TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024135338
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023045967
出願日
2023-03-22
発明の名称
締結構造体の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B21J
15/00 20060101AFI20240927BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】セルフピアスリベットで締結される対象のうちセルフピアスリベットの先端側と接する部材がダイキャスト製品となる場合に、セルフピアスリベットの打ち込みに起因したダイキャスト製品の割れを抑制しつつ製造効率の向上を図ることが可能な締結構造体の製造方法を得る。
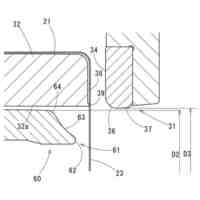
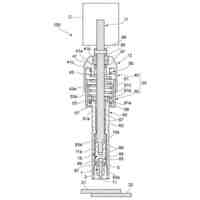
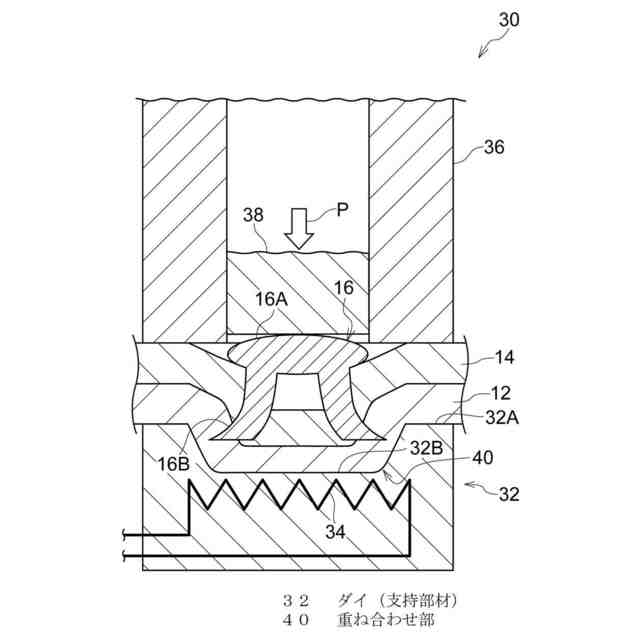
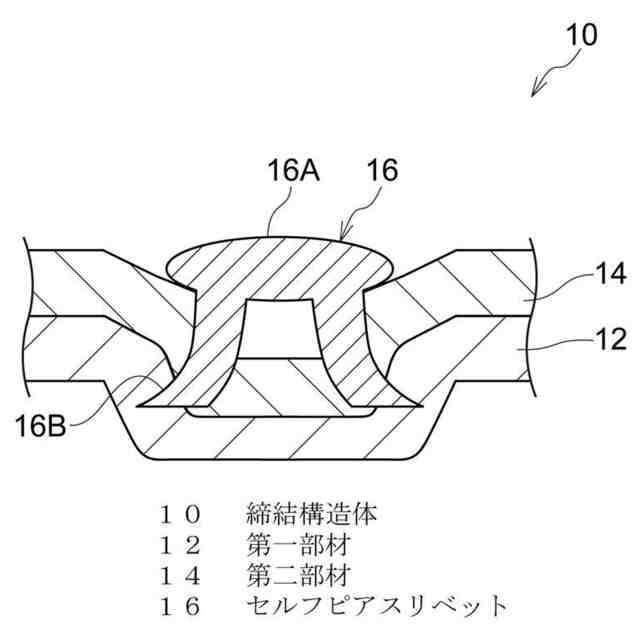
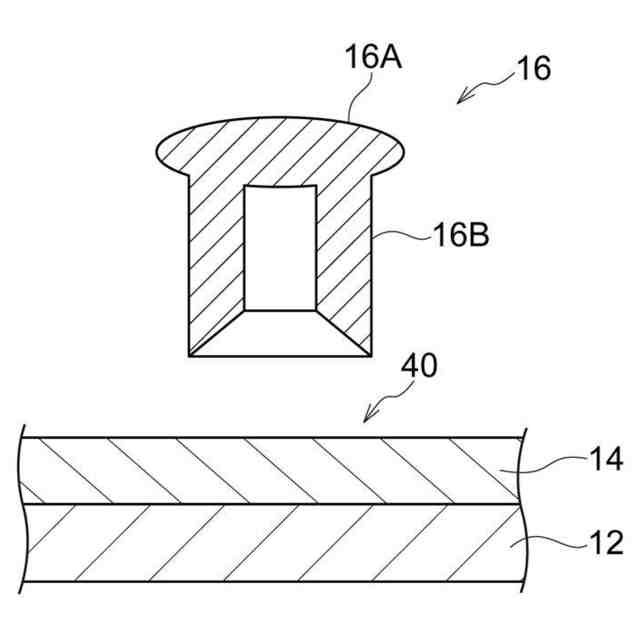
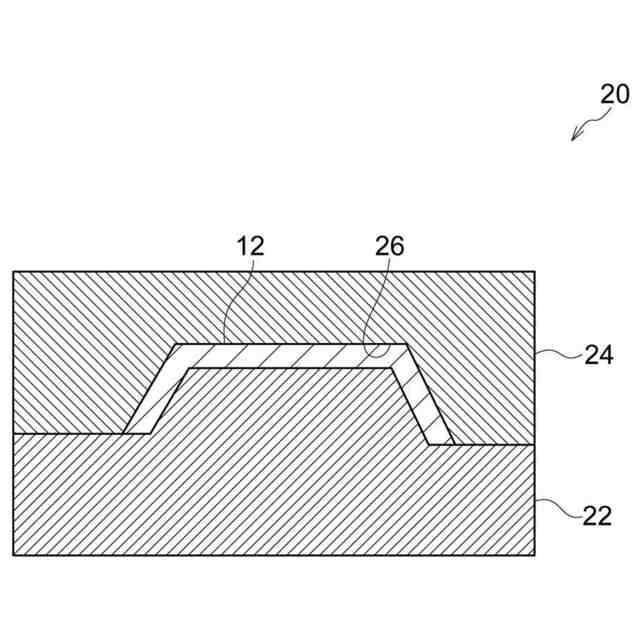
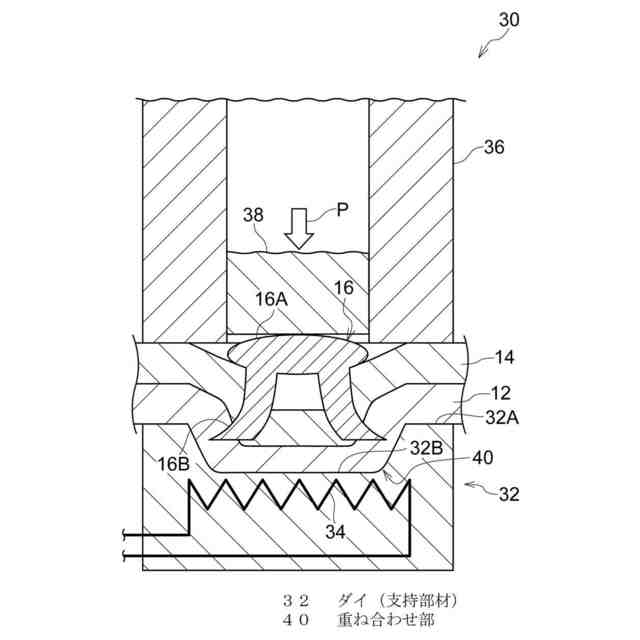
【解決手段】成形工程で第一部材12をダイキャストにより成形する。成形工程の後の打込工程では、第一部材12にその成形時の熱が残留しているうちに、第一部材12に第二部材14を重ね合わせた重ね合わせ部40に対して、第二部材14側からセルフピアスリベット16を打ち込む。これにより、第一部材12は、常温時に比べて延性が高い状態でセルフピアスリベット16が打ち込まれることになるので、打込工程において第一部材12が割れ難くなる。
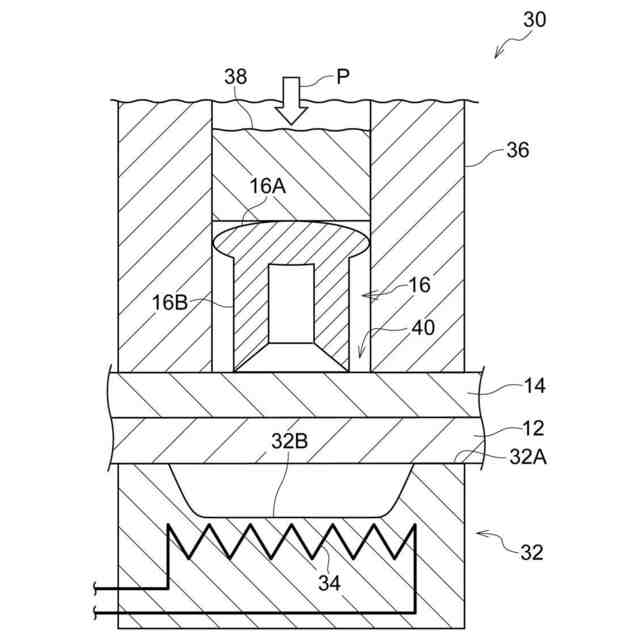
【選択図】図5
特許請求の範囲
【請求項1】
第一部材をダイキャストにより成形する成形工程と、
前記成形工程の後、前記第一部材にその成形時の熱が残留しているうちに、前記第一部材に第二部材を重ね合わせた重ね合わせ部に対して、前記第二部材側からセルフピアスリベットを打ち込む打込工程と、
を含む締結構造体の製造方法。
続きを表示(約 110 文字)
【請求項2】
前記打込工程において、前記第一部材を前記セルフピアスリベットの打ち込み側とは反対側から支持する支持部材から、前記第一部材において前記第二部材と重なる部分を加熱する、請求項1に記載の締結構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、締結構造体の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
下記特許文献1には、互いに重ね合わせられた一対の被接合板材をセルフピアスリベットで接合(締結)する技術が開示されている。この先行技術について簡単に説明すると、セルフピアスリベットは、中空状の脚部で一対の被接合板材に穴をあけて一対の被接合板材を接合するものとされる。そして、この先行技術では、セルフピアスリベットで接合する接合部を加熱することによって接合部の延性を高めて接合部における破断(割れ)の発生を抑えている。
【先行技術文献】
【特許文献】
【0003】
特開2010-188383号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、セルフピアスリベットで接合(締結)される対象のうちセルフピアスリベットの先端側と接する部材がダイキャスト製品となる場合がある。そのような場合に上記先行技術が適用されることも考えられるが、製造効率の向上を図る点で改善の余地がある。
【0005】
本発明は、上記事実を考慮して、セルフピアスリベットで締結される対象のうちセルフピアスリベットの先端側と接する部材がダイキャスト製品となる場合に、セルフピアスリベットの打ち込みに起因したダイキャスト製品の割れを抑制しつつ製造効率の向上を図ることが可能な締結構造体の製造方法を得ることが目的である。
【課題を解決するための手段】
【0006】
請求項1に記載する本発明の締結構造体の製造方法は、第一部材をダイキャストにより成形する成形工程と、前記成形工程の後、前記第一部材にその成形時の熱が残留しているうちに、前記第一部材に第二部材を重ね合わせた重ね合わせ部に対して、前記第二部材側からセルフピアスリベットを打ち込む打込工程と、を含む。
【0007】
上記構成によれば、成形工程で第一部材をダイキャストにより成形する。成形工程の後の打込工程では、第一部材にその成形時の熱が残留しているうちに、第一部材に第二部材を重ね合わせた重ね合わせ部に対して、第二部材側からセルフピアスリベットを打ち込む。これにより、第一部材は、常温時に比べて延性が高い状態でセルフピアスリベットが打ち込まれることになるので、打込工程において第一部材が割れ難くなる。すなわち、第一部材の成形時に第一部材に付与された熱を有効に利用して第一部材の割れを抑えることができる。また、この締結構造体の製造方法では、成形工程の後に第一部材が冷めるまで待つことなく打込工程を実行するので、第一部材が冷めるまでの時間を有効活用でき、締結構造体の製造時間を短縮することができる。
【0008】
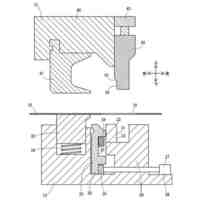
請求項2に記載する本発明の締結構造体の製造方法は、請求項1に記載の構成において、前記打込工程において、前記第一部材を前記セルフピアスリベットの打ち込み側とは反対側から支持する支持部材から、前記第一部材において前記第二部材と重なる部分を加熱する。
【0009】
上記構成によれば、打込工程において、第一部材をセルフピアスリベットの打ち込み側とは反対側から支持する支持部材から、第一部材において第二部材と重なる部分が加熱される。このため、打込工程の際における第一部材の延性を更に高めることができ、打込工程において第一部材が一層割れ難くなる。また、第一部材にはその成形時の熱が残留しているので、第一部材の延性を良好に確保するのに必要な加熱量は抑えることができる。
【発明の効果】
【0010】
以上説明したように、本発明の締結構造体の製造方法によれば、セルフピアスリベットで締結される対象のうちセルフピアスリベットの先端側と接する部材がダイキャスト製品となる場合に、セルフピアスリベットの打ち込みに起因したダイキャスト製品の割れを抑制しつつ製造効率の向上を図ることが可能になるという優れた効果を有する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
2か月前
株式会社プロテリアル
熱間鍛造用金型
20日前
トヨタ自動車株式会社
プレス金型
1か月前
トヨタ紡織株式会社
金型装置
1か月前
株式会社ゴーシュー
歯車素材
13日前
大裕株式会社
鋼矢板の矯正装置
2か月前
トヨタ自動車株式会社
プレス成型方法
3か月前
日産自動車株式会社
逐次成形方法
10日前
石田鉄工株式会社
格子状製品の製造方法
1か月前
株式会社小矢部精機
膜厚制御装置
2か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
6日前
A株式会社
接合部材、及び、骨組み構造体
6日前
株式会社リード
金属管曲げ型
3か月前
株式会社不二越
歯車転造加工ユニット
3か月前
村田機械株式会社
上型ホルダ及びプレス機械
2か月前
ニデック株式会社
金型及び打ち抜き方法
1か月前
冨士発條株式会社
トリミング装置
17日前
大同特殊鋼株式会社
鋼種判別装置
2か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
ニデック株式会社
金型及びプレス加工装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
2か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
23日前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
3か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
3か月前
株式会社吉野機械製作所
プレス機械及びプレス加工方法
13日前
株式会社神戸製鋼所
金属板の曲げ加工方法
13日前
株式会社神戸製鋼所
圧延機の板厚制御方法
13日前
株式会社伊藤
突起を有する板材の曲げ加工方法及びその装置
2か月前
株式会社神戸製鋼所
接合工具及び接合方法
7日前
オーエスジー株式会社
組合せダイス
6日前
日本製鉄株式会社
被圧延材の蛇行制御方法
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ