TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024131459
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023041728
出願日
2023-03-16
発明の名称
塗工方法
出願人
株式会社SCREENホールディングス
代理人
個人
主分類
B05D
7/00 20060101AFI20240920BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】粘着剤層の電解質膜に対する粘着力を適度に抑えつつも、触媒インクの塗工に伴って電解質膜が膨潤変形することを低減できる技術を提供する。
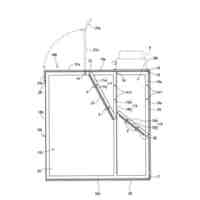
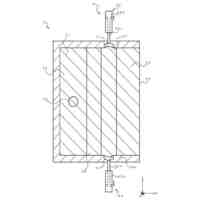
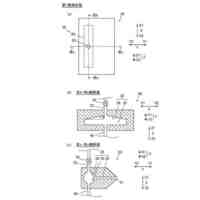
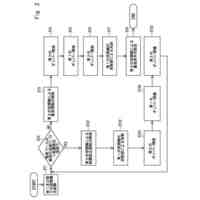
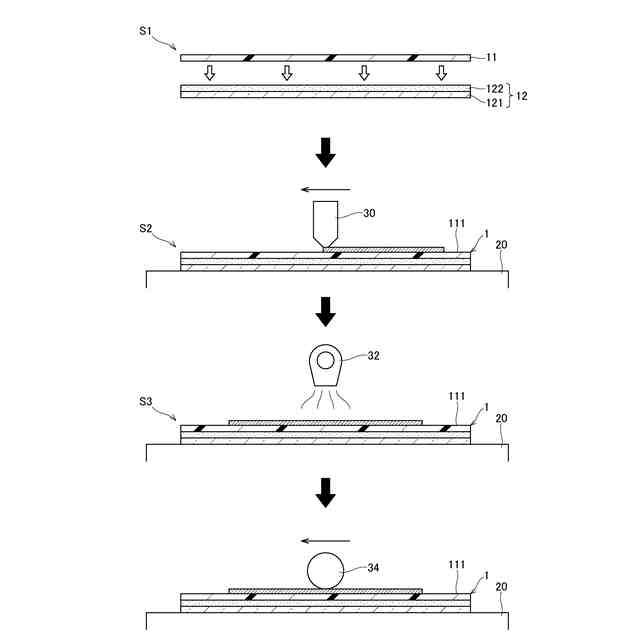
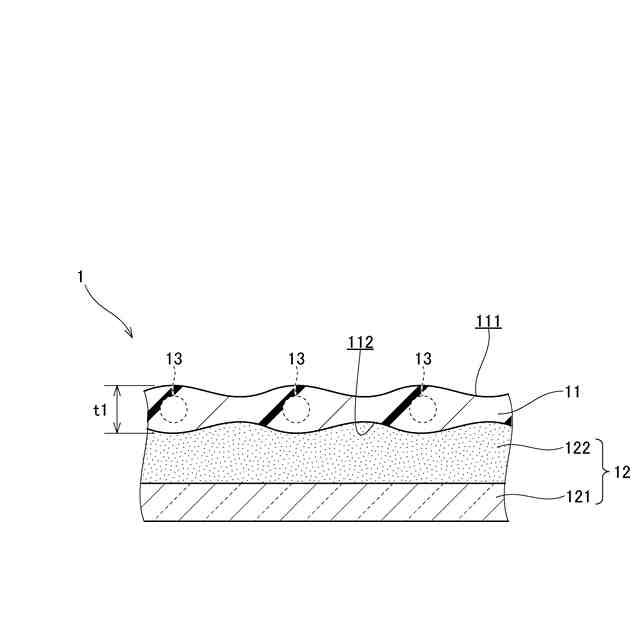
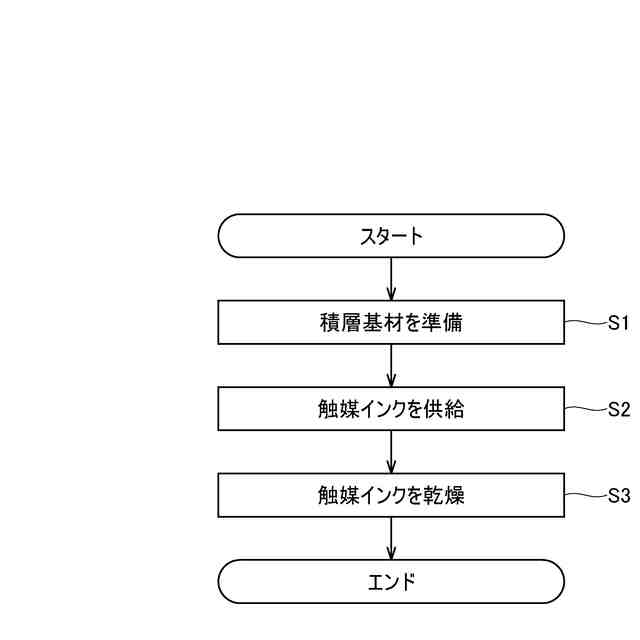
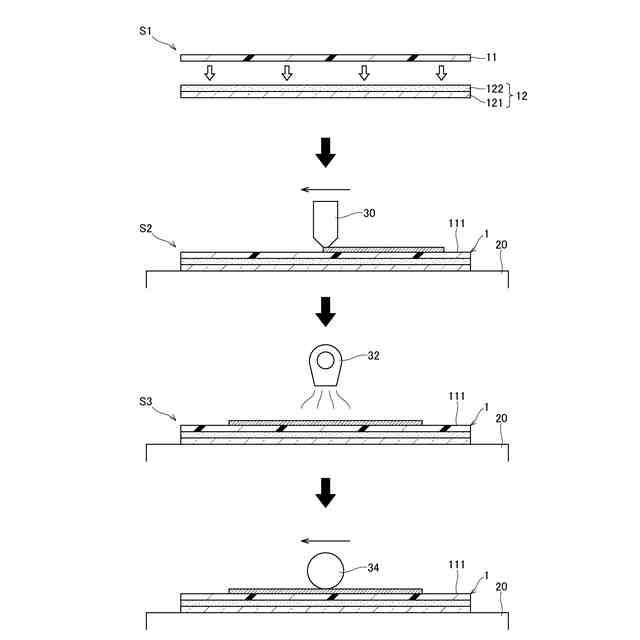
【解決手段】塗工方法は、電解質膜11と、電解質膜11を支持するための支持フィルム12とを含む積層基材1を準備する準備ステップS1と、積層基材1における電解質膜11の表面に触媒インクを塗工する塗工ステップS2とを含む。支持フィルム12は、ベースフィルム121と、ベースフィルム121の一方の面を覆う粘着剤層122とを有する。粘着剤層122の厚さは、50μm以上である。
【選択図】図4
特許請求の範囲
【請求項1】
塗工方法であって、
電解質膜と、前記電解質膜を支持するための支持フィルムとを含む積層基材を準備する工程と、
前記積層基材における前記電解質膜の表面に触媒インクを塗工する工程と、
を含み、
前記支持フィルムは、
ベースフィルムと、
前記ベースフィルムの一方の面を覆う粘着剤層と、
を有し、
前記電解質膜に貼合される前の前記粘着剤層の厚さは、50μm以上である、塗工方法。
続きを表示(約 480 文字)
【請求項2】
請求項1に記載の塗工方法であって、
前記粘着剤層は、シリコーン系粘着剤を含む、塗工方法。
【請求項3】
請求項1または請求項2に記載の塗工方法であって、
JISZ0237の試験方法により測定した場合の、前記電解質膜に対する前記粘着剤層の粘着力は、0.1N/15mm以上1N/15mm以下である、塗工方法。
【請求項4】
請求項1に記載の塗工方法であって、
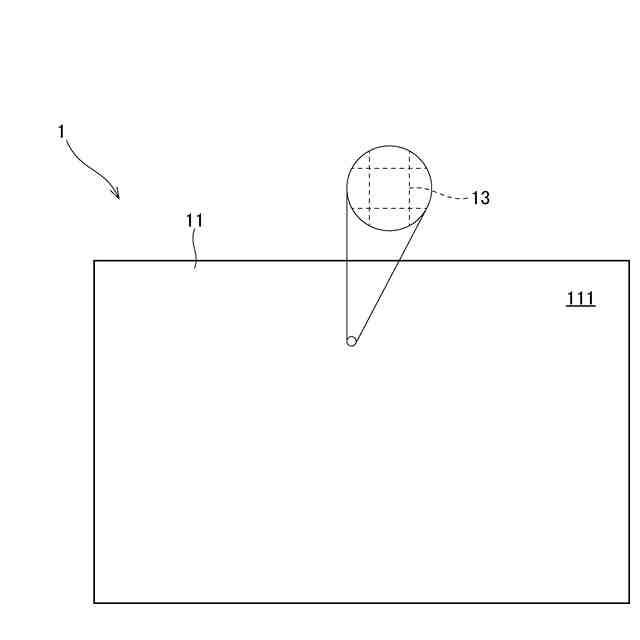
前記電解質膜は、補強層を有し、
前記電解質膜は、前記補強層に起因する凹凸を有する、塗工方法。
【請求項5】
請求項4に記載の塗工方法であって、
前記電解質膜の前記凹凸は、規則性を有する、塗工方法。
【請求項6】
請求項4または請求項5に記載の塗工方法であって、
前記電解質膜の表面粗さを示す最大高さは、10μm以上である、塗工方法。
【請求項7】
請求項6に記載の塗工方法であって、
前記電解質膜の厚さは、50μm以上である、塗工方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書で開示される主題は、塗工方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
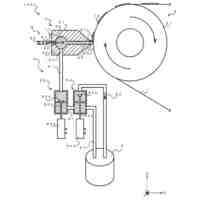
燃料電池又は水素製造用の膜・触媒層接合体(CCM:Catalyst-Coated Membrane)の製造においては、水およびアルコールを溶媒とした触媒インクが電解質膜に塗工される場合がある。このとき、電解質膜はインクの溶媒を吸収して膨潤変形する。電解質膜の厚さが大きくなると、変形力が強くなり、変形によるシワ等の発生を抑えつつ塗工や乾燥を行うのが困難である。電解質膜の変形を回避するため、粘着剤層付きの支持フィルムが貼合された電解質膜に、触媒インクの塗工が行われている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2018-001123号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
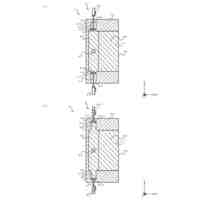
ところで、電解質膜を支持フィルムの粘着剤層に貼合した際、電解質膜と粘着剤層との界面に気泡が発生する場合がある。特に、電解質膜の表面が凹凸を有する場合、界面に気泡が発生しやすくなる。このような気泡は、膨潤変形の起点となり得るため、望ましくない。一般的に、支持フィルムの粘着剤層の粘着力を強くすることにより、電解質膜の膨潤変形を抑えることができる。しかしながら、粘着力が大きくなると、電解質膜を支持フィルムから剥離したときに電解質膜に粘着剤が残る、いわゆる糊残りが発生しやすくなる。このため、粘着力を抑えつつも、膨潤変形の発生を低減する技術が求められていた。
【0005】
本発明の目的は、電解質膜に対する粘着剤層の粘着力を抑えつつも、触媒インクの塗工に伴って電解質膜が膨潤変形することを有効に低減できる技術を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するため、第1態様は、塗工方法であって、電解質膜と、前記電解質膜を支持するための支持フィルムとを含む積層基材を準備する工程と、前記積層基材における前記電解質膜の表面に触媒インクを塗工する工程と、を含み、前記支持フィルムは、ベースフィルムと、前記ベースフィルムの一方の面を覆う粘着剤層と、を有し、前記電解質膜に貼合される前の前記粘着剤層の厚さは、50μm以上である。
【0007】
第2態様は、第1態様の塗工方法であって、前記粘着剤層は、シリコーン系粘着剤を含む。
【0008】
第3態様は、第1態様または第2態様の塗工方法であって、JISZ0237の試験方法により測定した場合の、前記電解質膜に対する前記粘着剤層の粘着力は、0.1N/15mm以上1N/15mm以下である。
【0009】
第4態様は、第1態様の塗工方法であって、前記電解質膜は、補強層を有し、前記電解質膜は、前記補強層に起因する凹凸を有する。
【0010】
第5態様は、第4態様の塗工方法であって、前記電解質膜の前記凹凸は、規則性を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
塗膜処理方法
4か月前
中国電力株式会社
塗装工具
4か月前
中外炉工業株式会社
塗布装置
3か月前
株式会社シロハチ
換気ブース
2か月前
個人
塗装ハンドル
1か月前
株式会社デュプロ
シート装飾方法
25日前
トリニティ工業株式会社
塗装設備
4か月前
大日本塗料株式会社
複層塗膜の形成方法
4か月前
東レエンジニアリング株式会社
塗布装置
1か月前
東レエンジニアリング株式会社
塗布装置
4か月前
株式会社オンテックス
塗料塗布具
1か月前
株式会社丸一
エアゾール製品の噴口構造
4か月前
東レエンジニアリング株式会社
塗布装置
4か月前
理想科学工業株式会社
液体吐出装置
4か月前
株式会社ワークス
高圧散水機
3か月前
有光工業株式会社
液体噴射装置
1か月前
株式会社大気社
塗装装置
5日前
株式会社テクノコア
液体噴霧用ノズル
2か月前
株式会社吉谷機械製作所
放水装置
4日前
大日本塗料株式会社
塗装方法および塗料セット
2か月前
株式会社吉野工業所
吐出器
5日前
コニシセイコー株式会社
ミスト発生装置
2か月前
株式会社三鷹ホールディングス
薬液噴霧器
1か月前
株式会社吉野工業所
泡吐出器
3か月前
ベステラ株式会社
PCB含有塗膜の無害化システム
3か月前
株式会社吉野工業所
液体噴出器
2か月前
東レエンジニアリング株式会社
塗布装置
4か月前
トヨタ自動車株式会社
空調システムの制御方法
1か月前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
4か月前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
4か月前
株式会社吉野工業所
吐出器
3か月前
兵神装備株式会社
流動物供給装置
25日前
株式会社吉野工業所
吐出器
1か月前
株式会社オプトラン
成膜方法及び成膜装置
1か月前
株式会社吉野工業所
ポンプ式吐出器
5日前
東レ株式会社
シート状基材への塗布装置および塗布方法
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ