TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024127577
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023036815
出願日
2023-03-09
発明の名称
ウェーハの研削方法
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
H01L
21/304 20060101AFI20240912BHJP(基本的電気素子)
要約
【課題】膜を安定的に研削することができるウェーハの研削方法を提供すること。
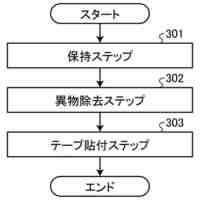
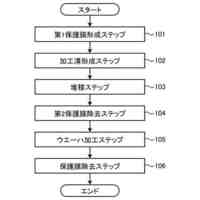
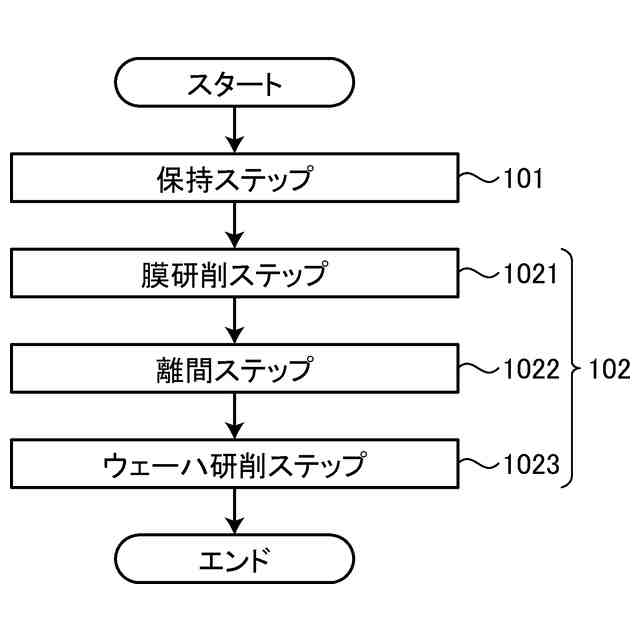
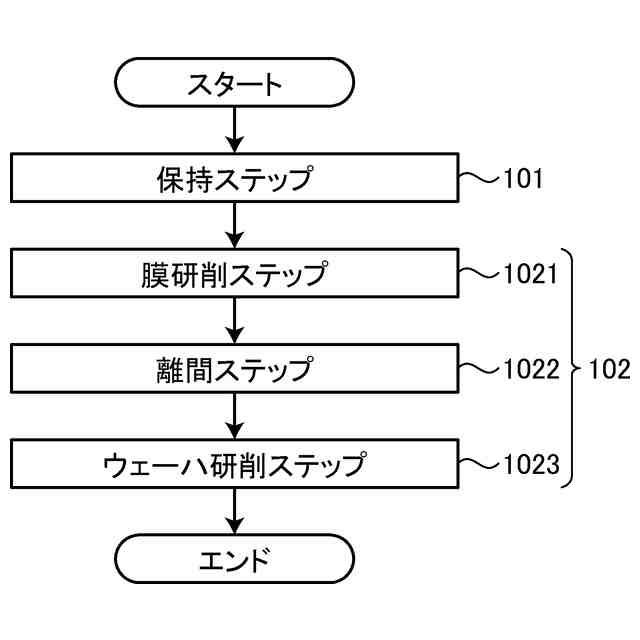
【解決手段】ウェーハの研削方法は、保持面に回転軸を有するチャックテーブルでウェーハを保持する保持ステップ101と、円形凹部とリング状補強部とを該ウェーハに形成する研削ステップ102と、を備える。研削ステップ102は、スピンドルを研削砥石がウェーハの中心から外周端部に向かって接触する方向に回転させることによって、膜を除去する膜研削ステップ1021と、スピンドルを研削砥石がウェーハの外周端部から中心に向かって接触する方向に回転させることによって、膜が除去されたウェーハを研削しウェーハに円形凹部とリング状補強部とを形成するウェーハ研削ステップ1023とを含む。
【選択図】図2
特許請求の範囲
【請求項1】
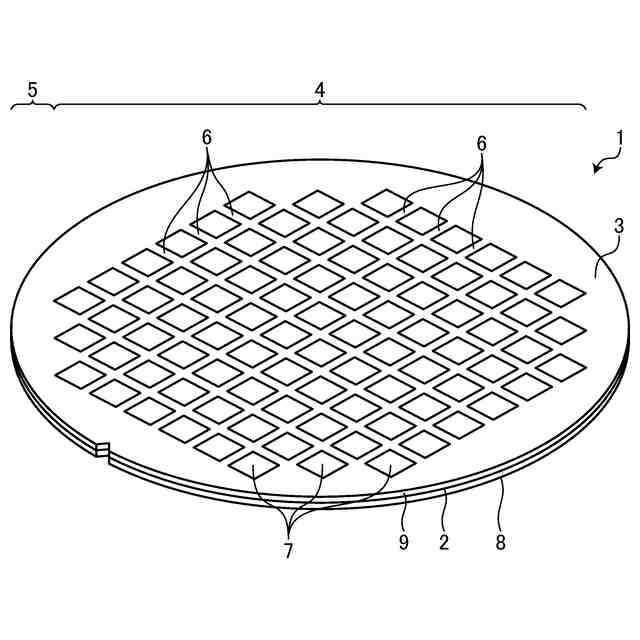
表面に膜が形成されたウェーハの該膜と該ウェーハとを研削し、該ウェーハの表面に円形凹部と該円形凹部を囲繞するリング状補強部とを形成するウェーハの研削方法であって、
保持面に回転軸を有するチャックテーブルで該ウェーハを保持する保持ステップと、
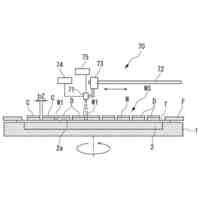
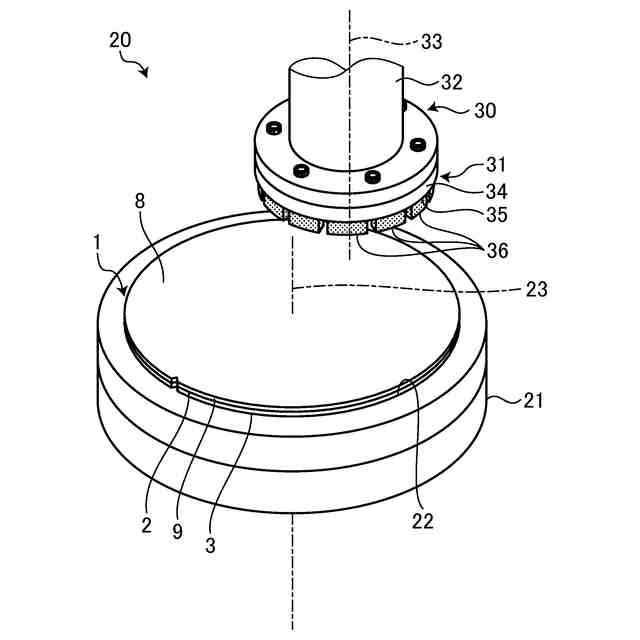
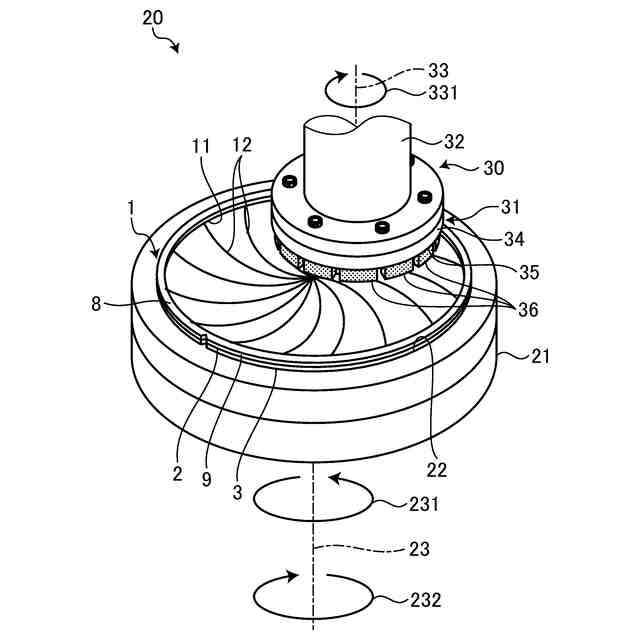
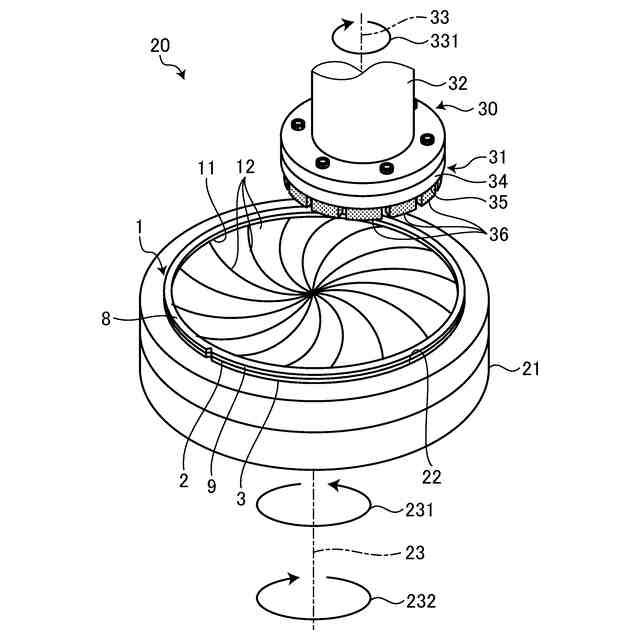
環状の基台と該基台の一面に設けられた複数の研削砥石とを含み、複数の該研削砥石で形成される直径が該ウェーハの半径以下の研削ホイールを先端に装着したスピンドルを有する研削ユニットの該研削砥石の回転軌跡を該保持面の回転軸と重なる位置に位置づけた状態で、該研削ユニットと該チャックテーブルとを該スピンドルの回転軸方向に相対的に接近させ、該円形凹部と該リング状補強部とを該ウェーハに形成する研削ステップと、を備え、
該研削ステップは、
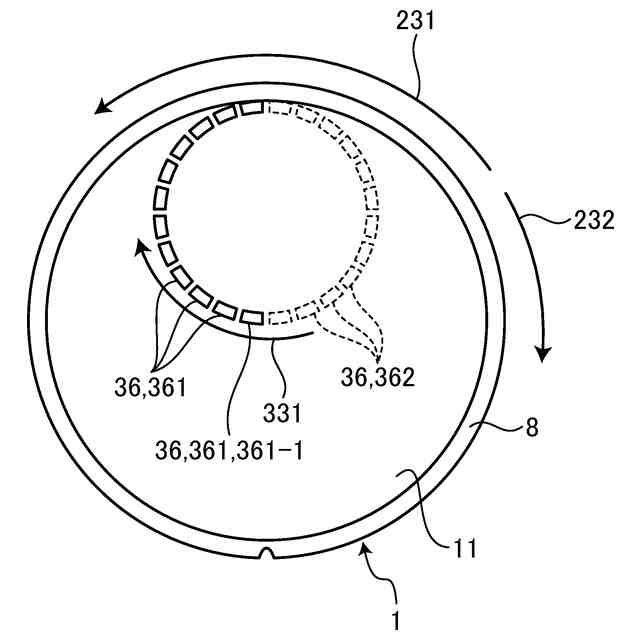
該スピンドルを該研削砥石が該ウェーハの中心から外周端部に向かって接触する方向に回転させた状態で、該研削ユニットと該チャックテーブルとを該スピンドルの回転軸方向に相対的に接近させることによって、該膜を除去する膜研削ステップと、
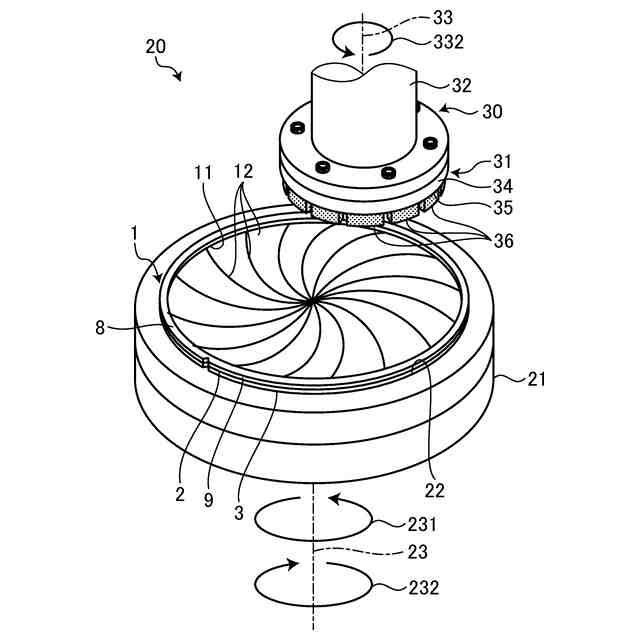
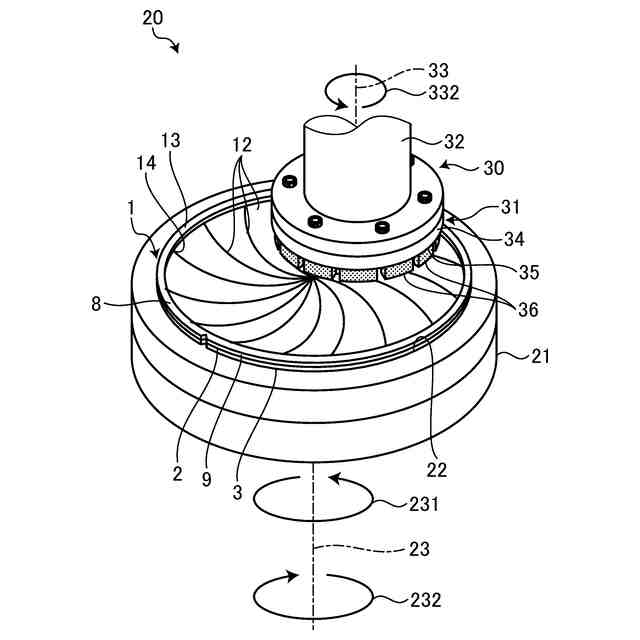
該スピンドルを該研削砥石が該ウェーハの外周端部から中心に向かって接触する方向に回転させた状態で、該研削ユニットと該チャックテーブルとを該スピンドルの回転軸方向に相対的に接近させることによって、該膜が除去された該ウェーハを研削し該ウェーハに該円形凹部と該リング状補強部とを形成するウェーハ研削ステップと、
を含み構成されるウェーハの研削方法。
続きを表示(約 210 文字)
【請求項2】
該膜研削ステップと該ウェーハ研削ステップは、異なる回転速度で該スピンドルを回転させることを特徴とする請求項1に記載のウェーハの研削方法。
【請求項3】
該研削ステップは、該膜研削ステップの後、且つ該ウェーハ研削ステップの前に、該研削ユニットと該チャックテーブルとを該スピンドルの回転軸方向に相対的に離間させる離間ステップ、を更に備える請求項1または請求項2に記載のウェーハの研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの研削方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
例えばSiP(System in Package)等の普及に伴い、ウェーハを歩留まり良く薄化できる研削技術が要望されている。ウェーハを薄化する研削技術の一つとして、TAIKO(登録商標)研削方法が知られている。
【0003】
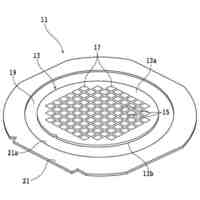
TAIKO研削方法は、複数のデバイスが形成されたデバイス領域を表面に備えるウェーハの裏面を研削するとき、ウェーハの裏面の外周エッジ部分を残し、外周エッジ部分の内側のデバイス領域に対応するウェーハの裏面の内側部分のみを研削して薄化する技術である(例えば、特許文献1参照)。
【0004】
TAIKO研削方法により、ウェーハの外周エッジ部分に補強部として機能するリング状補強部が形成される。リング状補強部が形成されることにより、ウェーハの内側部分が薄化された後においても、例えば、ウェーハの反り、及び搬送時におけるウェーハの割れ等が抑制される。
【先行技術文献】
【特許文献】
【0005】
特開2007-19461号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
また、TAIKO研削方法では、ウェーハの半径以下の外径を有する研削ホイールを使用し研削を行う。そのため、TAIKO研削方法では、通常の全面研削方法と比較すると砥石セグメントの個数が少ないこと、および砥石セグメントの周速が遅くなることにより研削能力が低下する(即ち、砥粒1個あたりの仕事量が増える)。
【0007】
それにより、研削面に例えば酸化膜などの膜が形成されているウェーハの研削では、全面研削よりも研削砥石のコンディション不良(目潰れ、目こぼれ、目詰まり)が発生しやすい。従って、ウェーハの外周部にリング状の補強部を形成するTAIKO研削方法には、酸化膜を安定的に研削できる手法の確立、という解決すべき課題がある。
【0008】
本発明の目的は、膜を安定的に研削することができるウェーハの研削方法を提供することである。
【課題を解決するための手段】
【0009】
上述した課題を解決し、目的を達成するために、本発明のウェーハの研削方法は、表面に膜が形成されたウェーハの該膜と該ウェーハとを研削し、該ウェーハの表面に円形凹部と該円形凹部を囲繞するリング状補強部とを形成するウェーハの研削方法であって、保持面に回転軸を有するチャックテーブルで該ウェーハを保持する保持ステップと、環状の基台と該基台の一面に設けられた複数の研削砥石とを含み、複数の該研削砥石で形成される直径が該ウェーハの半径以下の研削ホイールを先端に装着したスピンドルを有する研削ユニットの該研削砥石の回転軌跡を該保持面の回転軸と重なる位置に位置づけた状態で、該研削ユニットと該チャックテーブルとを該スピンドルの回転軸方向に相対的に接近させ、該円形凹部と該リング状補強部とを該ウェーハに形成する研削ステップと、を備え、該研削ステップは、該スピンドルを該研削砥石が該ウェーハの中心から外周端部に向かって接触する方向に回転させた状態で、該研削ユニットと該チャックテーブルとを該スピンドルの回転軸方向に相対的に接近させることによって、該膜を除去する膜研削ステップと、該スピンドルを該研削砥石が該ウェーハの外周端部から中心に向かって接触する方向に回転させた状態で、該研削ユニットと該チャックテーブルとを該スピンドルの回転軸方向に相対的に接近させることによって、該膜が除去された該ウェーハを研削し該ウェーハに該円形凹部と該リング状補強部とを形成するウェーハ研削ステップと、を含み構成されることを特徴とする。
【0010】
前記ウェーハの研削方法において、該膜研削ステップと該ウェーハ研削ステップは、異なる回転速度で該スピンドルを回転させても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
研磨装置
4日前
株式会社ディスコ
拡張装置
18日前
株式会社ディスコ
冷却機構
12日前
株式会社ディスコ
研削装置
14日前
株式会社ディスコ
確認装置
12日前
株式会社ディスコ
加工方法
14日前
株式会社ディスコ
分離装置
18日前
株式会社ディスコ
研削方法
13日前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
加工方法
5日前
株式会社ディスコ
加工方法
5日前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
加工装置
28日前
株式会社ディスコ
ポンプ機構
25日前
株式会社ディスコ
チャックテーブル
13日前
株式会社ディスコ
チップの製造方法
18日前
株式会社ディスコ
エキスパンド方法
25日前
株式会社ディスコ
保持具及びケース
13日前
株式会社ディスコ
テープの貼着方法
18日前
株式会社ディスコ
フレーム洗浄装置
1か月前
株式会社ディスコ
治具及び加工装置
12日前
株式会社ディスコ
被加工物の分割方法
12日前
株式会社ディスコ
ウエーハの加工方法
18日前
株式会社ディスコ
ウエーハの加工方法
19日前
株式会社ディスコ
ウエーハの加工方法
20日前
株式会社ディスコ
ウエーハの加工方法
5日前
株式会社ディスコ
ウェーハの分割方法
6日前
株式会社ディスコ
被加工物の加工方法
25日前
株式会社ディスコ
ウエーハの加工方法
25日前
株式会社ディスコ
ウエーハの加工方法
18日前
株式会社ディスコ
ウェーハの研削方法
20日前
株式会社ディスコ
被加工物の研削方法
14日前
株式会社ディスコ
被加工物の研削方法
14日前
株式会社ディスコ
ウエーハの加工方法
14日前
株式会社ディスコ
ウエーハの加工方法
27日前
株式会社ディスコ
被加工物の処理方法
20日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ