TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024135047
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023045543
出願日
2023-03-22
発明の名称
タイヤの製造方法
出願人
住友ゴム工業株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
B29D
30/72 20060101AFI20240927BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】外観品質と操縦安定性との両立を達成できる、タイヤの製造方法の提供。
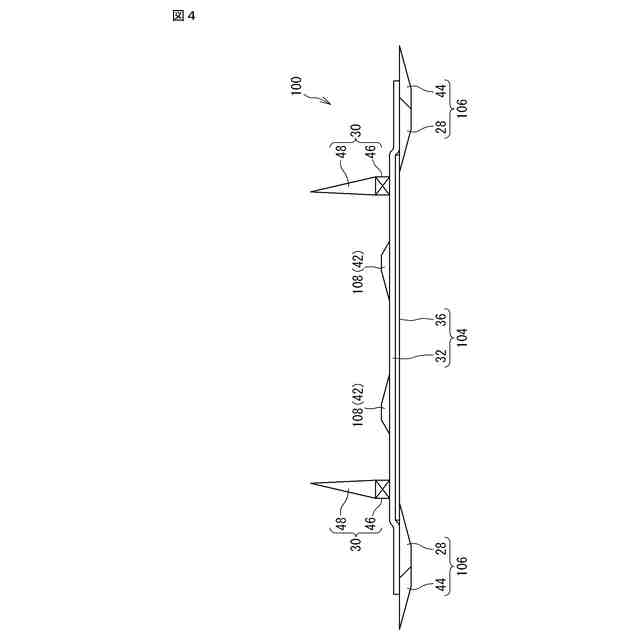
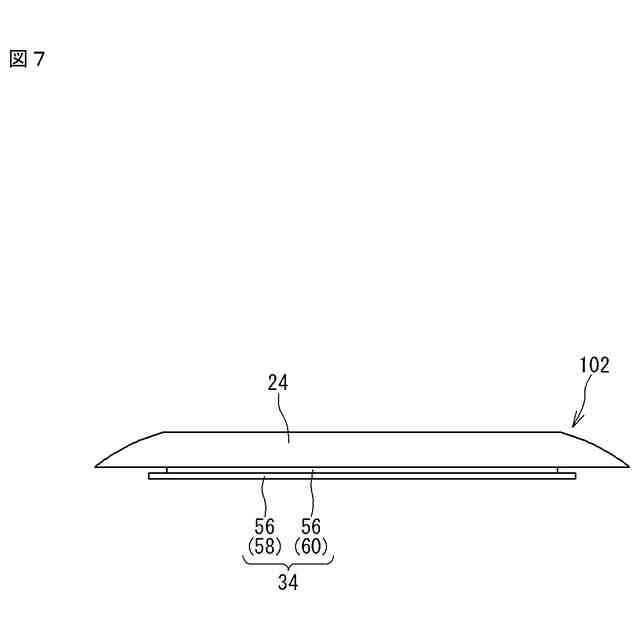
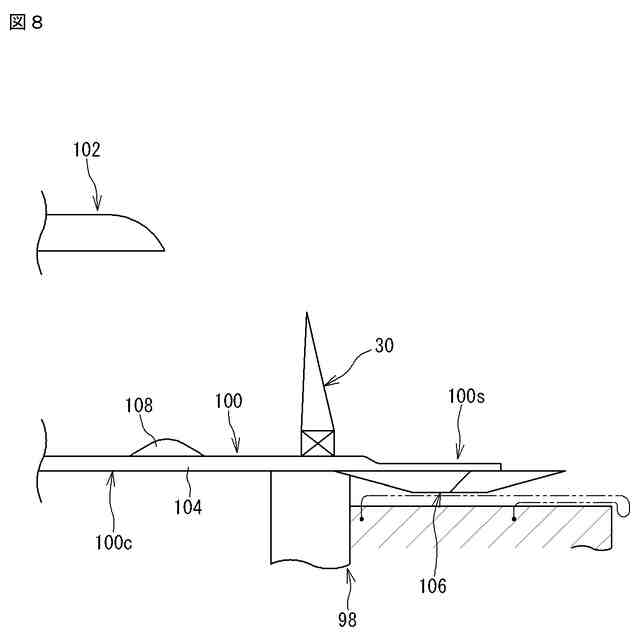
【解決手段】タイヤの製造方法は、生タイヤを成形する工程と、生タイヤを加圧及び加熱する工程とを含む。生タイヤのサイドウォール26は、外側エレメント42と内側エレメント44とで形成される。生タイヤの成形工程は、第一カバー100を成形する第一成形工程と、第二カバー102を成形する第二成形工程と、第二カバー102に第一カバー100を組み合わせるアッセンブリー工程とを含む。アッセンブリー工程において、第一カバー100の中央部分100cを膨張させて、第二カバー102に中央部分100cを接合することで、外側エレメント42の一部が生タイヤのトレッド24で覆われる。第一カバー100の外側部分100sを生タイヤのビード30で折り返して、内側エレメント44が外側エレメント42に接合される。
【選択図】図4
特許請求の範囲
【請求項1】
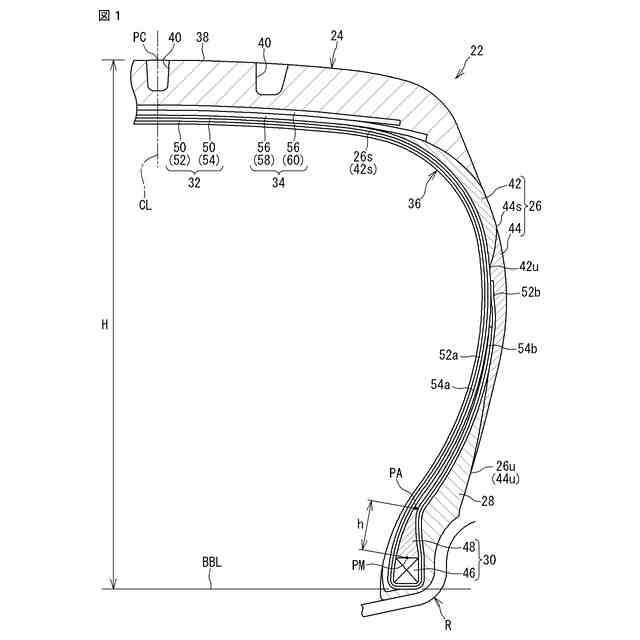
一対のビードと、カーカスと、トレッドと、一対のサイドウォールとを備え、各前記ビードが、リング状のコアと前記コアの径方向外側に位置するエイペックスとを備え、前記カーカスが一対の前記ビードの間を架け渡し、各前記ビードにおいて折り返されるカーカスプライを備え、前記トレッドが前記カーカスの径方向外側に位置し、各前記サイドウォールが前記カーカスの軸方向外側に位置する、タイヤを製造するための方法であって、
前記タイヤのための生タイヤを成形する工程と、
前記生タイヤを加圧及び加熱する工程と
を含み、
前記生タイヤにおける各前記サイドウォールが、外側エレメントと内側エレメントとを組み合わせることで形成され、
前記生タイヤの成形工程が、
第一カバーを成形する、第一成形工程と、
第二カバーを成形する、第二成形工程と、
前記第一カバーの形状を整えながら、前記第二カバーに前記第一カバーを組み合わせる、アッセンブリー工程と
を含み、
前記第一カバーが、前記カーカスプライを含む筒状のカーカス部材と、前記カーカス部材の径方向内側に位置する一対の前記内側エレメントと、前記カーカス部材の径方向外側に位置する一対の前記ビードと、前記カーカス部材の径方向外側において一対の前記ビードの間に位置する一対の前記外側エレメントとを備え、
前記第一カバーにおいて前記内側エレメントの一部が前記カーカス部材から突出し、
前記第二カバーが前記トレッドを備え、
前記アッセンブリー工程において、
前記第一カバーの中央部分を膨張させて、各前記ビードと前記第二カバーとに前記中央部分を接合することで、外側エレメントの一部が前記トレッドで覆われ、
前記第一カバーの外側部分を前記ビードで折り返して、前記内側エレメントの一部が、前記外側エレメントのうち前記トレッドから突出する部分に接合される、
タイヤの製造方法。
続きを表示(約 390 文字)
【請求項2】
前記カーカス部材の端から前記内側エレメントの外端までの距離が10mm以上20mm以下である、
請求項1に記載のタイヤの製造方法。
【請求項3】
前記トレッドの端から前記外側エレメントの内端までの距離が15mm以上50mm以下である、
請求項1又は2に記載のタイヤの製造方法。
【請求項4】
前記外側エレメントと前記内側エレメントとの境界の外端が、前記タイヤの外面に含まれ、
前記境界の中心点と前記外端とを結ぶ線分が、前記外端における前記タイヤの外面の接線に対してなす角度が40度以下である、
請求項1又は2に記載のタイヤの製造方法。
【請求項5】
前記外側エレメントと前記内側エレメントとの境界の長さが25mm以下である、
請求項1又は2に記載のタイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤの製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
タイヤは、生タイヤをモールド内で加圧及び加熱することで得られる。生タイヤは、成形装置において、トレッドやサイドウォール等の要素を組み合わせるとともにこれらを所定の形状に整えることで得られる。
高品質なタイヤを安定に製造するために、タイヤの製造方法について様々な検討が行われている(例えば、下記の特許文献1)。
【0003】
生タイヤの成形方法として、2ステージ製法が知られている。2ステージ製法では、生タイヤを得るために、第一カバーと第二カバーとが準備される。第一カバーは、例えば、インナーライナー、カーカスプライ、ビード、クリンチ及びサイドウォールを含む。第二カバーは、例えば、ベルト及びトレッドを含む。
【0004】
タイヤには、サイドウォールをトレッドに載せた構造(以下、SOT構造)を有するタイヤと、トレッドをサイドウォールに載せた構造(以下、TOS構造)を有するタイヤとがある。構造の違いは、生タイヤの組み立て方の違いによる。
【0005】
図12-14は、SOT構造の生タイヤの組み立て方(以下、SOT工法とも呼ばれる。)を説明する。
図12は、シェーピングフォーマSFにセットされた第一カバー2及び第二カバー4の一部を示す。シェーピングフォーマSFにおいて第一カバー2は、第二カバー4の内側に配置される。
【0006】
第一カバー2は、一対のサイド部材6、カーカス部材8及び一対のビード10を備える。サイド部材6、カーカス部材8及びビード10は円環状である。サイド部材6に含まれる代表的な要素はクリンチ及びサイドウォールである。カーカス部材8に含まれる代表的な要素はインナーライナー及びカーカスプライである。
第一ドラム(図示されず)において、サイド部材6を形成した後、カーカス部材8が形成される。カーカス部材8にビード10を組み合わせ、第一カバー2が得られる。
【0007】
図12に示されるように、サイド部材6の一部はカーカス部材8から突出する。この突出部分はサイドウォールで構成される。
ビード10は、カーカス部材8の端から所定距離内側に離した位置に配置される。第一カバー2のうちビード10の外側に位置する部分は、外側部分2sとも呼ばれる。第一カバー2のうち一対のビード10の間に位置する部分は中央部分2cとも呼ばれる。
【0008】
第二カバー4は、第二ドラム(図示されず)において、シート状のベルトプライを巻いてベルトを形成した後、このベルト上にトレッドを形成することで得られる。
【0009】
第一カバー2及び第二カバー4が形成されると、シェーピングフォーマSFにおいてこれらが組み合わされる。
図12において二点鎖線で示されるように、第一カバー2の中央部分2cの内側に空気が充填され、中央部分2cが膨らまされる。そして図13に示されるように、中央部分2cを膨張させて、中央部分2cがビード10と第二カバー4とに接合される。そして、例えば、ブラダーBを膨張させる等して、二点鎖線で示されるように、第一カバー2の外側部分2sがビード10で折り返される。図14に示されるように、外側部分2sがビード10と中央部分2cとに接合される。カーカス部材8から突出するサイド部材6の一部が第二カバー4のトレッドの端に載せられる。これにより、SOT構造の生タイヤ12sが得られる。
【0010】
図15-19は、TOS構造の生タイヤの組み立て方(以下、TOS工法とも呼ばれる。)を説明する。
TOS工法では、筒状のカーカス部材8が第一ドラムFDに形成される。図15に示されるように、ビード10がカーカス部材8に組み合わされる。
ビード10は、カーカス部材8の端から所定距離内側に離した位置に配置される。カーカス部材8のうちビード10の外側に位置する部分は、外側部分8sとも呼ばれる。カーカス部材8のうち一対のビード10の間に位置する部分は中央部分8cとも呼ばれる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
シート成形口金
10か月前
東レ株式会社
金型の製造方法
10か月前
東レ株式会社
プリプレグテープ
2か月前
津田駒工業株式会社
連続成形機
8か月前
個人
射出ミキシングノズル
1か月前
株式会社日本製鋼所
押出機
1か月前
輝創株式会社
接合方法
10か月前
東レ株式会社
延伸フィルムの製造方法
10か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
帝人株式会社
成形体の製造方法
4か月前
株式会社シロハチ
真空チャンバ
27日前
六浦工業株式会社
接着装置
10か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
グンゼ株式会社
印刷層の除去方法
10か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
株式会社リコー
シート処理システム
3か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社城北精工所
押出成形用ダイ
8か月前
個人
超高速射出点描画による熱溶解積層法
10か月前
トヨタ自動車株式会社
真空成形方法
6か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
小林工業株式会社
振動溶着機
5か月前
株式会社リコー
シート処理システム
3か月前
トヨタ自動車株式会社
真空成形装置
6か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
株式会社日本製鋼所
射出成形機
4か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
株式会社日本製鋼所
射出成形機
17日前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































