TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024129313
公報種別
公開特許公報(A)
公開日
2024-09-27
出願番号
2023038435
出願日
2023-03-13
発明の名称
ヒートシール機、ラミネート型二次電池、及びラミネート型二次電池の製造方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人グランダム特許事務所
主分類
H01M
50/178 20210101AFI20240919BHJP(基本的電気素子)
要約
【課題】シール性能の低下を防止する。
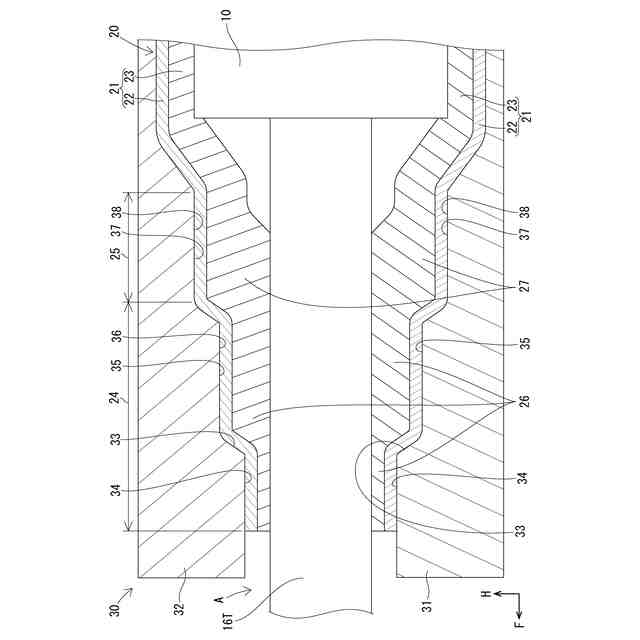
【解決手段】ヒートシール機30は、ラミネートシート21の内面に貼着された合成樹脂製のシール材23を熱溶着することによって、シール機能部26と樹脂溜まり部27とを形成する。ヒートシール機30は、ラミネートシート21の外周縁領域24を加熱及び加圧することによってシール機能部26を成形する第1成形部33と、ラミネートシート21のうち外周縁領域24の内周側に隣接する内周側隣接領域25を加熱及び加圧することによって樹脂溜まり部27を成形することが可能な第2成形部37と、を有しており、第2成形部37は、第1成形部33よりも凹んだ形状であり、且つ加圧方向と交差する平面からなる加圧面38を有している。
【選択図】図7
特許請求の範囲
【請求項1】
正極板と負極板とセパレータとを積層した積層電極体の外周縁からタブを突出させ、前記タブの基端部と前記積層電極体の全体を一対のラミネートシートによって挟んだ状態で包囲したラミネート型二次電池を製造するために用いられ、前記ラミネートシートの内面に貼着された合成樹脂製のシール材を熱溶着することによって、シール機能部と樹脂溜まり部とを形成するヒートシール機であって、
前記ラミネートシートの外周縁領域を加熱及び加圧することによって前記シール機能部を成形する第1成形部と、
前記ラミネートシートのうち前記外周縁領域の内周側に隣接する内周側隣接領域を加熱及び加圧することによって前記樹脂溜まり部を成形することが可能な第2成形部と、を有しており、
前記第2成形部は、前記第1成形部よりも凹んだ形状であり、且つ加圧方向と交差する平面からなる加圧面を有しているヒートシール機。
続きを表示(約 800 文字)
【請求項2】
前記第1成形部が、
外周側成形部と、
前記外周側成形部の内周側に隣接し、前記外周側成形部よりも凹んだ形態であり、且つ加圧方向と交差する平面からなる押圧面を有する内周側成形部とを備えており、
前記第2成形部が、前記内周側成形部よりも凹んだ形状である請求項1に記載のヒートシール機。
【請求項3】
正極板と負極板とセパレータとを積層した積層電極体と、
前記積層電極体の外周縁から突出したタブと、
前記タブの基端部と前記積層電極体の全体を挟んだ状態で包囲する一対のラミネートシートと、
前記ラミネートシートの内面に貼着された合成樹脂製のシール材と、
前記ラミネートシートの外周縁領域において前記シール材を熱溶着することによって形成されたシール機能部と、
前記シール材を熱溶着することによって前記シール機能部の内周側に隣接するように形成され、前記シール機能部よりも厚く、且つ偏平な形状に成形された樹脂溜まり部と、を備えているラミネート型二次電池。
【請求項4】
正極板と負極板とセパレータとを積層した積層電極体の外周縁からタブが突出し、前記タブの基端部と前記積層電極体の全体が一対のラミネートシートによって挟まれた状態で包囲され、前記ラミネートシートの内面に貼着された合成樹脂製のシール材を熱溶着することによって、シール機能部と、前記シール機能部の内周側に隣接する樹脂溜まり部とが形成されたラミネート型二次電池を製造する方法であって、
ヒートシール機を用いて前記ラミネートシートを加熱及び加圧することによって、前記ラミネートシートの外周縁領域に前記シール機能部を形成すると同時に、前記樹脂溜まり部を前記シール機能部よりも厚肉であり、且つ偏平な形状に成形するラミネート型二次電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ヒートシール機、ラミネート型二次電池、及びラミネート型二次電池の製造方法に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
特許文献1には、積層電極の外周縁からタブを突出させ、積層電極の全体とタブの基端部を一対のラミネートフィルムで挟んだリチウムイオン二次電池が開示されている。一対のラミネートフィルムの外周縁部には、電解液の漏出を防止するためのフィルム封止部が設けられている。フィルム封止部は、ラミネートフィルムの材料であるポリエチレンを熱溶着することによって形成されている。
【先行技術文献】
【特許文献】
【0003】
特開2001-229889号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
タブは積層電極よりも薄いため、積層電極の外周縁部とタブとの間に段差が生じ、この段差部ではラミネートフィルムとタブとの間に間隙が生じる。フィルム封止部を形成する工程では、加圧によってタブに押し付けられたラミネートフィルムの一部が、段差部の間隙内に押し出される。ラミネートフィルムのうち段差部の間隙に面する部分は、充分に加圧されないため、金型との間の熱抵抗が大きくなり、充分に加熱されないままで固化する。一方、加圧によって間隙内へ押し出されたポリエチレンは、充分に加熱された後に固化して樹脂溜まりとなる。充分に加熱されずに固化した表層側の部分と、充分に加熱された後に固化した部分との界面では、両者間の親和性が温度差によって低くなっているため、電解液が浸透し易い。電解液が浸透すると、界面にクラックが生じる。樹脂溜まり部とフィルム封止部は繋がっているので、クラックがフィルム封止部にまで拡がり、シール性能が低下する虞がある。タブの側縁部とラミネートフィルム同士が直接密着するフィルム封止部との間の段差部や、積層電極の外周縁部とラミネートフィルム同士が直接密着するフィルム封止部との間の段差部にも、段差に起因する間隙が生じるため、上記と同様にシール性能の低下が懸念される。
【0005】
本開示は上記のような事情に基づいて完成されたものであって、シール性能の低下を防止することを目的とする。
【課題を解決するための手段】
【0006】
第1の開示のヒートシール機は、
正極板と負極板とセパレータとを積層した積層電極体の外周縁からタブを突出させ、前記タブの基端部と前記積層電極体の全体を一対のラミネートシートによって挟んだ状態で包囲したラミネート型二次電池を製造するために用いられ、前記ラミネートシートの内面に貼着された合成樹脂製のシール材を熱溶着することによって、シール機能部と樹脂溜まり部とを形成するヒートシール機であって、
前記ラミネートシートの外周縁領域を加熱及び加圧することによって前記シール機能部を成形する第1成形部と、
前記ラミネートシートのうち前記外周縁領域の内周側に隣接する内周側隣接領域を加熱及び加圧することによって前記樹脂溜まり部を成形することが可能な第2成形部と、を有しており、
前記第2成形部は、前記第1成形部よりも凹んだ形状であり、且つ加圧方向と交差する平面からなる加圧面を有している。
【0007】
第2の開示のラミネート型二次電池は、
正極板と負極板とセパレータとを積層した積層電極体と、
前記積層電極体の外周縁から突出したタブと、
前記タブの基端部と前記積層電極体の全体を挟んだ状態で包囲する一対のラミネートシートと、
前記ラミネートシートの内面に貼着された合成樹脂製のシール材と、
前記ラミネートシートの外周縁領域において前記シール材を熱溶着することによって形成されたシール機能部と、
前記シール材を熱溶着することによって前記シール機能部の内周側に隣接するように形成され、前記シール機能部よりも厚く、且つ偏平な形状に成形された樹脂溜まり部と、を備えている。
【0008】
第3の開示のラミネート型二次電池の製造方法は、
正極板と負極板とセパレータとを積層した積層電極体の外周縁からタブが突出し、前記タブの基端部と前記積層電極体の全体が一対のラミネートシートによって挟まれた状態で包囲され、前記ラミネートシートの内面に貼着された合成樹脂製のシール材を熱溶着することによって、シール機能部と、前記シール機能部の内周側に隣接する樹脂溜まり部とが形成されたラミネート型二次電池を製造する方法であって、
ヒートシール機を用いて前記ラミネートシートを加熱及び加圧することによって、前記ラミネートシートの外周縁領域に前記シール機能部を形成すると同時に、前記樹脂溜まり部を前記シール機能部よりも厚肉であり、且つ偏平な形状に成形する。
【発明の効果】
【0009】
偏平な形状となるように加圧された樹脂溜まり部には、電解液を浸透させ得るような界面が存在しないので、界面に電解液が浸透することに起因するクラックが生じる虞はない。よって、シール性能の低下を防止することができる。
【図面の簡単な説明】
【0010】
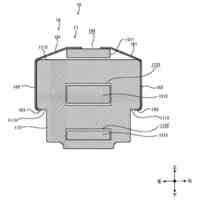
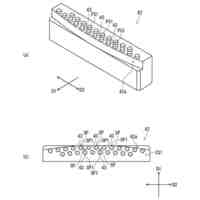
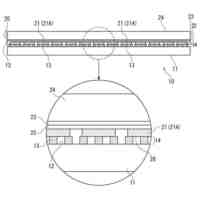
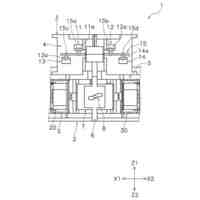
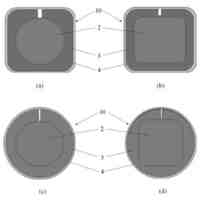
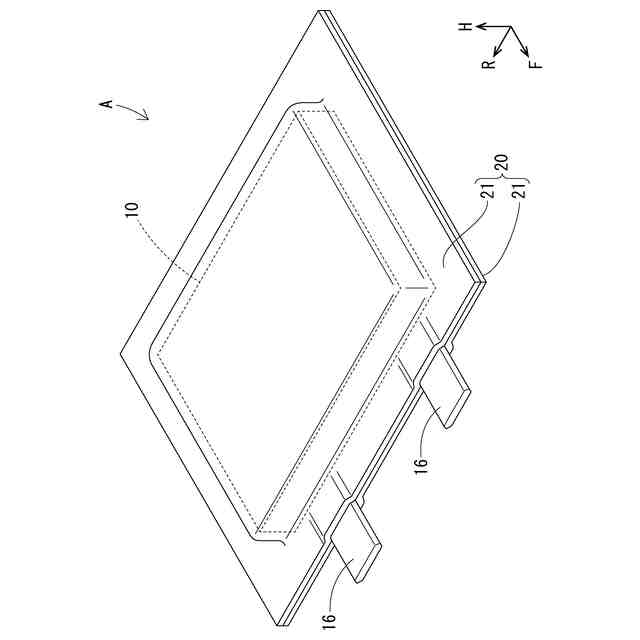
実施形態1の二次電池の斜視図である。
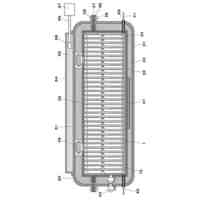
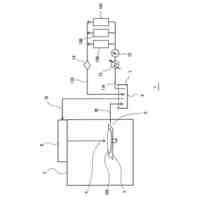
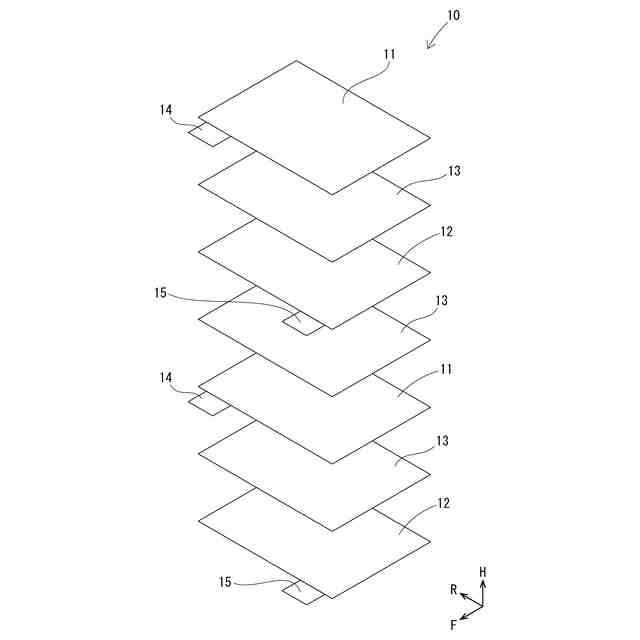
積層電極体の分解斜視図である。
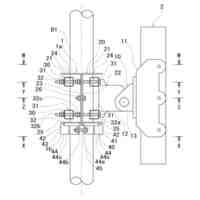
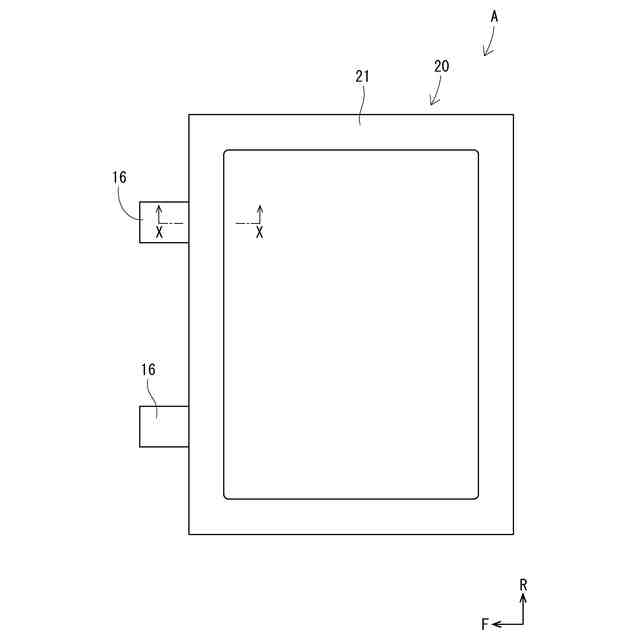
二次電池の平面図である。
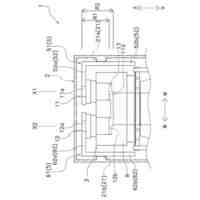
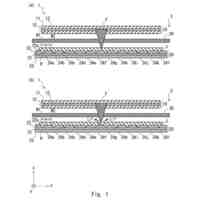
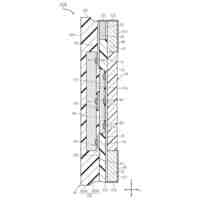
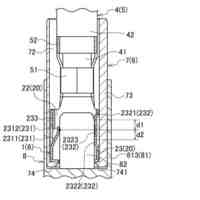
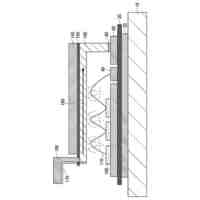
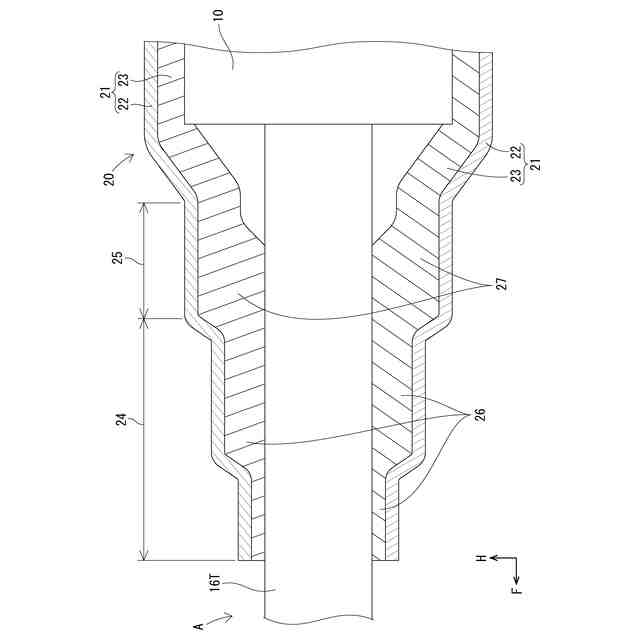
図3のX-X線で切断した断面において、タブの厚さ、シール材の厚さ、シート状基材の厚さを誇張してあらわした模式図である。
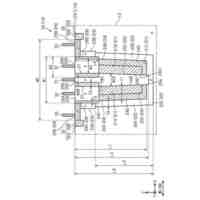
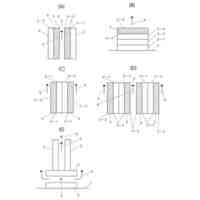
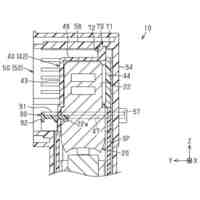
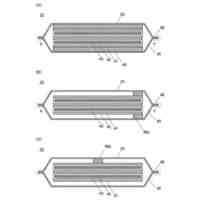
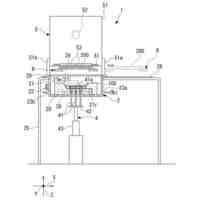
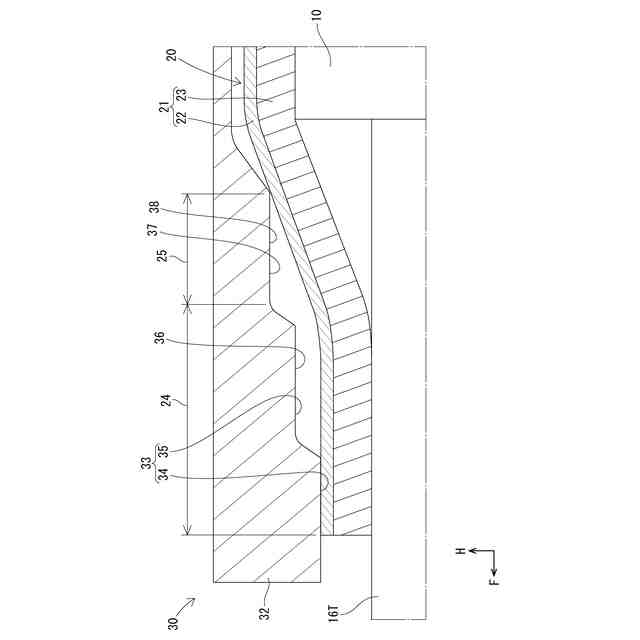
熱溶着の初期工程を断面であらわした模式図である。
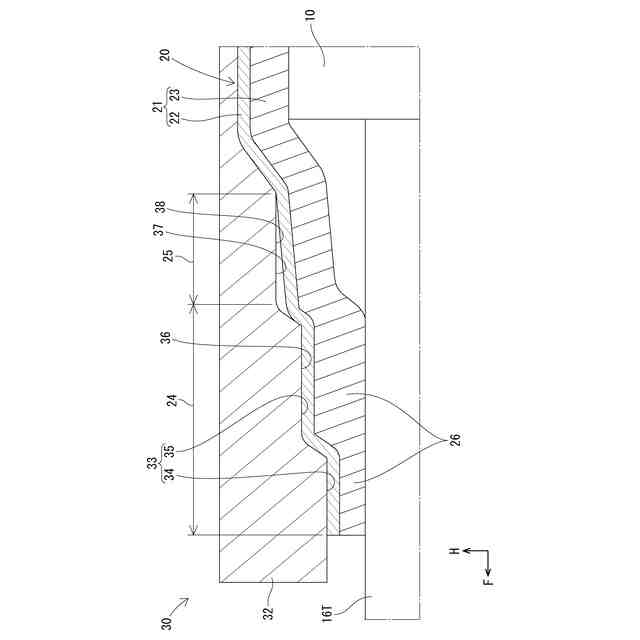
熱溶着の途中の工程を断面であらわした模式図である。
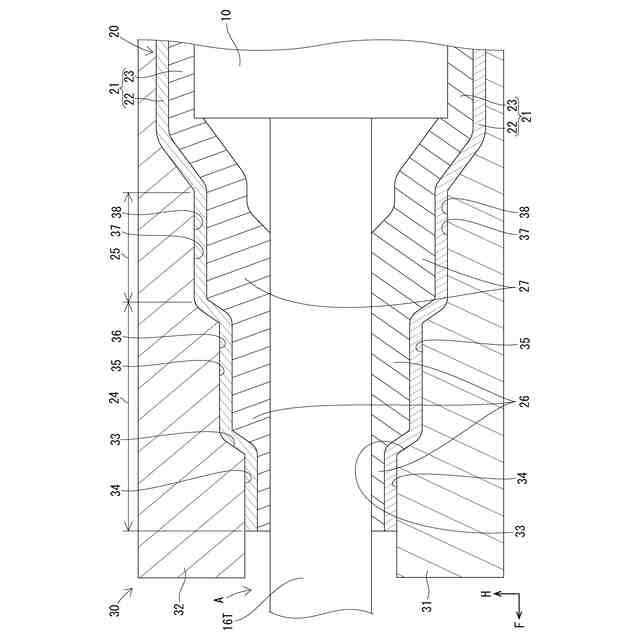
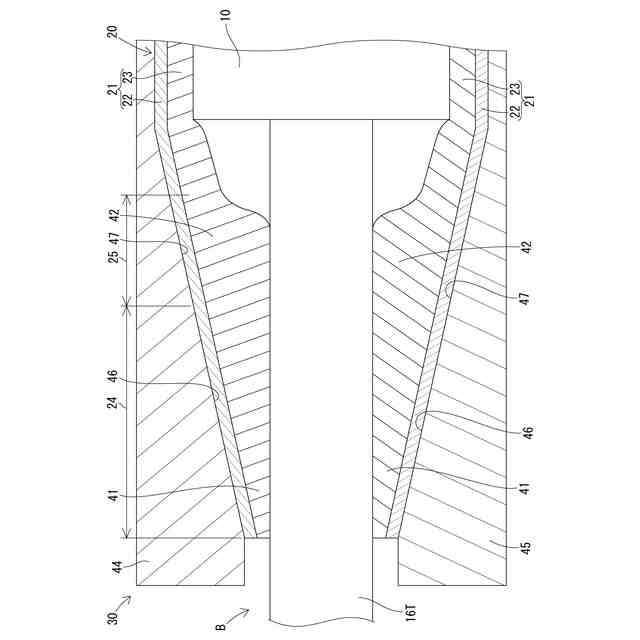
熱溶着が完了した状態を断面であらわしたす模式図である。
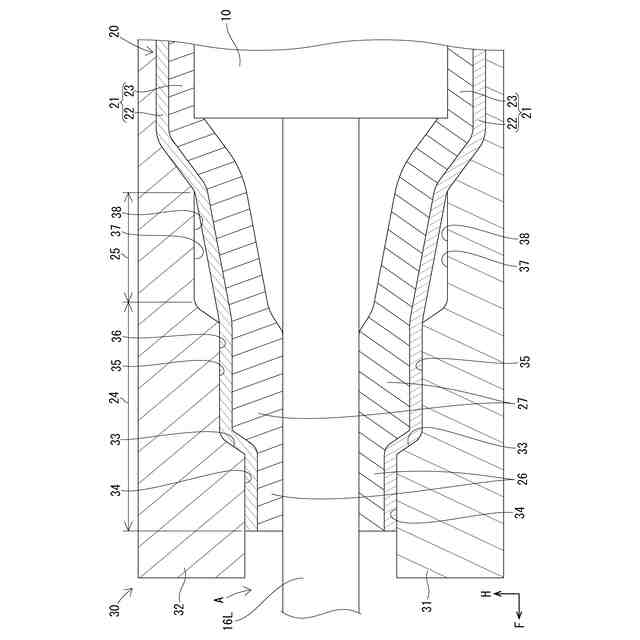
タブの厚さが薄い場合において、熱溶着が完了した状態を断面であらわした模式図である。
実施形態2の二次電池におけるX-X線相当の断面において、タブの厚さ、シール材の厚さ、シート状基材の厚さを誇張してあらわした模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
二次電池
17日前
個人
安全なNAS電池
17日前
ユニチカ株式会社
負極集電材
17日前
サンケン電気株式会社
半導体装置
1か月前
エイブリック株式会社
半導体装置
1か月前
オムロン株式会社
電磁継電器
9日前
東京パーツ工業株式会社
コイル装置
1か月前
オムロン株式会社
電磁継電器
2日前
東レ株式会社
有機粒子およびフィルム
5日前
トヨタ自動車株式会社
二次電池
1か月前
日本航空電子工業株式会社
構造体
9日前
ローム株式会社
半導体装置
1か月前
株式会社CTK
アンテナ取付装置
24日前
TDK株式会社
コイル部品
24日前
オムロン株式会社
スイッチ
2日前
ローム株式会社
半導体装置
9日前
オムロン株式会社
スイッチ
2日前
株式会社東京精密
シート剥離装置
27日前
ローム株式会社
半導体装置
5日前
株式会社ドクター中松創研
V3D半導体
26日前
株式会社東京精密
シート剥離装置
1か月前
東京応化工業株式会社
基板支持体
27日前
住友電装株式会社
コネクタ
1か月前
光森科技有限公司
光源モジュール
1か月前
株式会社ミクニ
電磁アクチュエータ
24日前
富士電機株式会社
電磁接触器
17日前
マクセル株式会社
扁平形電池
1か月前
アイホン株式会社
インターホン機器
9日前
オムロン株式会社
電磁継電器
9日前
矢崎総業株式会社
端子
27日前
日本航空電子工業株式会社
コネクタ
17日前
株式会社半導体エネルギー研究所
二次電池
23日前
ミクロエース株式会社
基板処理方法
20日前
AIメカテック株式会社
光照射装置
23日前
後藤電子 株式会社
積層電線
9日前
三菱電機株式会社
半導体装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ