影響が出る可能性がある。また、これらの構成機器とワーク95とが干渉する可能性が高くなり、テープAの貼り付けが可能なワーク95の形状に制限が生じるおそれがあった。
【0008】
本発明は、上記問題点を鑑み、動作速度や精度に悪影響が出ないように軽量化することができるテープ貼付装置を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記課題を解決するために本発明のテープ貼付装置は、被貼付面に貼り付けるためのテープを搬送するテープ搬送部と、前記テープ搬送部から搬送されるテープを押圧しながら前記被貼付面に貼り付ける貼付ヘッドと、前記テープ搬送部から前記貼付ヘッドへ搬送されるテープの下面に処理剤を塗布する処理剤塗布部と、前記テープ搬送部から前記貼付ヘッドへ搬送されるテープに刃を押し当ててテープを切断するテープ切断部と、を備え、前記処理剤塗布部は、テープへの前記処理剤の塗布を安定させるためにテープを下方から支持するテープ支持部を有し、前記テープ切断部は、前記刃と前記テープ支持部とでテープをはさんで切断することを特徴としている。
【0010】
本発明のテープ貼付装置では、刃とテープ支持部とでテープをはさんで切断する、すなわち処理剤塗布部のテープ支持部をアンビル代わりにすることにより、テープ貼付装置を構成する部材の点数を減らすことができ、ATLヘッドだけでなくそれを移動させるガントリやロボットの軽量化を図ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
4か月前
津田駒工業株式会社
連続成形機
7か月前
東レ株式会社
プリプレグテープ
1か月前
株式会社日本製鋼所
押出機
20日前
個人
射出ミキシングノズル
14日前
帝人株式会社
成形体の製造方法
3か月前
東レ株式会社
一体化成形品の製造方法
2か月前
株式会社リコー
シート剥離装置
2か月前
株式会社日本製鋼所
押出成形装置
1か月前
三菱自動車工業株式会社
予熱装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
24日前
株式会社日本製鋼所
押出成形装置
1か月前
株式会社リコー
シート処理システム
2か月前
トヨタ自動車株式会社
真空成形装置
5か月前
株式会社ニフコ
樹脂製品の製造方法
9日前
株式会社リコー
シート処理システム
2か月前
小林工業株式会社
振動溶着機
4か月前
KTX株式会社
シェル型の作製方法
3か月前
大塚テクノ株式会社
樹脂製の構造体
7か月前
トヨタ自動車株式会社
真空成形方法
5か月前
株式会社城北精工所
押出成形用ダイ
7か月前
東レ株式会社
二軸配向ポリエステルフィルム
3か月前
株式会社スリーエス
光造形装置
5か月前
株式会社カネカ
再生アクリル樹脂の製造方法
9日前
日本プラスト株式会社
嵌合構造
21日前
三菱ケミカル株式会社
複合物品の製造方法。
14日前
NISSHA株式会社
加飾成形品の製造方法
6か月前
株式会社コスメック
磁気クランプ装置
1か月前
豊田鉄工株式会社
接合体及び接合方法
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
3か月前
株式会社日本製鋼所
射出成形機
3か月前
株式会社イクスフロー
成形装置
6か月前
三光合成株式会社
ガス排出供給構造体
15日前
ヒロホー株式会社
搬送容器の製造方法
3か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
株式会社日本製鋼所
プリプレグ製造装置
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































