TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024132235
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023042941
出願日
2023-03-17
発明の名称
表面被覆切削工具
出願人
三菱マテリアル株式会社
代理人
個人
主分類
B23B
27/14 20060101AFI20240920BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ステンレス鋼の切削でも長寿命の切削工具の提供。
【解決手段】基材1側の第1層5と表面側の第2層6を有し、第1層は、Al
a1
Ti
1-a1
N(0.60≦a1≦0.90)の第1a層とAl
b1
Ti
1-b1
N(0.10≦b1≦0.55)の第1b層との積層で、第1a層の厚さx1aが0.5~10.0nm、第1b層の厚さx1bが0.5~10.0nm、x1a/x1bが0.7~1.3、第1a層と第1b層の結晶粒が90~180nm、第2層は、Al
a2
Ti
1-a2
N(0.50≦a2≦0.80)の第2a層とAl
b2
Ti
1-b2
N(0.0<b2≦0.45)の第2b層(a1>a2、b1>b2)との積層で、第2a層の厚さx2aが1.0~15.0nm、第2b層の厚さx2bが1.4~20.0nm、x2a/x2bが0.7~1.3、第2a層と第2b層の結晶粒が10~85nmの表面被覆切削工具。
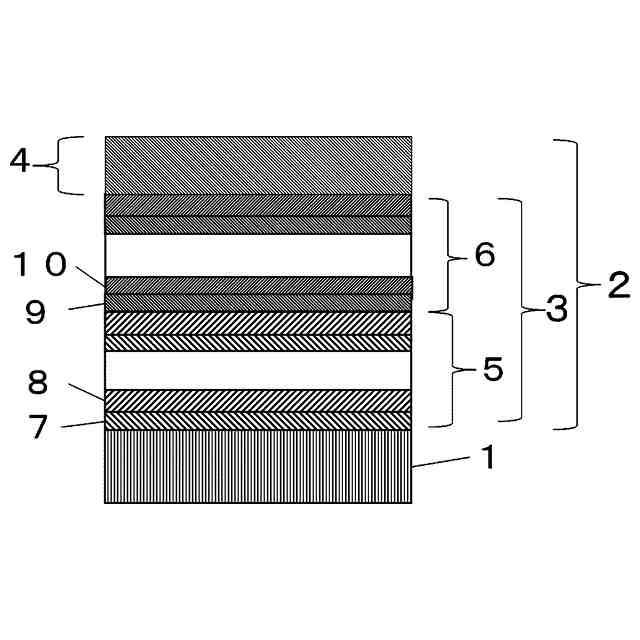
【選択図】図1
特許請求の範囲
【請求項1】
基体と該基体に設けられた被覆層を有し、
(a)前記被覆層は、前記基材側に第1層、工具表面側に第2層を有し、
(b)前記第1層は、第1a層であるAl
a1
Ti
1-a1
N(0.60≦a1≦0.90)の平均組成を有する層と、第1b層であるAl
b1
Ti
1-b1
N(0.10≦b1≦0.55)の平均組成を有する層との交互積層であり、
(c)前記第1a層の平均厚さx1aが0.5nm以上、10.0nm以下であり、前記第1b層の平均厚さx1bが0.5nm以上、10.0nm以下であって、x1a/x1bが0.7以上、1.3以下であり、
(d)前記第1a層および前記第1b層の結晶粒の平均粒径が、共に、90nm以上、180nm以下であり、
(e)前記第2層は、第2a層であるAl
a2
Ti
1-a2
N(0.50≦a2≦0.80)の平均組成を有する層と、第2b層であるAl
b2
Ti
1-b2
N(0.0<b2≦0.45)の平均組成を有する層(ただし、a1>a2、b1>b2)との交互積層であり、
(f)前記第2a層の平均厚さx2aが1.0nm以上、15.0nm以下であり、前記第2b層の平均厚さx2bが1.4nm以上、20.0nm以下であって、x2a/x2bが0.7以上、1.3以下であり、
(g)前記第2a層および前記第2b層の結晶粒の平均粒径が、共に、10nm以上、85nm以下である
ことを特徴とする表面被覆切削工具。
続きを表示(約 330 文字)
【請求項2】
前記第1a層、前記第1b層、前記第2a層、前記第2b層の少なくとも1層は、層種毎に選択されるM1(M1はV、Cr、Zr、Nb、Mо、Hf、Ta、W、Si元素の1種以上)を[M1]/([Al]+[Ti]+[M1])([X]は、元素Xの前記第1a層、前記第1b層、前記第2a層、前記第2b層中の原子数)が0.20以下となるように含むことを特徴とする請求項1に記載の表面被覆切削工具。
【請求項3】
前記第2層の上部に、M2(M2はTi、V、Cr、Zr、Nb、Mо、Hf、Ta、W、Al、Siの1種以上)と窒素、炭素、ホウ素および酸素の少なくとも1種を含む上部層を有すること特徴とする請求項1または2に記載の表面被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面被覆切削工具(以下、被覆工具ということがある)に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
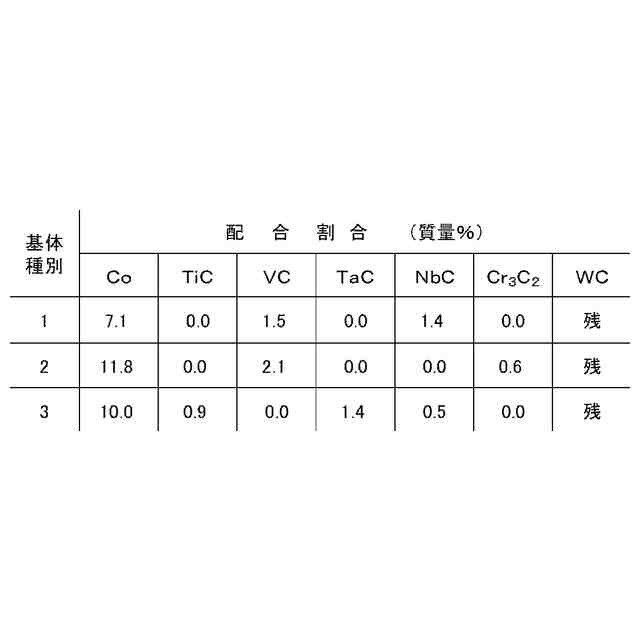
従来から、被覆工具としては、例えば、炭化タングステン(以下、WCで表す)基超硬合金等の基体に被覆層を形成したものが知られている。
そして、この被覆層の組成、層構造を調整することによって、切削性能がより一層向上した被覆工具を得る提案がなされている。
【0003】
例えば、特許文献1には、Ti
x
Al
1-x
NとTi
y
Al
1-y
N(0≦x<0.5、0.5<y≦1)の2層を、交互に繰り返して積層し、積層体の全体組成として化学量論的にアルミニウムリッチな被覆層を有する被覆工具が記載され、該被覆工具は優れた耐摩耗性、耐欠損性を有しているとされている。
【0004】
また、例えば、特許文献2には、基体上の被覆層は、Al
1-x1
Ti
x1
の第1層と、Al
1-x2
Ti
x2
の第2層とを有し、前記第1層および前記第2層が交互積層され、前記x1が前記x2よりも大きく、複数の前記第1層は、隣り合う2つの前記第1層において、前記基体の近くに位置するものより、前記基体から離れて位置するものの厚みが薄い第1領域を有している被覆工具が記載され、該被覆工具は耐久性を有するとされている。
【0005】
さらに、例えば、特許文献3には、被覆層がナノメートルオーダーの大きさの結晶粒径を有する少なくとも2つの異なるコーティング部分AおよびBを有するAlTiNコーティングであって、前記コーティング部分Aは、前記コーティング部分Bと比較して、より大きい結晶粒径を有し、かつより高い弾性係数を示すものである被覆工具が記載され、該被覆工具は耐摩耗性が向上しているとされている。
【先行技術文献】
【特許文献】
【0006】
特開平7-97679号公報
国際公開第2018/235747号
国際公開第2014/045049号
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、前記事情や前記提案を鑑みてなされたものであって、ステンレス鋼等の切削加工に供して優れた耐摩耗性および耐欠損性を有する切削工具を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の実施形態に係る表面被覆切削工具は、
基体と該基体に設けられた被覆層を有し、
(a)前記被覆層は、前記基材側に第1層、工具表面側に第2層を有し、
(b)前記第1層は、第1a層であるAl
a1
Ti
1-a1
N(0.60≦a1≦0.90)の平均組成を有する層と、第1b層であるAl
b1
Ti
1-b1
N(0.10≦b1≦0.55)の平均組成を有する層との交互積層であり、
(c)前記第1a層の平均厚さx1aが0.5nm以上、10.0nm以下であり、前記第1b層の平均厚さx1bが0.5nm以上、10.0nm以下であって、x1a/x1bが0.7以上、1.3以下であり、
(d)前記第1a層および前記第1b層の結晶粒の平均粒径が、共に、90nm以上、180nm以下であり、
(e)前記第2層は、第2a層であるAl
a2
Ti
1-a2
N(0.50≦a2≦0.80)の平均組成を有する層と、第2b層であるAl
b2
Ti
1-b2
N(0.02<b2≦0.45)の平均組成を有する層(ただし、a1>a2、b1>b2)との交互積層であり、
(f)前記第2a層の平均厚さx2aが1.0nm以上、15.0nm以下であり、前記第2b層の平均厚さx2bが1.4nm以上、20.0nm以下であって、x2a/x2bが0.7以上、1.3以下であり、
(g)前記第2a層および前記第2b層の結晶粒の平均粒径が、共に、10nm以上、85nm以下である。
【0009】
前記実施形態に係る表面被覆切削工具は、(1)、(2)の少なくとも一つを満足していてもよい。
【0010】
(1)前記第1a層、前記第1b層、前記第2a層、前記第2b層の少なくとも1層は、層種毎に選択されるM1(M1はV、Cr、Zr、Nb、Mо、Hf、Ta、W、Si元素の1種以上)を[M1]/([Al]+[Ti]+[M1])([X]は、元素Xの前記第1a層、前記第1b層、前記第2a層、前記第2b層中の原子数)が0.20以下となるように含むこと。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
個人
コンタクトチップ
2か月前
日東精工株式会社
組み付け装置
1か月前
シヤチハタ株式会社
組立ライン
1か月前
有限会社津谷工業
切削工具
20日前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
ダイハツ工業株式会社
冷却構造
1か月前
株式会社ダイヘン
インチング制御方法
2か月前
株式会社不二越
歯車研削盤
1か月前
株式会社不二越
歯車加工機
19日前
株式会社浪速試錐工業所
防風カバー
1か月前
住友重機械工業株式会社
レーザ装置
1か月前
株式会社ヤマダスポット
抵抗溶接機
26日前
津田駒工業株式会社
工作機械用の主軸装置
2か月前
株式会社ダイヘン
アークスタート制御方法
2か月前
株式会社メタルクリエイト
切削装置
1か月前
株式会社FUJI
自動化用パレット
7日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
工機ホールディングス株式会社
作業機
19日前
ブラザー工業株式会社
工作機械
1か月前
工機ホールディングス株式会社
作業機
19日前
株式会社ダイヘン
2重シールドティグ溶接方法
27日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
日進工具株式会社
切削工具
2か月前
トヨタ自動車株式会社
スパッタ検出方法
14日前
株式会社ダイヘン
熱加工システム
2か月前
オークマ株式会社
切削液循環装置
2か月前
ダイハツ工業株式会社
マシニングセンタ
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ