TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024115859
公報種別
公開特許公報(A)
公開日
2024-08-27
出願番号
2023021734
出願日
2023-02-15
発明の名称
研削装置及び研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/02 20060101AFI20240820BHJP(研削;研磨)
要約
【課題】クリープフィード研削の際の実質的な稼働時間の減少を抑えながら研削砥石のドレスを実施可能な研削装置を提供する。
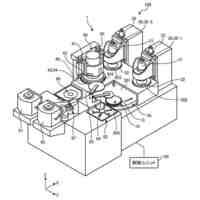
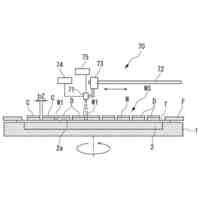
【解決手段】クリープフィード研削を施す研削装置は、被加工物を吸引保持する保持面及びドレス部を上面側に有するチャックテーブルと、複数の研削砥石で規定される円環の外径が保持面の最大辺又は直径よりも大きい研削ユニットと、回転軸の周りにチャックテーブルを回転させる回転機構と、回転機構及び研削ユニットを相対的に移動させる移動機構と、回転機構の動作を制御するコントローラと、を備える。コントローラは、ドレス時には保持面と研削ホイールとの相対的な移動の経路上にドレス部を配置し、被加工物の研削時には経路の外にドレス部を配置するように、回転機構を使用し回転軸の周りのチャックテーブルの向きを調整する。
【選択図】図1
特許請求の範囲
【請求項1】
被加工物に対してクリープフィード研削を施す研削装置であって、
該被加工物を吸引保持する保持面と、該保持面の最大辺又は直径よりも直径が大きい円に沿って配列された複数の研削砥石を含む研削ホイールの該研削砥石に対してドレスを施す際に該研削砥石を接触させることができるように該保持面とは異なる位置に配置されたドレス部と、を上面側に有するチャックテーブルと、
該保持面に対して直交する高さ方向に沿って配置され下端部に該研削ホイールが装着されるスピンドルを有する研削ユニットと、
該高さ方向に沿う回転軸の周りに該チャックテーブルを回転させるモータを有する回転機構と、
該高さ方向と直交する所定方向において、該チャックテーブル及び該回転機構と、該研削ユニットと、を相対的に移動させる移動機構と、
メモリ及びプロセッサを有し、該回転機構の動作を制御するコントローラと、を備え、
該コントローラは、該研削砥石のドレス時には該所定方向に沿う該保持面と該研削ホイールとの相対的な移動の経路上に該ドレス部を配置し、該被加工物の研削時には該経路の外に該ドレス部を配置するように、該回転機構を使用して該回転軸の周りの該チャックテーブルの向きを調整する研削装置。
続きを表示(約 1,100 文字)
【請求項2】
該チャックテーブルと該研削ユニットとの高さ方向の位置の関係を調整する調整機構を更に有し、
該コントローラは、該調整機構により、該研削時には該研削砥石と該被加工物とが接触するように該高さ方向の位置の関係を調整し、該ドレス時には該研削砥石と該ドレス部とが接触するように該高さ方向の位置の関係を調整する請求項1記載の研削装置。
【請求項3】
被加工物に対してクリープフィード研削を施す研削方法であって、
該被加工物を吸引保持する保持面と、該保持面の最大辺又は直径よりも直径が大きい円に沿って配列された複数の研削砥石を含む研削ホイールの該研削砥石に対してドレスを施す際に該研削砥石を接触させることができるように該保持面とは異なる位置に配置されたドレス部と、を上面側に有するチャックテーブルの該保持面で、該被加工物を保持する保持工程と、
該保持工程の後、該保持面に対して平行な所定方向において該研削ホイールが該チャックテーブルから離れた位置から、回転させた状態の該研削ホイールと該チャックテーブルとを該所定方向に沿って相対的に移動させることにより、該被加工物の上面側を研削するクリープフィード研削工程と、
該クリープフィード研削工程の後、該所定方向において該研削ホイールが該チャックテーブルから離れた位置から、回転させた状態の該研削ホイールと該ドレス部とを該所定方向に沿って相対的に移動させることにより、該複数の研削砥石に対してドレスを施すドレス工程と、
該保持工程の後、該クリープフィード研削工程の前に、該クリープフィード研削工程における該相対的な移動の経路の外に該ドレス部が配置されるように該保持面に対して直交する回転軸の周りの該チャックテーブルの向きを調整する研削用位置調整工程と、
該クリープフィード研削工程の後、該ドレス工程の前に、該ドレス工程における該相対的な移動の経路の中に該ドレス部が配置されるように該回転軸の周りの該チャックテーブルの向きを調整するドレス用位置調整工程と、を備える研削方法。
【請求項4】
該研削用位置調整工程では、該保持面に対して直交する高さ方向において該複数の研削砥石の下面が該被加工物の上面と該保持面との間の位置に位置付けられるように該チャックテーブルと該研削ホイールとの位置の関係を調整し、
該ドレス用位置調整工程では、該保持面に対して直交する高さ方向において該複数の研削砥石の該下面が該ドレス部の上端と下端との間の位置に位置付けられるように該チャックテーブルと該研削ホイールとの位置の関係を調整する請求項3記載の研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削装置及び研削方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
携帯電話機に代表される小型で軽量な電子機器には、IC(Integrated Circuit)及びLSI(Large Scale Integration)等の電子回路を備えた半導体チップが必須の構成として搭載されている。この半導体チップは、例えば、シリコン等の材料からなる半導体ウェーハの表面を、ストリートと呼ばれる複数の分割予定ラインで区画し、各領域に電子回路を形成した後、このストリートに沿って半導体ウェーハを切断することで製造される。
【0003】
近年、半導体チップの更なる小型化及び軽量化を目的として、半導体ウェーハを薄く加工できる研削装置の開発が進められている。研削装置の例として、特許文献1に記載されたものが知られている。特許文献1には、半導体ウェーハを保持する保持面を備えたチャックテーブルを、この保持面と略平行な面内で回転(公転)する研削砥石に向けて、保持面と略平行な方向(横方向)に移動させるクリープフィード研削と呼ばれる研削方法に用いられる研削装置が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2010-103192号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
クリープフィード研削では、上述したように、半導体ウェーハの横方向から主に研削砥石の側面によって半導体ウェーハが研削される。よって、チャックテーブルの保持面と略垂直な方向(縦方向)に研削砥石を移動させて研削砥石の下面を半導体ウェーハに押し当てるインフィード研削と呼ばれる研削方法と比較すると、研削砥石の下面の摩耗が進行しにくく、研削砥石が目詰まりを起こしやすい。
【0006】
特に、靭性が大きく研削されにくい樹脂のような材料を含む半導体ウェーハを研削する場合には、この目詰まりが顕著となる。このため、複数の半導体ウェーハを連続して研削する場合には、研削砥石のドレスをこまめに実施して、研削砥石の目詰まりを解消する必要がある。
【0007】
一方で、研削砥石のドレスを実施するためには、ドレスの開始前にチャックテーブルの保持面にドレス専用のドレスボードを保持させる作業と、ドレスの終了後にチャックテーブルの保持面からドレスボードを取り除く作業とが必要となる。そして、これらの作業にかかる時間が研削装置の実質的な稼働時間を減少させていた。
【0008】
よって、本発明の目的は、クリープフィード研削の際の実質的な稼働時間の減少を抑えながら研削砥石のドレスを実施可能な研削装置を提供することである。
【課題を解決するための手段】
【0009】
本発明の一側面によれば、被加工物に対してクリープフィード研削を施す研削装置であって、該被加工物を吸引保持する保持面と、該保持面の最大辺又は直径よりも直径が大きい円に沿って配列された複数の研削砥石を含む研削ホイールの該研削砥石に対してドレスを施す際に該研削砥石を接触させることができるように該保持面とは異なる位置に配置されたドレス部と、を上面側に有するチャックテーブルと、該保持面に対して直交する高さ方向に沿って配置され下端部に該研削ホイールが装着されるスピンドルを有する研削ユニットと、該高さ方向に沿う回転軸の周りに該チャックテーブルを回転させるモータを有する回転機構と、該高さ方向と直交する所定方向において、該チャックテーブル及び該回転機構と、該研削ユニットと、を相対的に移動させる移動機構と、メモリ及びプロセッサを有し、該回転機構の動作を制御するコントローラと、を備え、該コントローラは、該研削砥石のドレス時には該所定方向に沿う該保持面と該研削ホイールとの相対的な移動の経路上に該ドレス部を配置し、該被加工物の研削時には該経路の外に該ドレス部を配置するように、該回転機構を使用して該回転軸の周りの該チャックテーブルの向きを調整する研削装置が提供される。
【0010】
好ましくは、該チャックテーブルと該研削ユニットとの高さ方向の位置の関係を調整する調整機構を更に有し、該コントローラは、該調整機構により、該研削時には該研削砥石と該被加工物とが接触するように該高さ方向の位置の関係を調整し、該ドレス時には該研削砥石と該ドレス部とが接触するように該高さ方向の位置の関係を調整する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
研磨装置
今日
株式会社ディスコ
確認装置
8日前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
加工装置
21日前
株式会社ディスコ
拡張装置
14日前
株式会社ディスコ
分離装置
14日前
株式会社ディスコ
加工方法
10日前
株式会社ディスコ
研削装置
10日前
株式会社ディスコ
研削方法
9日前
株式会社ディスコ
冷却機構
8日前
株式会社ディスコ
加工装置
24日前
株式会社ディスコ
加工方法
1日前
株式会社ディスコ
加工方法
1日前
株式会社ディスコ
ポンプ機構
21日前
株式会社ディスコ
チャックテーブル
9日前
株式会社ディスコ
テープの貼着方法
14日前
株式会社ディスコ
エキスパンド方法
21日前
株式会社ディスコ
保持具及びケース
9日前
株式会社ディスコ
チップの製造方法
14日前
株式会社ディスコ
治具及び加工装置
8日前
株式会社ディスコ
被加工物の分割方法
8日前
株式会社ディスコ
ウエーハの加工方法
14日前
株式会社ディスコ
ウエーハの加工方法
15日前
株式会社ディスコ
ウエーハの加工方法
16日前
株式会社ディスコ
被加工物の加工方法
21日前
株式会社ディスコ
ウエーハの加工方法
21日前
株式会社ディスコ
ウエーハの加工方法
14日前
株式会社ディスコ
ウェーハの分割方法
2日前
株式会社ディスコ
被加工物の研削方法
10日前
株式会社ディスコ
被加工物の研削方法
10日前
株式会社ディスコ
被加工物の処理方法
16日前
株式会社ディスコ
ウエーハの加工方法
23日前
株式会社ディスコ
ウエーハの加工方法
10日前
株式会社ディスコ
ウエーハの加工方法
1日前
株式会社ディスコ
ウェーハの研削方法
16日前
株式会社ディスコ
チャックテーブル機構
8日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ