TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024115853
公報種別
公開特許公報(A)
公開日
2024-08-27
出願番号
2023021727
出願日
2023-02-15
発明の名称
発泡通気シート
出願人
三井化学ファイン株式会社
代理人
個人
主分類
C08J
9/04 20060101AFI20240820BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】通気性と機械的強度を両立できる発泡通気シートを提供する。
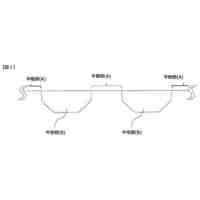
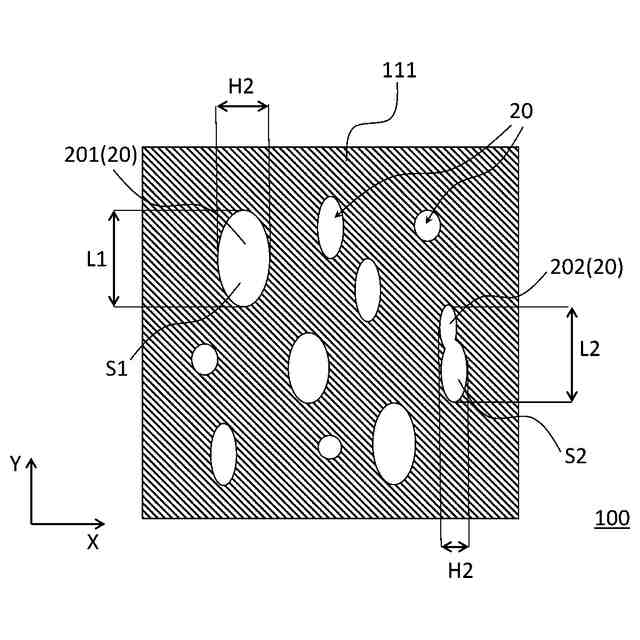
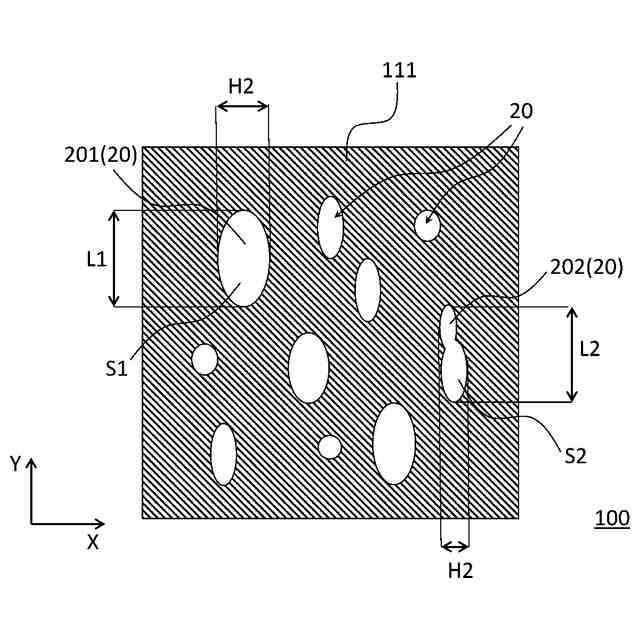
【解決手段】本発明の発泡通気シート100は、4-メチル-1-ペンテン系重合体(A)と、極性基を有する熱可塑性エラストマー(B)と、を含む樹脂組成物により構成され、前記4-メチル-1-ペンテン系重合体(A)が、4-メチル-1-ペンテン由来の構成単位(a1)と炭素原子数2~3の直鎖状α-オレフィン由来の構成単位(a2)とを含み、発泡通気シート100の厚さ方向に貫通する複数の貫通孔20を有し、発泡通気シート100の平面視における、発泡通気シート100の面積に対する複数の貫通孔20の平均の開口面積率(%)が0.01%~30%である。
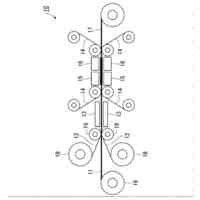
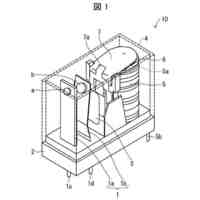
【選択図】図1
特許請求の範囲
【請求項1】
4-メチル-1-ペンテン系重合体(A)と、極性基を有する熱可塑性エラストマー(B)と、を含む樹脂組成物により構成された発泡通気シートであって、
前記4-メチル-1-ペンテン系重合体(A)が、4-メチル-1-ペンテン由来の構成単位(a1)と炭素原子数2~3の直鎖状α-オレフィン由来の構成単位(a2)とを含み、
前記発泡通気シートの厚さ方向に貫通する複数の貫通孔を有し、
前記発泡通気シートの平面視における、前記発泡通気シートの面積に対する前記複数の貫通孔の平均の開口面積率(%)が0.01%~30%である、発泡通気シート。
続きを表示(約 880 文字)
【請求項2】
前記発泡通気シートの平面視において、2以上の前記貫通孔の開口部の形状が真円ではない、請求項1に記載の発泡通気シート。
【請求項3】
前記貫通孔の開口部は、貫通孔の開口部の最大長さをL(mm)とし、当該最大長さに直交する方向における最大長さをH(mm)としたとき、楕円率(比(L/H))が1.1~4.5である、請求項1または2に記載の発泡通気シート。
【請求項4】
前記発泡通気シートの平面視において、2以上の前記貫通孔の開口部の最大長さとなる方向が、互いに平行である、請求項1または2に記載の発泡通気シート。
【請求項5】
前記貫通孔は、前記複数の孔が通気シートの断面方向に連通することにより前記発泡通気シートを貫通している、請求項1または2に記載の発泡通気シート。
【請求項6】
前記発泡通気シートの平面視において、2以上の前記貫通孔の開口部の最大面積と最小面積との差分が0.10~5.00mm
2
である、請求項1または2に記載の発泡通気シート。
【請求項7】
前記発泡通気シートの平面視において、前記複数の貫通孔がランダムに配置されている、請求項1または2に記載の発泡通気シート。
【請求項8】
前記発泡通気シートの平面視において、2以上の前記貫通孔の開口部の最大長さとなる方向の引張破断応力が2.0~8.0MPaである、請求項1または2に記載の発泡通気シート。
【請求項9】
前記発泡通気シートの平面視において、2以上の前記貫通孔の開口部の最大長さとなる方向の引張破断伸びが160~500%である、請求項1または2に記載の発泡通気シート。
【請求項10】
前記熱可塑性エラストマー(B)の前記極性基が、酸素、硫黄、窒素、およびハロゲンからなる群から選ばれる原子を1つまたは2つ以上含んでいる官能基である、請求項1または2に記載の発泡通気シート。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、発泡通気シートに関する。より詳細には、発泡通気シート、発泡通気シートを用いた生地積層体および衣料品、ならびに発泡通気シートの製造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
通気性シートは水蒸気等の気体の透過性に優れるため、衛生材料、衣料用材料、医療用材料、生鮮食品包装材料、農業資材、各種フィルター、電池セパレータ、建築用材料等の多種の用途に用いられている。
【0003】
例えば、特許文献1(国際公開第2019/176743号)には、4-メチル-1-ペンテン系重合体または4-メチル-1-ペンテン系重合体を主成分として含む樹脂組成物を用いて発泡シートを作製し、これに有孔加工を施して、通気性シートを得たことが開示されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2019/176743号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示される従来技術は、通気性は得られるものの、一定方向にシートを力強く引張ると、貫通孔を発端にシートが裂けやすくなる場合があった。
【課題を解決するための手段】
【0006】
本発明者は、4-メチル-1-ペンテン系重合体を含む発泡通気シートにおいて、通気性を保持しつつもシートの強度を向上させるべく検討を行ったところ、4-メチル-1-ペンテン系重合体に極性基を有する熱可塑性エラストマーを組み合わせてシートを作製するとともに、貫通孔の開口面積割合を制御することが有効であることを見出し、本発明を完成させた。
【0007】
すなわち、本発明によれば、以下に示す発泡通気シートおよびこれに関する技術が提供される。
【0008】
[1] 4-メチル-1-ペンテン系重合体(A)と、極性基を有する熱可塑性エラストマー(B)と、を含む樹脂組成物により構成された発泡通気シートであって、
前記4-メチル-1-ペンテン系重合体(A)が、4-メチル-1-ペンテン由来の構成単位(a1)と炭素原子数2~3の直鎖状α-オレフィン由来の構成単位(a2)とを含み、
前記発泡通気シートの厚さ方向に貫通する複数の貫通孔を有し、
前記発泡通気シートの平面視における、前記発泡通気シートの面積に対する前記複数の貫通孔の平均の開口面積率(%)が0.01%~30%である、発泡通気シート。
[2] 前記発泡通気シートの平面視において、2以上の前記貫通孔の開口部の形状が真円ではない、[1]に記載の発泡通気シート。
[3] 前記貫通孔の開口部は、貫通孔の開口部の最大長さをL(mm)とし、当該最大長さに直交する方向における最大長さをH(mm)としたとき、楕円率(比(L/H))が1.1~4.5である、[1]または[2]いずれか一つに記載の発泡通気シート。
[4] 前記発泡通気シートの平面視において、2以上の前記貫通孔の開口部の最大長さとなる方向が、互いに平行である、[1]乃至[3]いずれか一つに記載の発泡通気シート。
[5] 前記貫通孔は、前記複数の孔が通気シートの断面方向に連通することにより前記発泡通気シートを貫通している、[1]乃至[4]いずれか一つに記載の発泡通気シート。
[6] 前記発泡通気シートの平面視において、2以上の前記貫通孔の開口部の最大面積と最小面積との差分が0.10~5.00mm
2
である、[1]乃至[5]いずれか一つに記載の発泡通気シート。
[7] 前記発泡通気シートの平面視において、前記複数の貫通孔がランダムに配置されている、[1]乃至[6]いずれか一つに記載の発泡通気シート。
[8] 前記発泡通気シートの平面視において、2以上の前記貫通孔の開口部の最大長さとなる方向の引張破断応力が2.0~8.0MPaである、[1]乃至[7]いずれか一つに記載の発泡通気シート。
[9] 前記発泡通気シートの平面視において、2以上の前記貫通孔の開口部の最大長さとなる方向の引張破断伸びが160~500%である、[1]乃至[8]いずれか一つに記載の発泡通気シート。
[10] 前記熱可塑性エラストマー(B)の前記極性基が、酸素、硫黄、窒素、およびハロゲンからなる群から選ばれる原子を1つまたは2つ以上含んでいる官能基である、[1]乃至[9]いずれか一つに記載の発泡通気シート。
[11] 前記4-メチル-1-ペンテン系重合体(A)の含有量が前記樹脂組成物全量に対し40~80質量%であり、
前記熱可塑性エラストマー(B)の含有量が前記樹脂組成物全量に対し20質量%~60質量%である、[1]乃至[10]いずれか一つに記載の発泡通気シート。
[12] 前記熱可塑性エラストマー(B)が、熱可塑性ポリアミドブロック共重合体、熱可塑性ポリウレタンブロック共重合体、および熱可塑性ポリエステルブロック共重合体の中から選ばれる1種または2種以上を含む、[1]乃至[11]いずれか一つに記載の発泡通気シート。
[13] 前記熱可塑性エラストマー(B)の融点が130℃~230℃である、[1]乃至[12]いずれか一つに記載の発泡通気シート。
[14] 前記熱可塑性エラストマー(B)のショア硬度がA71~A90である、[1]乃至[13]いずれか一つに記載の発泡通気シート。
[15] JIS K6400-7:2012(B法)に準拠し、24℃、50%RHの条件で測定される前記発泡通気シートの通気量が、0.1ml/cm
2
/sec以上である、[1]乃至[14]いずれか一つに記載の発泡通気シート。
[16] 目付量が200~400g/m
2
である、[1]乃至[15]いずれか一つに記載の発泡通気シート。
[17] [1]乃至[16]いずれか一つに記載の発泡通気シートの少なくとも一方の面に生地が貼り合わされた生地積層体。
[18] 前記生地積層体の少なくとも一部が湾曲し、曲率半径が50mm~150mmの範囲である、[17]に記載の生地積層体。
[19] [17]または[18]に記載の生地積層体を用いた衣料品。
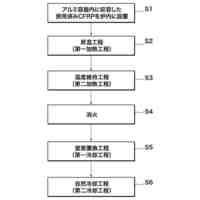
[20] [1]乃至[16]いずれか一つに記載の発泡通気シートの製造方法であって、
4-メチル-1-ペンテン系重合体(A)と、極性基を有する熱可塑性エラストマー(B)と、を含む前記樹脂組成物を、シート状に押出成形しながら発泡すると同時に前記貫通孔を形成する工程を含む、発泡通気シートの製造方法。
【発明の効果】
【0009】
本発明によれば、通気性と機械的強度を両立できる発泡通気シート、およびこれに関する技術を提供することができる。
【図面の簡単な説明】
【0010】
本実施形態の発泡通気シート100の模式平面図である。
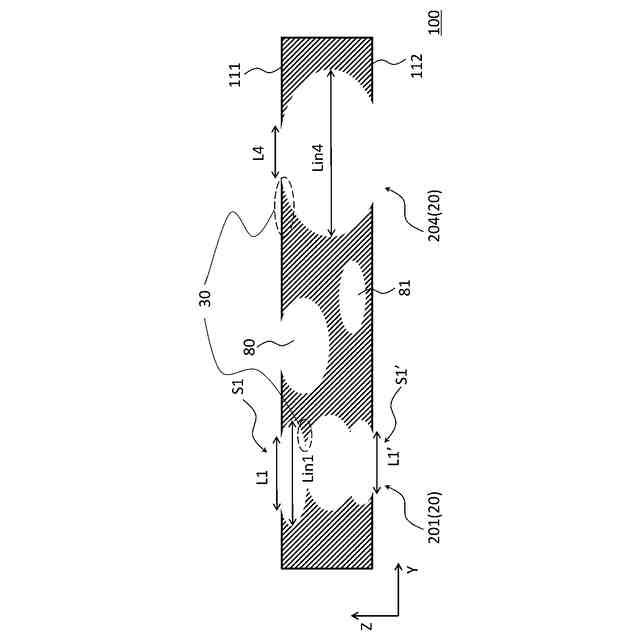
本実施形態の発泡通気シート100の模式断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東ソー株式会社
延伸物
23日前
東ソー株式会社
配管材
2か月前
東ソー株式会社
樹脂組成物
2か月前
東ソー株式会社
ゴム組成物
1か月前
東ソー株式会社
ゴム組成物
1か月前
株式会社トクヤマ
樹脂組成物
1か月前
日本化薬株式会社
樹脂微粒子
2か月前
三菱ケミカル株式会社
テープ
2か月前
三菱ケミカル株式会社
フィルム
2か月前
三菱ケミカル株式会社
フィルム
2か月前
三菱ケミカル株式会社
樹脂組成物
2か月前
オムロン株式会社
電子部品
10日前
東ソー株式会社
エチレン系重合体
3か月前
株式会社カネカ
液晶ポリエステル
2か月前
株式会社カネカ
液晶ポリエステル
2か月前
NOK株式会社
EPDM組成物
1か月前
東レ株式会社
繊維強化樹脂中空構造体
2か月前
花王株式会社
乳化組成物
2か月前
株式会社スリーボンド
硬化性樹脂組成物
17日前
JNC株式会社
白色熱硬化性樹脂組成物
2か月前
アイカ工業株式会社
メラミン樹脂発泡体
1か月前
JNC株式会社
白色熱硬化性樹脂組成物
3か月前
住友精化株式会社
粘性組成物の製造方法
1か月前
第一工業製薬株式会社
熱可塑性樹脂組成物
2か月前
株式会社カネカ
硬化性組成物
1か月前
株式会社カネカ
硬化性組成物
1か月前
株式会社大阪ソーダ
ゴム加硫物の製造方法
26日前
日本ポリプロ株式会社
プロピレン系重合体
10日前
株式会社大阪ソーダ
熱可塑性材料用組成物
1か月前
積水フーラー株式会社
硬化性組成物
2か月前
株式会社カネカ
液状ポリオレフィン組成物
3か月前
JNC株式会社
低誘電率樹脂形成用組成物
1か月前
三井化学ファイン株式会社
樹脂シート
2か月前
東ソー株式会社
ポリカーボネート樹脂組成物
1か月前
愛媛県
リサイクル炭素繊維の回収方法
3か月前
ユニチカ株式会社
ポリアミック酸水性分散体
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ